一种波纹管冲孔设备及方法与流程
本发明涉及波纹管冲孔,尤其涉及一种波纹管冲孔设备及方法。
背景技术:
1、波纹管是指用可折叠皱纹片沿折叠伸缩方向连接成的管状弹性敏感元件,在适应不同使用场景时,需要对波纹管进行两端冲孔配合后续安装法兰或者其他组件,现有的波纹管冲孔方式为一端冲孔或者两端冲孔,一端冲孔时,通过人工或者夹具将端口放置冲孔机位置,边冲边旋转角度,在调换至另外一头继续操作,这样的放松冲孔效率不高且两端的冲孔孔位无法确保在需求位置,而两端冲孔时,通过夹具夹持波纹管,两端各自设置有冲孔机,通过夹具旋转自身同步冲孔提高效率,而这样的方式在两端需求不同位置孔位时不便于加工生产,且后续对波纹管检测时,通过人工将波纹管放置在检测仪器上,通过检测仪器将冲孔孔位检测结果进行显示,通过人工进行辅助判断分类放置,效率不高,为此,我们提出一种波纹管冲孔设备及方法。
技术实现思路
1、本发明主要是解决上述现有技术所存在的技术问题,提供一种波纹管冲孔设备及方法。
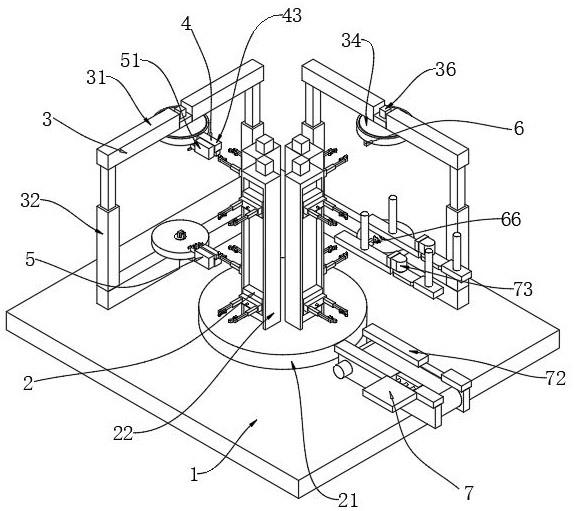
2、为了实现上述目的,本发明采用了如下技术方案,一种波纹管冲孔设备,包括底板,底板的上侧固定安装有可旋转的多工位组件,底板的上侧对应多工位组件位置等距固定安装有两组可调整驱动的驱动组件,一组驱动组件的侧面对称设置有可冲孔的冲孔组件,冲孔组件的侧面设置有可收料的收料装置,另一组驱动组件侧面对称设置有可检测打磨的检测组件,底板的上侧对应两组驱动组件位置设置有可输料的出料组件;
3、多工位组件包括固定安装在底板上侧的旋转台,旋转台的上侧圆周阵列状等距竖直固定安装有电动滑台,电动滑台滑块的侧面固定安装有夹持气缸,夹持气缸的侧面对称固定安装有第一气动伸缩杆,第一气动伸缩杆远离夹持气缸的侧面固定安装有夹块,夹块侧面等距开设有三组安装槽,对应夹块两侧的两组安装槽内部设置有可旋转的活动轮,另一组的安装槽内部活动安装有动力轮,夹块的侧面对应动力轮位置固定安装有第一电机,夹块的侧面对称开设有开槽,开槽的内部固定安装有第二气动伸缩杆。
4、作为优选,所述驱动组件包括对称设置在底板上侧的两组第一电缸,两组第一电缸的上下对称固定安装有固定板且下侧固定板固定连接在底板上侧位置,固定板之间固定安装有固定块,固定块侧面固定安装有第一安装板,第一安装板的内部活动安装有活动块,固定块的侧面固定安装有第二电机且第二电机转轴贯穿固定块固定连接在活动块侧面位置,第一安装板的侧面开设有约束槽,约束槽的内部活动安装有约束板,活动块和约束板之间固定连接有连接板。
5、作为优选,所述第一安装板为侧面开设有贯穿其自身圆形槽的圆形板,约束槽为截面呈凸字形的圆形槽,约束板为截面呈凸字形的圆环板,连接板为截面呈“l”形的圆环板。
6、作为优选,所述冲孔组件包括固定安装在活动块侧面中心位置的第一伸缩装置,第一伸缩装置的侧面固定安装有凹模块,连接板的侧面对应凹模块位置固定安装有第二安装板,第二安装板的侧面固定安装有液压装置,液压装置的侧面固定连接有凸模块。
7、作为优选,所述收料装置包括固定安装在第二安装板侧面的吸尘机,吸尘机的侧面固定安装有连接管,连接管远离吸尘机侧面固定安装有伸缩折叠管,伸缩折叠管的侧面固定连接有第一电动伸缩杆且第一电动伸缩杆固定安装在连接管侧面位置,凸模块的侧面对称设置有吸合机构。
8、作为优选,所述凹模块为侧面开设有矩形槽的弧形块,凸模块为“t”字形的弧形块,连接管为“l”形矩形管,伸缩折叠管为折叠式矩形管。
