大径锅炉锅壳专用等离子焊接设备的制作方法
本发明涉及焊接专用设备,尤其是大径锅炉锅壳专用等离子焊接设备。
背景技术:
1、锅壳式锅炉也被称为火管锅炉,锅壳式锅炉的锅壳结构(又称锅筒或汽包)作为锅炉的主要结构件,其质量的好坏直接决定整个锅炉设备后期运转的稳定性及运行效果。
2、在传统工艺中,锅壳是由钢板焊接而成的圆筒形容器,由筒体和封头两部分组成;工业锅炉的锅壳筒体长度为2-7m,筒体直径为0.8-1.6m,壁厚为12-16mm;在锅壳筒体的外侧壁上需要焊接配置成百上千根的口径为40mm-60mm的换热管,为保证连接部位的密封性一般需要控制焊接的质量,通过高质量焊接将锅壳筒体与换热管固定,由于锅壳结构整体为大径类的焊接件且存在多点位需要焊接,因此其焊接工时相对较长。
3、目前,在对大径锅炉锅壳进行焊接时,一般采用人工焊接配合机械调位的方式完成焊接。例如,在专利授权公告号为cn219805578u的专利文献中就公开了一种用于锅筒焊接的焊接装置,分析可以看出其主要结构包括爬行架、定位装置和焊接装置;行架包括支撑架、轨道和爬行车;支撑架设置在所述锅筒内,轨道设置在支撑架上,爬行车滑动设置在轨道上,爬行车的移动方向平行于锅筒的轴线,爬行车上设置有第一电机,定位装置传动连接第一电机的输出端,定位装置沿锅筒的周向方向旋转,定位装置具有可插入所述锅筒上换热管内的定位轴,焊接装置包括焊枪,焊枪具有绕定位轴周向移动的活动轨迹。
4、综上可以看出,上述的焊接装置在进行焊接时存在如下问题:第一,利用上述现有技术在进行各个换热管的焊接作业时,需要在筒体内侧顶部固定轨道,会对筒体结构造成一定的损坏;第三,单纯依靠单头焊枪完成众多换热管部位的环形焊接处理,导致整个焊接效率较低,且需要多次多坐标移位并重新定位焊接参照点,焊接精准度相对较差。
5、为此,本发明针对现有技术中存在的锅壳结构焊接过程中的问题进行了优化与改良,特此提出了一种组合快拆快装式的等离子焊接结构,其能够实现对固定状态下的锅壳结构的各个换热管与筒体的快速焊接,能够更好地解决现有技术中存在的问题。
技术实现思路
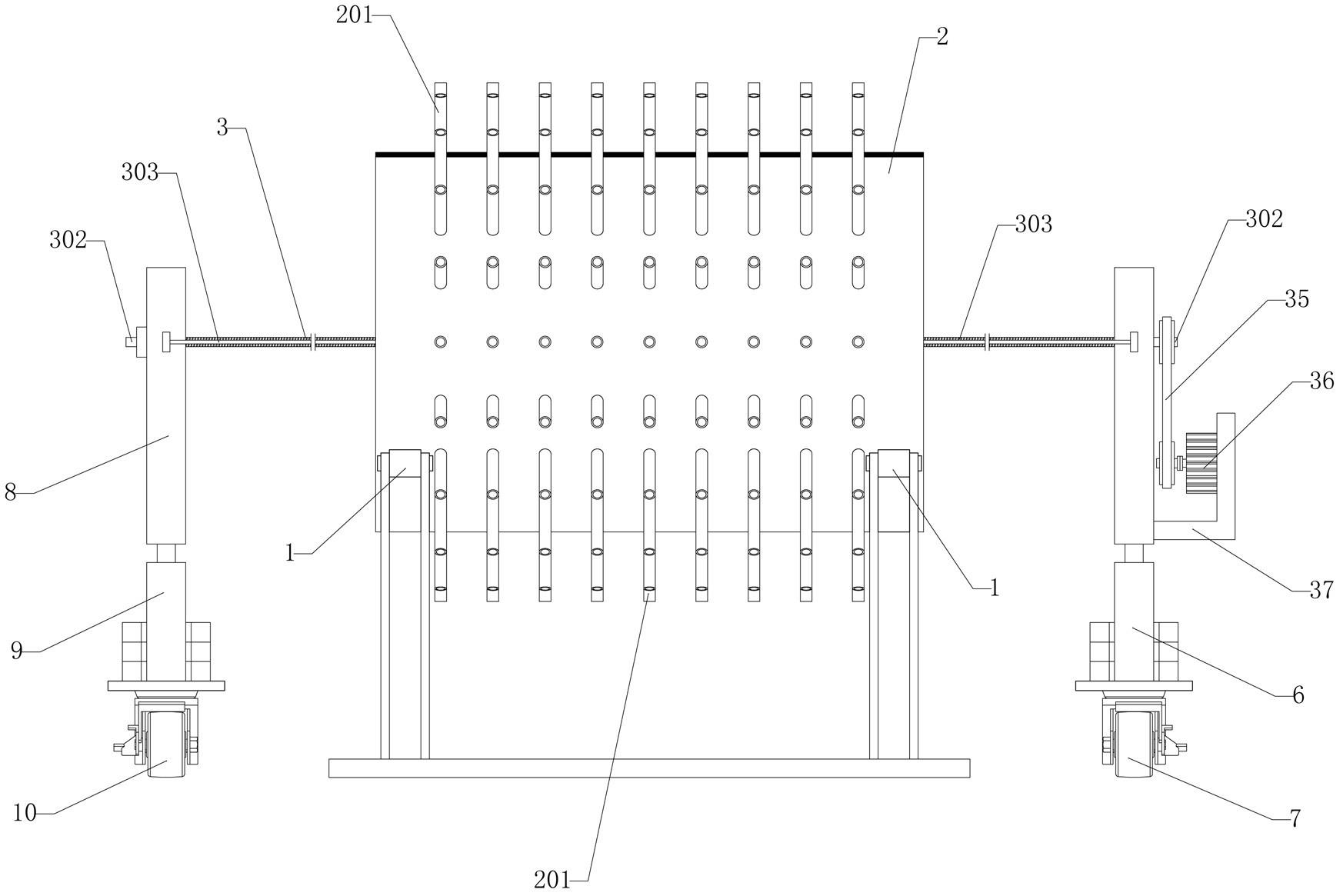
1、本发明为解决上述技术问题之一,所采用的技术方案是:大径锅炉锅壳专用等离子焊接设备,包括固定在地面上的托辊支撑架,在所述托辊支撑架的上方设置有锅壳筒体,所述锅壳筒体由钢板焊接成型后水平放置在所述托辊支撑架的顶部,所述托辊支撑架对所述锅壳筒体的两端底部进行支撑,在所述锅壳筒体表面的各安装孔内分别螺纹旋合有对应的待焊接安装的换热管,各换热管均沿所述锅壳筒体的径向设置,在所述托辊支撑架的两侧分别安装有右端承托单元、左端承