一种座椅核心支撑气压棒外管套端口塞自动定位安装设备的制作方法
本发明涉及座椅核心支撑气压棒生产的,特别是涉及一种座椅核心支撑气压棒外管套端口塞自动定位安装设备。
背景技术:
1、支撑气压棒是对座椅进行升降的核心部件,其在生产过程需要将端口塞精准的插入至气压棒外管中,传统的方法是通过人工将端口塞和气压棒外管摆正,再将端口塞插入至气压棒外管的内部,费时费力,影响生产效率。
2、所有出现了如申请号为201921276630.6的实用新型专利中公开的一种气压棒检测组装设备和申请号为202122658075.7的实用新型专利中公开的一种升降椅气压棒的组装装置等,实现对端口塞和气压棒外管的自动组装,提高生产效率。
3、但是现有的气压棒的组装装置在运行时不方便对端口塞和气压棒外管的角度进行调节,使得不方便通过合适的角度将端口塞插入至气压棒外管的内部,影响安装精度,甚至容易造成端口塞或气压棒外管的损坏,导致实用性较差,因此亟需一种座椅核心支撑气压棒外管套端口塞自动定位安装设备对上述问题进行改善。
技术实现思路
1、为解决上述技术问题,本发明提供一种通过气压棒外管上料机构对气压棒外管进行输送,同时通过端口塞上料机构对端口塞进行输送,通过存料机构对端口塞进行储存,之后通过移动机构对气压棒外管和端口塞进行移动,再通过旋转机构对气压棒外管和端口塞进行旋转,将气压棒外管和端口塞调整至安装角度,之后通过移动机构再次对气压棒外管和端口塞进行移动,使安装机构对调整角度后的气压棒外管和端口塞进行组装,再通过移动机构将组装后的气压棒外管和端口塞排出,从而提高设备的实用性的一种座椅核心支撑气压棒外管套端口塞自动定位安装设备。
2、本发明的一种座椅核心支撑气压棒外管套端口塞自动定位安装设备,包括气压棒外管上料机构;还包括端口塞上料机构、存料机构、移动机构、旋转机构和安装机构,端口塞上料机构安装于气压棒外管上料机构上方,移动机构安装于气压棒外管上料机构上,存料机构、旋转机构和安装机构均安装于移动机构上;
3、所述气压棒外管上料机构对气压棒外管进行上料,端口塞上料机构对端口塞进行上料,存料机构对端口塞进行储存,移动机构对气压棒外管和端口塞进行移动,旋转机构对气压棒外管和端口塞进行旋转,安装机构对气压棒外管和端口塞进行组装;
4、通过气压棒外管上料机构对气压棒外管进行输送,同时通过端口塞上料机构对端口塞进行输送,通过存料机构对端口塞进行储存,之后通过移动机构对气压棒外管和端口塞进行移动,再通过旋转机构对气压棒外管和端口塞进行旋转,将气压棒外管和端口塞调整至安装角度,之后通过移动机构再次对气压棒外管和端口塞进行移动,使安装机构对调整角度后的气压棒外管和端口塞进行组装,再通过移动机构将组装后的气压棒外管和端口塞排出,从而提高设备的实用性。
5、优选的,所述端口塞上料机构包括第一输送带、对穿红外线传感器、两组支撑柱、红外线传感器、第一支架、第一驱动装置和第一气动夹具,第一输送带安装于气压棒外管上料机构的上方,对穿红外线传感器安装于第一输送带上,两组支撑柱均安装于第一输送带的侧端,红外线传感器安装于两组支撑柱上,第一支架安装于移动机构上,第一驱动装置安装于第一支架上,第一气动夹具安装于第一驱动装置上;通过流水线前段的设备将端口塞排入至第一输送带中,通过第一输送带对端口塞由前向后输送,同时通过对穿红外线传感器对第一输送带上的端口塞进行检测,在对穿红外线传感器检测到端口塞时,流水线前段的设备停止向第一输送带输送端口塞,在对穿红外线传感器未检测到端口塞时,流水线前段的设备持续