初始基准加工装置及其初始基准加工方法与流程
本发明涉及铸造加工,尤其是涉及一种初始基准加工装置及其初始基准加工方法。
背景技术:
1、中介机匣是航空发动机中最重要的承力构件,具有尺寸大、结构复杂、壁薄等特点。其内、外流道面的面轮廓度、支板的位置度要求较高。其生产工艺复杂,一般采取铸造厂家与机加工厂家合作的方式进行生产。中介机匣由铸造厂家铸造完成后,进行尺寸初检,机加工出初始基准,再进行尺寸终检,确认合格后,交付给机加工厂家。机加工厂家根据铸件厂家提供的“初始基准”作为加工基准,再进行成品状态的机加工。加工“初始基准”是铸造厂家与机加工厂家之间基准传递的方式,其精度的好坏,直接影响最终成品的质量。
2、现有的机加工初始基准,通过在铸件表面进行划线,依据划线返尺寸对初始基准进行加工。
3、但是,依据划线对初始基准进行加工,对操作者技能水平要求较高,误差较大,且找正时间较长,影响加工效率。
技术实现思路
1、本发明的目的在于提供一种初始基准加工装置及其初始基准加工方法,以缓解了现有技术中存在的现有的机加工初始基准,依据划线对初始基准进行加工,对操作者技能水平要求较高,误差较大,且找正时间较长,影响加工效率的技术问题。
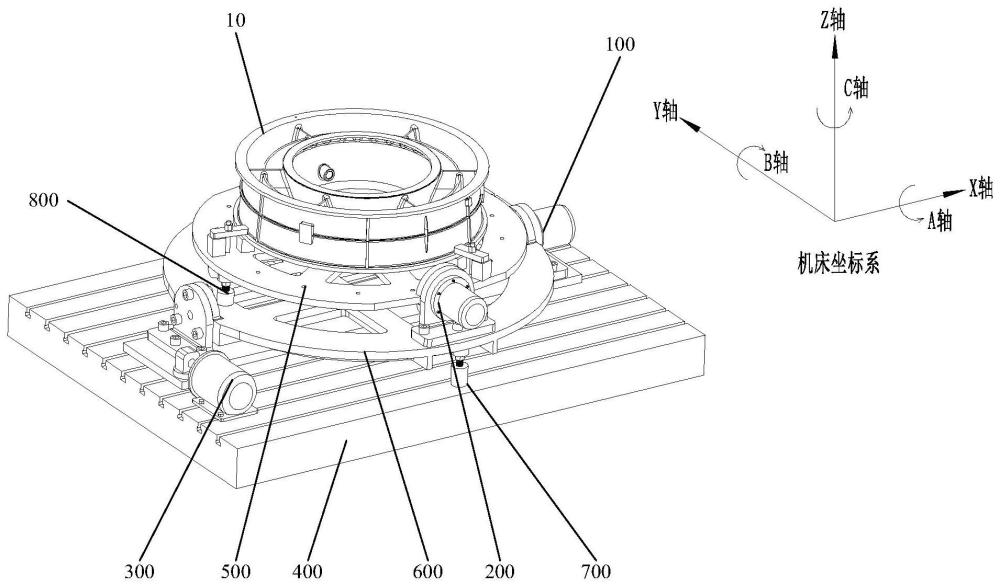
2、本发明提供的初始基准加工装置,用于中介机匣的初始基准加工,包括:a轴旋转组件、b轴旋转组件、c轴旋转组件、机床工作台、上旋转板和下旋转板;
3、所述上旋转板位于所述下旋转板的上方,所述上旋转板用于安装中介机匣;
4、所述c轴旋转组件设置于所述机床工作台上,所述c轴旋转组件配置为能够带动所述上旋转板和所述下旋转板一同沿z轴方向转动;
5、所述a轴旋转组件设置于所述c轴旋转组件上,所述a轴旋转组件与所述下旋转板传动连接,所述a轴旋转组件配置为能够带动所述上旋转板和所述下旋转板一同沿x轴方向转动;
6、所述b轴旋转组件设置于所述下旋转板上,所述b轴旋转组件与所述上旋转板传动连接,所述b轴旋转组件配置为能够带动所述上旋转板沿y轴方向转动;
7、所述x轴、所述y轴和所述z轴两两相互垂直设置;
8、所述a轴旋转组件、所述b轴旋转组件和所述c轴旋转组件分别根据扫描软件扫描到的实测数据对应调整所述中介机匣沿z轴方向的转动角度、沿y轴方向的转动角度以及沿x轴方向的转动角度。
9、在可选的实施方式中,
10、所述c轴旋转组件包括c轴驱动构件和转动底板;
11、所述c轴驱动构件固定于所述机床工作台上,所述转动底板的中部通过旋转轴转动连接在所述机床工作台上,所述c轴驱动构件与所述转动底板连接,用于带动所述转动底板沿所述旋转轴转动。
12、在可选的实施方式中,
13、所述c轴旋转组件还包括推杆和旋转座;
14、所述旋转座转动连接在所述转动底板上,所述推杆的端部与所述c轴驱动构件传动连接;
15、所述推杆具有外螺纹段,所述旋转座具有内螺纹孔,所述推杆穿过所述内螺纹孔,且所述外螺纹段与所述内螺纹孔螺纹连接,所述c轴驱动构件能够带动所述推杆沿自身轴线方向转动,以带动所述转动底板沿所述旋转轴转动。
16、在可选的实施方式中,
17、所述转动底板设置有c轴角位移光栅尺,所述c轴角位移光栅尺用于检测所述转动底板沿z轴方向的转动角度。
18、在可选的实施方式中,
19、所述a轴旋转组件包括a轴驱动构件、a轴固定座和a轴支撑座;
20、所述a轴固定座和所述a轴支撑座均固定在所述转动底板上,且相对设置,所述a轴驱动构件安装于所述a轴固定座上;
21、所述下旋转板沿径向相对设置有第一下连接部和第二下连接部,所述第二下连接部转动连接在所述a轴支撑座上,所述a轴驱动构件的驱动端穿过所述a轴固定座与所述第一下连接部连接,以使所述a轴驱动构件能够带动所述下旋转板沿x轴方向转动;