9、作为优选,所述检测组件包括固定在活动块侧面中心位置的第二伸缩装置,第二伸缩装置的侧面固定安装有支撑块,支撑块远离第二伸缩装置的侧面开设有活动槽,活动槽的内部活动安装有检测块,检测块侧面和活动槽内壁之间等距固定连接有支撑弹簧,连接板的侧面对应支撑块位置固定安装有第二电动伸缩杆,第二电动伸缩杆的侧面固定安装有配合块,支撑块远离第二伸缩装置的侧面对称设置有两组打磨块,活动槽内壁设置有压力传感器。
10、作为优选,所述活动槽为截面呈凸字形的矩形槽,检测块为截面呈凸字形的矩形块且检测块两侧呈斜面形,配合块为侧面开设有矩形槽的砂轮材质弧形块,打磨块为砂轮材质的弧形块。
11、作为优选,所述出料组件包括固定安装在底板上侧的输送机,输送机的上侧等距设置有多组限位板,靠近输送机的限位板固定连接在输送机侧面位置,远离输送机的限位板固定连接在伸缩杆侧面位置,上侧限位板的侧面固定安装有第三电机,第三电机的侧面固定安装有限位杆,限位板的侧面对应输送机位置固定安装有第二电缸。
12、一种波纹管冲孔设备的使用方法,包括以下步骤:
13、当上料时,电动滑台将自身滑块调节至合适位置,机械臂将波纹管竖直放置在夹块中间位置,夹持气缸将第一气动伸缩杆驱动靠近使得夹块夹持在波纹管两端圆管位置,同时第一电机驱动动力轮在波纹管侧面摩擦滚动,使得波纹管在活动轮的配合下旋转,激光传感器对波纹管侧面标示的激光点标识进行检测确认位置,第二气动伸缩杆启动将波纹管挤压固定;
14、当打孔时,旋转台旋转九十度带动波纹管随之移动,第一气动伸缩杆将波纹管伸至驱动组件中心位置,驱动组件驱动冲孔组件对波纹管冲孔,同时收料装置对冲孔的碎片起到收集作用,具体的:第一电缸对上侧固定板位置起到调节配合波纹管使用,第一气动伸缩杆将波纹管伸至活动块中心位置,电动滑台将波纹管整体移至下侧冲孔组件位置,第一伸缩装置内部气缸驱动气动伸缩杆调节凹模块位置对波纹管内壁起到支撑,液压装置挤压凸模块和凹模块配合对波纹管起到冲孔作用,此时波纹管保持不动,同时第二电机驱动活动块旋转同步连接板带动第二安装板使得液压装置随之移动,约束板在约束槽内部滑动对连接板起到约束作用,上下两组冲孔组件在驱动组件的配合下对波纹管两端根据需求定位打孔,同时凸模块冲孔时吸合机构内部气缸通过气嘴将冲压后的金属碎块吸合固定在凸模块侧面位置,凸模块复位时,第一电动伸缩杆推动伸缩折叠管折叠变形至凸模块位置,吸尘机通过连接管和第一电动伸缩杆将凸模块侧面金属碎块吸动收集,此时吸合机构内部气嘴对凸模块侧面碎片放松,冲孔完成第一气动伸缩杆将波纹管收回原位,冲孔组件回复原位;
15、当检测时,旋转台再旋转九十度带动波纹管随之移动,第一气动伸缩杆将波纹管伸至驱动组件中心位置,驱动组件和检测组件配合对检测打磨,具体的:同上波纹管整体移至下侧检测组件位置,第二伸缩装置内部气缸驱动气动伸缩杆调节支撑块位置对波纹管内壁起到支撑,第二电动伸缩杆推动配合块至波纹管外壁位置覆盖,第二电机带动活动块和连接板同步旋转,此时波纹管保持不动,约束槽和约束板对波纹管内外壁起到打磨作用,同时检测块受波纹管挤压滑至活动槽内部位置,支撑弹簧对检测块起到支撑复位作用,当检测块挤压时,压力传感器受挤压不发出信号,在检测块不适挤压复位时,压力传感器不受挤压发出信号反馈至控制器,控制器记录第二电机此时角度位置,通过这样对波纹管两端打孔位置起到检测打磨作用,完成后第一气动伸缩杆将波纹管收回原位,检测组件回复原位;