托单元,在所述右端承托单元与所述左端承托单元之间设置有一轴向控位机构,所述轴向控位机构的左端快拆式的安装在所述左端承托单元上、右端安装在所述右端承托单元,在所述右端承托单元的右侧安装有一用于驱动所述轴向控位机构工作的水平移位驱动件,在所述轴向控位机构上安装有多位等离子焊接单元,所述多位等离子焊接单元跟随所述轴向控位机构的运转实现沿所述锅壳筒体的轴向移位。
2、在上述任一方案中优选的是,所述右端承托单元包括竖直设置的右支撑座,在所述右支撑座的底部沿其前后方向分别安装有右侧同步升降缸,在各所述右侧同步升降缸的底部分别固定安装带有刹车件的右万向轮组,所述右支撑座用于实现对所述轴向控位机构的右端的活动支撑。
3、在上述任一方案中优选的是,所述左端承托单元包括竖直设置的左支撑座,在所述左支撑座的底部沿其前后方向分别安装有左侧同步升降缸,在各所述左侧同步升降缸的底部分别固定安装带有刹车件的左万向轮组,所述左支撑座用于实现对所述轴向控位机构的左端的活动支撑。
4、在上述任一方案中优选的是,各所述右侧同步升降缸与各所述左侧同步升降缸在工作状态下均为同步升降状态。
5、在上述任一方案中优选的是,所述轴向控位机构包括水平设置的长距刚性水平丝杠,所述长距刚性水平丝杠的两端的阶梯轴段分别活动穿过对应位置处的所述左支撑座上的转孔、所述右支撑座上的转孔,在所述长距刚性水平丝杠的前后两侧分别间隔且对称设置有刚性导向细轴,所述刚性导向细轴的两端分别可拆卸地固定安装在对应位置处的所述左支撑座上、所述右支撑座上,所述多位等离子焊接单元分别与所述长距刚性水平丝杠的外螺纹段旋合配合、与两所述刚性导向细轴活动套接配合,所述长距刚性水平丝杠的右端的阶梯轴段活动穿出所述右支撑座上的转孔并与所述水平移位驱动件的动力输出端相连接。
6、在上述任一方案中优选的是,所述多位等离子焊接单元包括旋合配合在所述长距刚性水平丝杠的外螺纹段的外侧壁上的空心螺管,在所述空心螺管的前后两侧分别对称设置有一用于活动套接在所述刚性导向细轴的外侧壁上的导向通孔,当所述长距刚性水平丝杠旋转时带动所述空心螺管沿轴向平移,在所述空心螺管的外侧壁上套接有一周向调位组件,所述周向调位组件的动力输入端活动套接在所述空心螺管的右端外侧壁上,在所述周向调位组件的外侧壁上沿其圆周间隔设置有若干个调控式环焊机构,各所述调控式环焊机构用于实现对当前位置处的预固定状态下的换热管的环焊定位,所述周向调位组件的右侧连接有一周向驱动机构,所述周向驱动机构的上端固定安装在所述空心螺管的外侧壁上。
