一种不粘锅制作方法及其制得的不粘锅与流程
本发明涉及炊具,具体涉及一种不粘锅制作方法及其制得的不粘锅。
背景技术:
1、目前常规的不粘锅,需要在锅具的内表面喷涂化学不粘涂层,常见的、不粘性能最好的有特氟龙涂层和陶瓷涂层。但是这种化学不粘涂层在高温下容易分解失效,而且涂层在金属锅铲的使用下会很快被破坏,极易脱落。所以如何在不使用涂层的情况下使锅具内表面产生不粘效果是人们一直研究的问题。
2、市面上也出现了仿生荷叶不粘锅,其内表面模仿出荷叶表面疏水性的凹凸结构,减少食物和锅底的接触面积,建立起物理不粘屏障,在不喷涂化学不粘涂层的情况下达到良好的不粘效果。
3、但相关技术中的此类不粘锅内表面凹凸结构硬度不足,不耐铁铲的剐蹭或者高温,不能持久保持其防粘性。
技术实现思路
1、本发明旨在一定程度上解决相关技术中的技术问题之一。为此,本发明提供了一种不粘锅制作方法,能够制得无涂层且内表面硬度大的不粘锅。
2、为了达到上述目的,本发明采用如下技术方案:
3、一种不粘锅制作方法,包括如下步骤:
4、s100,锅体成型;制作具有内表面和外表面的锅体;
5、s101,清洁锅体;去除油污及表面氧化物;
6、s102,采用激光线状光斑扫描锅体内表面形成微孔结构,同时向锅体内表面的激光线状光斑照射处喷射冷却气体以在锅体内表面形成硬化层。
7、在本技术中提供一种无涂层不粘锅的制作方法,先将金属原料制作成具有内表面和外表面的锅体并对锅体进行清洁,去除油污及表面氧化物,使内外表面均保持整洁干净。不粘锅内表面在烹饪时用于直接接触菜品,外表面用于接触热源,所以本技术采用激光线状光斑扫描锅体内表面,激光线状光斑的能量较高,能够在锅体的内表面雕刻出若干微孔,微孔可以吸纳空气和储存油脂,在加热过程中将产生热空气和油雾,可以托起食物,同时空穴结构将减少食物与锅具的接触面积,从而起到物理不粘的作用。需要说明是,本技术从节约能源和工序的角度考虑,仅在与食物接触的内表面加工微孔,但锅体外表面加工微孔的加工方式也应涵盖在本技术内。
8、在激光线状光斑扫描锅体内表面的同时向锅体内表面的激光线状光斑照射处喷射冷却气体,激光线状光斑照射会产生大量热量,照射处会产生极高温度,此时喷射冷却气体能够使照射处温度迅速降低,达到冷却淬火的效果,即在锅体内表面形成硬化层,提高内表面及微孔的强度,防止微孔在金属锅铲的剐蹭下变形,延长了制得的不粘锅的使用寿命。需要说明的是,硬化层覆盖在锅体的内表面的加工范围,该内表面也包括微孔的孔壁。
9、在本技术中,冷却气体可以为冷却空气,冷却空气能够使锅体内表面迅速降温并硬化。当然,冷却气体也可以为高纯氮气,或高纯氮气和氩气,或高纯氮气和氢气,不同的反应气体可以使金属锅内表面得到不同的颜色,即金色、钛本色、蓝色。
10、在相关技术中,淬火处理一般是在激光蚀刻之前或之后进行,则在进行淬火处理时需要单独进行一次加温,才能使锅体内表面形成硬化层。而本技术中,激光蚀刻和冷却淬火同时进行,利用激光蚀刻产生的高温在锅体内表面形成硬化层,减少了加工工序和能源的浪费,也降低了生产成本。
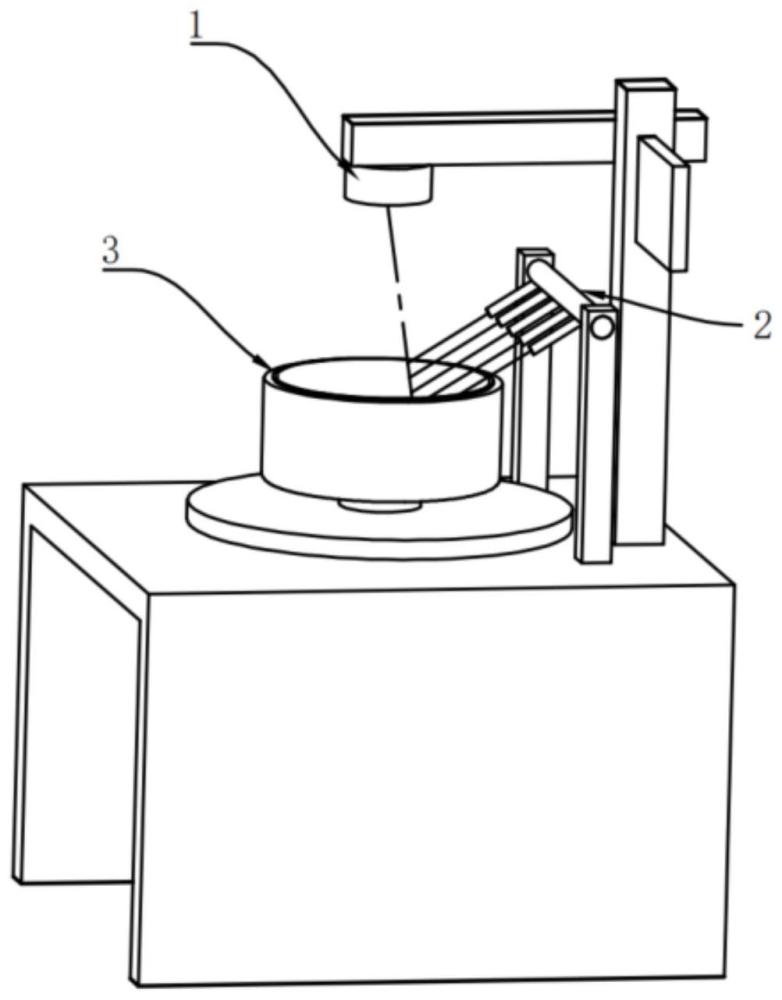
11、可选的,在步骤s102中,使用激光发生器发射激光线状光斑照射在锅体内表面,同时气体喷管将冷却气体喷射在激光线状光斑的照射处。
12、在本技术中,激光发生器发射出激光线状光斑照射在锅体内表面,需要说明的是,单个激光点照射在锅体内表面并快速移动以形成成排激光线状光斑。气体喷管、激光发生器均与程序控制台连接,程序控制台通过控制激光发生器的动作以控制成排激光线状光斑的移动,此时程序控制台再控制气体喷管将成排冷却气体喷射在成排激光线状光斑的照射处,成排冷却气体的移动路径与成排激光线状光斑的移动路径一致。