向第一输送带输送端口塞,之后第一输送带将端口塞输送至两组支撑柱上,通过红外线传感器对端口塞上的环形端部进行检测,在红外线传感器检测到端口塞的环形端部位于后部时,通过第一驱动装置对第一气动夹具进行移动,通过第一气动夹具将端口塞夹起,再通过第一气动夹具将端口塞放入存料机构中,在红外线传感器检测到端口的环形端部位于前部时,通过第一驱动装置对第一气动夹具进行移动,通过第一气动夹具将端口塞夹起,通过第一气动夹具旋转一百八十度,再通过第一气动夹具将端口塞放入存料机构中,从而提高设备的实用性。
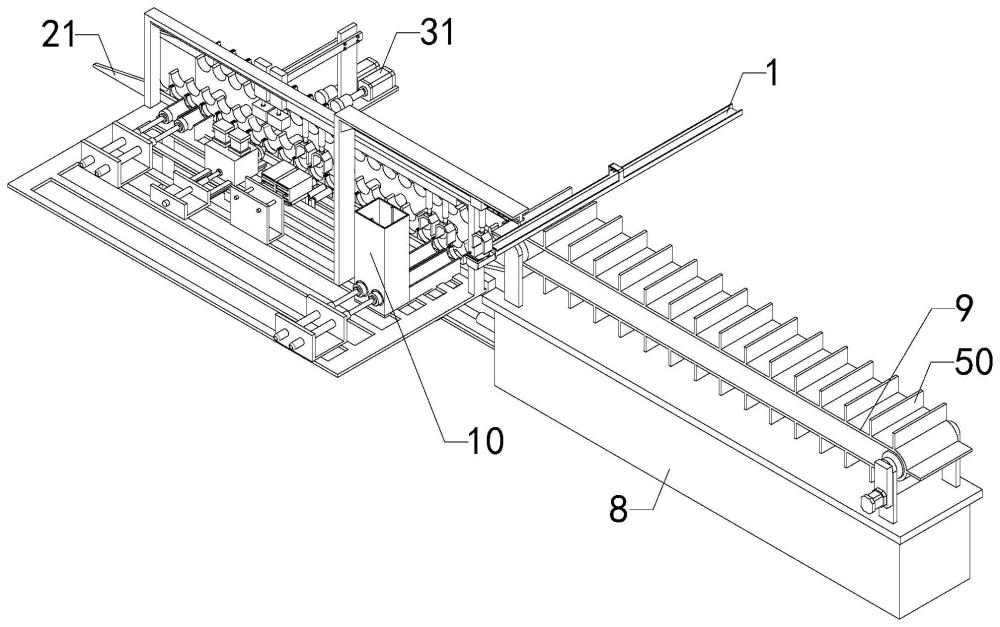
6、优选的,所述气压棒外管上料机构包括工作台和第二输送带,第二输送带安装于工作台上,并且第二输送带上设置有多组隔板;将气压棒外管放于第二输送带上,并通过第二输送带上的多组隔板对气压棒外管进行限位,之后第二输送带运行对气压棒外管由左向右输送,从而提高设备的实用性。
7、优选的,所述存料机构包括储存箱、第一支撑座、第一气缸和第一推挤头,储存箱、第一支撑座和第一气缸均安装于移动机构上,并且储存箱的底部设置有排料口,第一支撑座位于储存箱的前侧,第一气缸位于储存箱的后侧,第一推挤头安装于第一气缸的前端;通过第一气动夹具将端口塞放入至储存箱中进行储存,之后通过第一气缸伸展,使第一推挤头将储存箱内的一组端口塞推至第一支撑座上,方便移动机构对端口塞进行移动,从而提高设备的实用性。
8、优选的,所述移动机构包括气压棒外管移动机构和端口塞移动机构,气压棒外管移动机构安装于工作台上,端口塞移动机构安装于气压棒外管移动机构上;通过气压棒外管移动机构对气压棒外管由左向右进行移动,通过端口塞移动机构对端口塞由左向右进行移动,从而提高设备的实用性。
9、优选的,所述气压棒外管移动机构包括滑轨、第一滑块、第二气缸、第三气缸、第一限位架、两组存料架、两组第二限位架和两组排料架,滑轨和第二气缸的左端均安装于工作台上,第一滑块滑动安装于滑轨上,第二气缸的另一端安装于第一滑块上,第三气缸安装于第一滑块上,第一限位架安装于第三气缸的顶端,存料架和两组第二限位架的左端均安装于工作台上,并且两组第二限位架分别位于第一限位架的前侧和后侧,后侧第二限位架上设置有支撑架,两组排料架分别安装于两组第二限位架的右端,并且两组排料架的顶部由左向右倾斜的斜面;通过两组存料架对第二输送带排出的气压棒外管进行支撑,之后通过第二气缸收缩,使第一滑块向左移动,通过第三气缸收缩使第一限位架向下移动,将第一限位架移动至两组存料架上的气压棒外管下方,再通过第三气缸伸展,使第一限位架将两组存料架上的气压棒外管撑起,再通过第二气缸伸展,使第一限位架向右移动,之后通过第三气缸再次收缩,将气压棒外管放于两组第二限位架上,第三气缸再收缩复位,之后反复重复上述步骤对气压棒外管持续向右输送,待气压棒外管和端口塞组装完成后,通过对气压棒外管持续向右输送将组装完成的气压棒外管和端口塞放于两组排料架上,通过两组排料架的倾斜度将组装完成的气压棒外管和端口塞排出,从而提高设备的实用性。
10、优选的,所述端口塞移动机构包括第二支架、第二驱动装置和多组第二气动夹具,第二支架安装于后侧第二限位架的支撑架上,第二驱动装置安装于第二支架上,多组第二气动夹具均安装于第二驱动装置上;通过第二驱动装置在第二支架上移动对多组第二气动夹具的位置进行调节,使多组第二气动夹具将第一支撑座上的端口塞夹起并放于旋转机构上,同时将之前放于旋转机构上的端口塞夹起并放于安装机构上,从而提高设备的实用性。