16、当下料时,旋转台再一次旋转九十度带动波纹管随之移动,出料组件将波纹管下料传输,具体的:上侧限位板通过伸缩杆移动至合适位置,第一气动伸缩杆将波纹管放置在输送机上侧位置,限位板对波纹管起到限位作用,夹持气缸控制夹块松开波纹管且第二气动伸缩杆复位,同步根据检测组件对波纹管的检测,合格时,波纹管通过输送机在限位板的约束下传送下料至合格区,不合格时,第三电机驱动限位杆旋转,限位杆对限位板起到改变路径作用,第二电缸推动波纹管滑出至不合格区,完成后第一气动伸缩杆复位旋转台最后旋转九十度进行上料操作。
17、有益效果
18、本发明提供了一种波纹管冲孔设备及方法,具备以下有益效果:
19、(1)、该波纹管冲孔设备及方法,通过多工位组件、驱动组件、驱动组件和检测组件配合,夹持气缸将第一气动伸缩杆驱动靠近使得夹块夹持在波纹管两端圆管位置,同时第一电机驱动动力轮在波纹管侧面摩擦滚动,使得波纹管在活动轮的配合下旋转,激光传感器对波纹管侧面标示的激光点标识进行检测确认位置,激光传感器反馈至外接控制器,控制器控制第二气动伸缩杆启动将波纹管挤压固定住,这样实现波纹管夹持调节位置进行固定;旋转台旋转配合驱动组件和检测组件使用,第一电缸对上侧固定板位置起到调节配合波纹管使用,第一气动伸缩杆将波纹管伸至活动块中心位置,电动滑台将波纹管整体移至下侧冲孔组件位置,第一伸缩装置内部气缸驱动气动伸缩杆调节凹模块位置对波纹管内壁起到支撑作用,通过液压装置挤压凸模块和凹模块配合对波纹管起到冲孔作用,此时波纹管保持不动,同时第二电机驱动活动块旋转同步连接板带动第二安装板使得液压装置随之移动,约束板在约束槽内部滑动对连接板起到约束作用,这样上下两组冲孔组件在驱动组件的配合下实现对波纹管两端根据需求定位打孔的作用;第二伸缩装置内部气缸驱动气动伸缩杆调节支撑块位置对波纹管内壁起到支撑,第二电动伸缩杆推动配合块至波纹管外壁位置覆盖,通过第二电机带动活动块和连接板同步旋转,此时波纹管保持不动,约束槽和约束板对波纹管内外壁起到打磨作用,同时检测块受波纹管挤压滑至活动槽内部位置,支撑弹簧对检测块起到支撑复位作用,当检测块挤压时,压力传感器受挤压不发出信号,在检测块不适挤压复位时,压力传感器不受挤压发出信号反馈至控制器,控制器记录第二电机此时角度位置,通过这样对波纹管两端打孔位置起到检测打磨作用,这样对波纹管先进行定位,再对两端进行随意改变位置打孔后,通过检测孔位同时对内外壁起到打磨处理作用,这样实现了波纹管多组合冲孔方式,保证了孔位位置准确且提高了生产效率。
20、(2)、该波纹管冲孔设备及方法,通过收料装置内部结构配合,凸模块冲孔时吸合机构内部气缸通过气嘴将冲压后的金属碎块吸合固定在凸模块侧面位置,凸模块复位时,第一电动伸缩杆推动伸缩折叠管折叠变形至凸模块位置,吸尘机通过连接管和第一电动伸缩杆将凸模块侧面金属碎块吸动收集,此时吸合机构内部气嘴对凸模块侧面碎片放松,这样在冲孔时可对传送的碎片起到收集作用,避免随便掉落旋转组件传送干涉。
21、(3)、该波纹管冲孔设备及方法,通过出料组件内部结构配合,上侧限位板通过伸缩杆移动至合适位置,第一气动伸缩杆将波纹管放置在输送机上侧位置,限位板对波纹管起到限位作用,夹持气缸控制夹块松开波纹管且第二气动伸缩杆复位,同步根据检测组件对波纹管的检测,合格时,波纹管通过输送机在限位板的约束下传送下料至合格区,不合格时,第三电机驱动限位杆旋转,限位杆对限位板起到改变路径作用,通过第二电缸推动波纹管滑出至不合格区,这样对检测的波纹管进行合格与不合格分类传输收集。
- 还没有人留言评论。精彩留言会获得点赞!