13、可选的,在步骤s102中,将锅体内表面划分为多个加工区域,使用激光发生器发射激光线状光斑每次扫描单个加工区域,同时气体喷管向被扫描的单个加工区域喷射冷却气体。
14、在本技术中还存在另一种加工方式:通过程序控制台先将锅体内表面需要进行微孔加工的范围划分为多个加工区域,气体喷管、激光发生器均与程序控制台连接,激光发生器发射的激光线状光斑每次仅扫描单个加工区域,同时气体喷管向被扫描的单个加工区域喷射冷却气体以在该加工区域形成硬化层。加工完一个区域后,程序控制台控制激光线状光斑和冷却气体转移至下一个加工区域。
15、可选的,所述气体喷管通过旋转或平直移动的方式跟随激光线状光斑在锅体内表面移动,或所述锅体旋转或平直移动以使冷却气体跟随激光线状光斑相对所述锅体内表面移动。
16、气体喷管可以通过相对于锅具旋转以改变冷却气体的喷射方向和喷射位置,也可以沿前后左右移动改变冷却气体的喷射方向和喷射位置。
17、可选的,在步骤s102中,所述激光发生器的功率为200~500w。功率小于200w时,需要增加激光线状光斑照射的时间,生产效率降低,并且生成的硬化层的厚度也较薄,无法满足要求;功率大于500w时,激光发生器产生的激光线状光斑的温度太高,容易造成锅体变形,同时还可能使工件的材料内部组织改变,影响不粘锅的性能。
18、可选的,在步骤s102中,锅体内表面形成的微孔深度取值范围为1~400μm,直径小于300μm。当微孔直径小于300μm时,油脂无法储存在微孔内,锅具的不粘性能下降。微孔的深度小于1μm时,微孔内储存的油脂减少,锅具的不粘性能下降;微孔的深度大于400μm时,加工难度增大,加工成本增加,且微孔深度过深,食物会卡在微孔中,增加锅具清洗的难度。
19、可选的,在步骤s102中,所述硬化层的厚度为15~100μm,硬度为hv1000~1500。硬化层的厚度小于15μm时,硬化层太薄,耐磨性无法满足要求,硬化层的厚度大于100μm时,对加工条件的要求太高,会增加加工成本。
20、可选的,在步骤s102中,喷射的冷却气体为空气、高纯氮气、高纯氩气及氢气中的一种或几种。冷却空气能够使锅体内表面迅速降温并硬化。冷却气体也可以为高纯氮气,或高纯氮气和氩气,或高纯氮气和氢气,不同的反应气体可以使金属锅内表面得到不同的颜色,即金色、本色、蓝色。
21、可选的,在步骤s100中,选取金属料片,将金属料片通过拉伸或铸造工艺制成锅体。将金属料片通过拉伸或铸造工艺制成平底锅或炒锅等多种锅形。
22、可选的,在步骤s102之后还存在步骤s103,将锅体内表面和/或外表面采用180~600目的砂轮或砂纸进行多次打磨,使锅体的内外表面均表现为光洁。还可以对打磨抛光后的锅坯进行制作锅具的一般处理,如清洗、喷涂、安装手柄等。
23、此外,本发明还提供了一种不粘锅,由前述的制作方法制作而成。本发明所提供的不粘锅与前述制作方法的有益效果推理过程相似,在此不再赘述。
24、本发明的这些特点和优点将会在下面的具体实施方式以及附图中进行详细的揭露。本发明最佳的实施方式或手段将结合附图来详尽表现,但并非是对本发明技术方案的限制。另外,在每个下文和附图中出现的这些特征、要素和组件是具有多个,并且为了表示方便而标记了不同的符号或数字,但均表示相同或相似构造或功能的部件。
- 还没有人留言评论。精彩留言会获得点赞!