11、优选的,所述旋转机构包括气压棒外管旋转机构和端口塞旋转机构,气压棒外管旋转机构和端口塞旋转机构均安装于两组第二限位架上;
12、所述气压棒外管旋转机构包括:第三支架、第四气缸、导轨、第二滑块、第一电机、第二挤压头、第五气缸、第三挤压头、第四支架、第六气缸和凹槽检测传感器,第四气缸通过凹槽检测传感器安装于后侧第二限位架的支撑架上,导轨固定安装于第二限位架后侧的支撑架上,第二滑块滑动安装于导轨上,第一电机固定安装于第二滑块上,第二挤压头转动安装于第二滑块上,并且第二滑块的后端与第一电机的输出轴传动连接,第五气缸通过支撑台安装于前侧第二限位架上,第三挤压头转动安装于第五气缸的后端,第六气缸通过第四支架固定安装于支撑台上,凹槽检测传感器安装于第六气缸的底端;
13、所述端口塞旋转机构:第五支架、第七气缸、支撑壳、第八气缸、固定架、驱动轴、第二电机和两组支撑轴,第七气缸通过第五支架安装于后侧第二限位架的支撑架上,支撑壳安装于第七气缸的前端,固定架通过第八气缸安装于支撑壳的内部,固定架上设置有位置传感器,驱动轴转动安装于固定架上,第二电机安装于固定架上,并且第二电机对驱动轴进行驱动,两组支撑轴均安装于后侧第二限位架的支撑架上;通过第一限位架将气压棒外管放于第二挤压头与第三挤压头之间,并通过两组第二限位架对气压板外管进行支撑,之后通过第六气缸伸展,将凹槽检测传感器压于气压棒外管上,对气压棒外管上的凹槽位置进行检测,在凹槽检测传感器未检测到气压棒外管的凹槽时,通过第四气缸伸展,使第二滑块向前滑动,将第二挤压头伸入至气压棒外管中,通过第五气缸伸展,使第三挤压头配合第二挤压头对气压棒外管进行挤压,再打开第一电机,驱动第二挤压头旋转,将气压棒外管上的凹槽旋转至凹槽检测传感器的下方,同时通过端口塞移动机构将端口塞放于两组支撑轴上,通过第七气缸伸展,将支撑壳移动至两组支撑轴的上方,通过第八气缸伸展,使驱动轴压于端口塞上,同时通过固定架上的位置传感器对端口塞上的卡装位置进行检测,在固定架上的位置传感器未检测到端口塞上的卡装位置时,通过打开第二电机,使驱动轴带动端口塞旋转,将端口塞上的卡装位置旋转至固定架上的位置传感器下方,从而提高设备的实用性。
14、优选的,所述安装机构包括第六支架、第九气缸、第四挤压头和第二支撑座,第九气缸通过第六支架安装于后侧第二限位架的支撑架上,第四挤压头安装于第九气缸上,第二支撑座固定安装于后侧第二限位架的支撑架上;通过气压棒外管移动机构将调整角度后的气压棒外管移动至第二支撑座的前侧,通过端口塞移动机构上调整角度后的端口塞放于第二支撑座上,通过第九气缸伸展,使第四挤压头将端口塞推入至气压棒外管中,完成端口塞与气压棒外管的组装,从而提高设备的实用性。
15、优选的,所述凹槽检测传感器的内部设置有弹簧和滚轮,并且滚轮安装于弹簧下方;通过弹簧的弹性,方便气压棒外管旋转过程中,滚轮进入至气压棒外管的凹槽中,方便气压棒外管上的凹槽位置进行检测,从而提高设备的实用性。
16、与现有技术相比本发明的有益效果为:
17、1、通过气压棒外管上料机构、端口塞上料机构、存料机构和移动机构配合对气压棒外管和端口塞进行输送,降低工作人员劳动量,并且提高设备的生产速度;
18、2、通过旋转机构和安装机构配合,将气压棒外管和端口塞旋转至合适角度,再将端口塞安装至气压棒外管中,提高安装精度;
19、3、上料过程中对端口塞进行检测,方便控制端口塞的数量并且方便对端口塞的摆放方向进行统一。
- 还没有人留言评论。精彩留言会获得点赞!