22、所述a轴支撑座上设置有a轴角位移光栅尺,所述a轴角位移光栅尺用于检测所述下旋转板沿x轴的转动角度。
23、在可选的实施方式中,
24、所述机床工作台上设置有a轴限位器,所述a轴限位器位于所述下旋转板的下方,且所述a轴限位器能够与所述下旋转板抵接,以限制所述下旋转板沿x轴的转动范围。
25、在可选的实施方式中,
26、所述b轴旋转组件包括b轴驱动构件、b轴固定座和b轴支撑座;
27、所述b轴固定座和所述b轴支撑座均固定在所述下旋转板上,且相对设置,所述b轴驱动构件安装于所述b轴固定座上;
28、所述上旋转板沿径向相对设置有第一上连接部和第二上连接部,所述第二上连接部转动连接在所述b轴支撑座上,所述b轴驱动构件的驱动端穿过所述b轴固定座与所述第一上连接部连接,以使所述b轴驱动构件能够带动所述下旋转板沿x轴方向转动;
29、所述b轴支撑座上设置有b轴角位移光栅尺,所述b轴角位移光栅尺用于检测所述上旋转板沿y轴的转动角度。
30、在可选的实施方式中,
31、所述下旋转板上设置有b轴限位器,所述b轴限位器位于所述上旋转板的下方,且所述b轴限位器能够与所述上旋转板抵接,以限制所述上旋转板沿y轴的转动范围。
32、第二方面,基于初始基准加工装置的初始基准加工方法,包括找正步骤:
33、中介机匣的顶部法兰端面在y轴方向取测量点a1和a2;
34、中介机匣的顶部法兰端面在x轴方向取测量点b1和b2;
35、中介机匣内对称设置的两个支板沿y轴方向取测量点c1和c2;
36、通过三维扫描软件查看a1、a2、b1、b2、c1、c2共6个测量点的扫描实测数值;
37、测量a1、a2两点落差,通过a轴旋转组件带动中介机匣沿x轴方向移动,使得a1、a2两点落差与扫描实测数值结果一致;
38、测量b1、b2两点落差,通过b轴旋转组件带动中介机匣沿y轴方向移动,使得b1、b2两点落差与扫描实测数值结果一致;
39、测量c1、c2两点落差,通过c轴旋转组件带动中介机匣沿z轴方向移动,使得c1、c2两点落差与扫描实测数值结果一致。
40、在可选的实施方式中,
41、还包括建立坐标系步骤以下步骤:
42、中介机匣的顶部法兰端面的外圆在y轴方向取测量点x1和x2;
43、中介机匣的顶部法兰端面的外圆在x轴方向取测量点y1和y2;
44、中介机匣的顶部法兰端面在y轴方向取测量点a1;
45、通过三维扫描软件查看x1、x2、y1、y2、a1共5个测量点的扫描实测数值;
46、根据x1点的实测值和x2点的实测值,调整机床主轴位于x1点和x2点连接的中心位置,得出工件坐标系x轴原点位置;
47、根据y1点的实测值和y2点的实测值,调整机床主轴位于y1点和y2点连接的中心位置,得出工件坐标系y轴原点位置;
48、根据a1点的实测值,调整机床主轴的z轴穿过a1点,得出工件坐标系z轴原点位置。
49、本发明提供的初始基准加工装置,通过扫描软件扫描中介机匣的实测数据,并输入到a轴旋转组件、b轴旋转组件和c轴旋转组件中,a轴旋转组件、b轴旋转组件和c轴旋转组件分别对应调整中介机匣沿z轴方向的转动角度、沿y轴方向的转动角度以及沿x轴方向的转动角度,最终使中介机匣的位置数据与扫描软件扫描中介机匣的实测数据结果一致,采用三轴驱动转动的方式代替手工操作,即可快速的将中介机匣找正,有效提高中介机匣初始基准加工缓解了现有技术中存在的现有的机加工初始基准,依据划线对初始基准进行加工,对操作者技能水平要求较高,误差较大,且找正时间较长,影响加工效率的技术问题。
- 还没有人留言评论。精彩留言会获得点赞!