基于精密机械加工的定位异常纠错方法、装置及系统与流程
本技术涉及精密机械加工,特别涉及基于精密机械加工的定位异常纠错方法、装置及系统。
背景技术:
1、精密机械加工是一种高精度、高要求的加工方法,广泛应用于制造业中。在机械加工过程中,由于环境、系统等因素的影响容易出现定位异常情况,这会导致加工精度下降,对产品质量和生产效率产生负面影响。
2、机械加工误差在各种不同工作条件下可能以各种不同的方式反映出来,例如机床制造、刀具应力、夹具应力、工件形变、工艺系统形变等产生的误差。
3、现有的精密加工定位校正方法中往往是基于测距仪或校对零件对工件主轴位置和方向进行调整,主要用于解决机床制造误差问题,例如主轴回转误差、导轨误差和传动链误差等。
4、因此,缺少一种能应用于各种机械加工误差因素的定位纠错方法。
技术实现思路
1、本技术的目的在于提供基于精密机械加工的定位异常纠错方法、装置及系统,能够实时监测各种不同工作条件下引发的定位误差并自动进行纠正,以确保机械加工过程的稳定和准确性。
2、本技术的具体技术方案如下:
3、本技术第一方面提供一种基于精密机械加工的定位异常纠错方法,包括如下步骤:
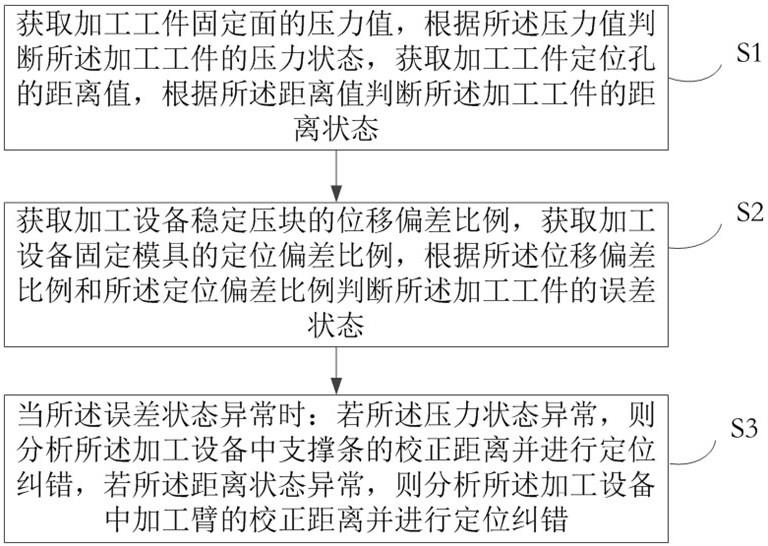
4、获取加工工件固定面的压力值,根据所述压力值判断所述加工工件的压力状态,获取加工工件定位孔的距离值,根据所述距离值判断所述加工工件的距离状态;
5、获取加工设备稳定压块的位移偏差比例,获取加工设备固定模具的定位偏差比例,根据所述位移偏差比例和所述定位偏差比例判断所述加工工件的误差状态;
6、当所述误差状态异常时:若所述压力状态异常,则分析所述加工设备中支撑条的校正距离并进行定位纠错,若所述距离状态异常,则分析所述加工设备中加工臂的校正距离并进行定位纠错。
7、进一步的,所述压力值包括至少两个,根据所述压力值判断所述加工工件的压力状态包括:
8、根据至少两个压力值中各个所述压力值计算偏差压力值,根据所述偏差压力值判断所述加工工件是否为第一异常压力状态;
9、根据至少两个压力值中各个所述压力值与标准压力值的比较关系判断所述加工工件是否为第二异常压力状态。
10、进一步的,根据所述距离值判断所述加工工件的距离状态包括:
11、获取云端中所述定位孔与定位柱的标准距离;
12、根据所述距离值与所述标准距离的比较关系判断所述加工工件是否为异常距离状态。
13、进一步的,获取加工设备稳定压块的位移偏差比例包括:
14、获取所述加工设备稳定压块在xy轴方向或xz轴方向的位移距离;
15、获取当前时刻设定指令中所述加工设备稳定压块的移动距离;
16、根据所述位移距离和所述移动距离确定所述位移偏差比例。
17、进一步的,获取加工设备固定模具的定位偏差比例包括:
18、识别图像数据中所述加工设备固定模具的出边框板、齿轮和定位块的中心位置;
19、检测所述加工设备固定模具的出边框板、齿轮和定位块的设定位置;
20、根据所述中心位置和所述设定位置确定所述定位偏差比例。
21、进一步的,根据所述位移偏差比例和所述定位偏差比例判断所述加工工件的误差状态包括:
22、若所述位移偏差比例与所述定位偏差比例的差值大于阈值范围,则判定误差状态异常;
23、若所述位移偏差比例与所述定位偏差比例的差值小于或等于阈值范围,则判定误差状态正常。
24、进一步的,分析所述加工设备中支撑条的校正距离包括:
25、获取所述加工设备稳定压块的位移距离和位移偏差比例;
26、根据所述位移距离与所述位移偏差比例的比值确定所述支撑条的校正距离。
27、进一步的,分析所述加工设备中加工臂的校正距离包括:
28、获取所述加工设备固定模具的定位距离和定位偏差比例;
29、根据所述定位距离与所述定位偏差比例的比值确定所述加工臂的校正距离。
30、本技术第二方面提供一种基于精密机械加工的定位异常纠错装置,所述基于精密机械加工的定位异常纠错装置包括:
31、第一判断模块,用于获取加工工件固定面的压力值,根据所述压力值判断所述加工工件的压力状态,获取加工工件定位孔的距离值,根据所述距离值判断所述加工工件的距离状态;
32、第二判断模块,用于获取加工设备稳定压块的位移偏差比例,获取加工设备固定模具的定位偏差比例,根据所述位移偏差比例和所述定位偏差比例判断所述加工工件的误差状态;
33、定位纠错模块,用于当所述误差状态异常时:若所述压力状态异常,则分析所述加工设备中支撑条的校正距离并进行定位纠错,若所述距离状态异常,则分析所述加工设备中加工臂的校正距离并进行定位纠错。
34、进一步的,所述压力值包括至少两个,所述第一判断模块具体用于:
35、根据至少两个压力值中各个所述压力值计算偏差压力值,根据所述偏差压力值判断所述加工工件是否为第一异常压力状态;
36、根据至少两个压力值中各个所述压力值与标准压力值的比较关系判断所述加工工件是否为第二异常压力状态。
37、进一步的,所述第一判断模块具体用于:
38、获取云端中所述定位孔与定位柱的标准距离;
39、根据所述距离值与所述标准距离的比较关系判断所述加工工件是否为异常距离状态。
40、进一步的,所述第二判断模块具体用于:
41、获取所述加工设备稳定压块在xy轴方向或xz轴方向的位移距离;
42、获取当前时刻设定指令中所述加工设备稳定压块的移动距离;
43、根据所述位移距离和所述移动距离确定所述位移偏差比例。
44、进一步的,所述第二判断模块具体用于:
45、识别图像数据中所述加工设备固定模具的出边框板、齿轮和定位块的中心位置;
46、检测所述加工设备固定模具的出边框板、齿轮和定位块的设定位置;
47、根据所述中心位置和所述设定位置确定所述定位偏差比例。
48、进一步的,所述第二判断模块具体用于:
49、若所述位移偏差比例与所述定位偏差比例的差值大于阈值范围,则判定误差状态异常;
50、若所述位移偏差比例与所述定位偏差比例的差值小于或等于阈值范围,则判定误差状态正常。
51、进一步的,所述定位纠错模块具体用于:
52、获取所述加工设备稳定压块的位移距离和位移偏差比例;
53、根据所述位移距离与所述位移偏差比例的比值确定所述支撑条的校正距离。
54、进一步的,所述定位纠错模块具体用于:
55、获取所述加工设备固定模具的定位距离和定位偏差比例;
56、根据所述定位距离与所述定位偏差比例的比值确定所述加工臂的校正距离。
57、本技术第三方面提供一种基于精密机械加工的定位异常纠错系统,所述基于精密机械加工的定位异常纠错系统实现所述基于精密机械加工的定位异常纠错方法中的各步骤,或包含所述基于精密机械加工的定位异常纠错装置中的各模块。
58、综上所述,本技术提供了基于精密机械加工的定位异常纠错方法、装置及系统,根据加工工件固定面的压力值判断加工工件的压力状态,根据加工工件定位孔的距离值判断加工工件的距离状态,用于分析产生定位误差的主要影响因素;根据加工设备稳定压块的位移偏差比例和加工设备固定模具的定位偏差比例判断加工工件的误差状态;当误差状态异常时:若压力状态异常则分析加工设备中支撑条的校正距离并进行定位纠错,若距离状态异常则分析加工设备中加工臂的校正距离并进行定位纠错,能够实时监测和纠正定位异常,提高精密机械加工的自动化程度和加工质量,推动制造业的转型升级。
- 还没有人留言评论。精彩留言会获得点赞!