7、在上述任一方案中优选的是,所述周向驱动机构包括固定安装在所述空心螺管的右端外侧壁上的周向控位电机架,在所述周向控位电机架上固定安装有一周向驱动电机,在所述周向驱动电机的电机轴上固定安装有一驱动旋转带轮,在所述周向调位组件的外侧壁上同轴固定有一通过齿形皮带与所述驱动旋转带轮配合连接的从动旋转带轮。
8、所述周向调位组件包括活动套接在所述空心螺管的外侧壁上的旋转外管,在所述旋转外管的外侧壁上固定安装有所述从动旋转带轮,在所述旋转外管的左端安装有一跟随所述旋转外管旋转的周向套筒壳,所述周向套筒壳同轴套接在所述空心螺管的外侧壁上,所述周向套筒壳的外侧壁上沿其圆周间隔设置有若干个调控式环焊机构。
9、在上述任一方案中优选的是,所述周向套筒壳与所述旋转外管的左端面固定设置。
10、在上述任一方案中优选的是,所述旋转外管的左端活动伸至所述周向套筒壳的内腔内部,在所述旋转外管的左端部一体成型有一中心锥齿轮,在所述中心锥齿轮的圆周方向分别啮合有四个从动减速锥齿轮,各所述从动减速锥齿轮的齿轮轴均活动穿出至所述周向套筒壳的外侧壁并通过限位螺母限位,当所述中心锥齿轮在所述从动旋转带轮的带动作用下旋转时能够带动四个从动减速锥齿轮旋转,同时带动周向套筒壳进行周向运动。
11、采用中心锥齿轮作为驱动传动件,同时带动四个从动减速锥齿轮运转,可以实现对周向套筒壳的有效降速减速控制,便于在进行周向控制时的控位稳定性。
12、在上述任一方案中优选的是,所述调控式环焊机构包括固定安装在所述周向调位组件的周向套筒壳的外侧壁上的径向刚性管,在所述径向刚性管内部固定安装有伸缩缸,所述伸缩缸的输出端设置有同向伸出的两根活塞杆,各所述活塞杆的端部均固定安装在一环形焊接控制件的内端面上,在所述环形焊接控制件的输出端固定安装有微型等离子焊枪,在所述径向刚性管的外侧壁上固定安装有微型焊机,所述微型焊机通过管线与所述微型等离子焊枪信号连接,所述微型等离子焊枪在所述伸缩缸及所述环形焊接控制件的配合作用下实现靠近当前位置处的换热管并对其完成至少一圈的环形焊接。
13、在上述任一方案中优选的是,所述环形焊接控制件包括固定安装在所述伸缩缸的两活塞杆末端的伺服电机,在所述伺服电机的外端电机壳上固定安装有一大内环盘,在所述大内环盘的外侧固定安装有一固定齿圈,在所述固定齿圈的外端面处固定安装有与所述大外环盘,所述大外环盘通过连接架固定在所述伺服电机的外侧壁上,在所述大内环盘的内腔内设置有与其同轴的小内环盘,所述小内环盘固定在所述伺服电机的电机壳端面上,所述伺服电机的电机轴活动穿过所述小内环盘的中心孔并伸至所述固定齿圈内,在所述伺服电机的电机轴的外端固定安装有一小外环盘,所述小外环盘与所述大外环盘同轴设置且之间形成一外环形通道,所述小内环盘与所述大内环盘同轴设置且之间形成一内环形通道,所述外环形通道与所述内环形通道同轴设置且尺寸相同,在所述固定齿圈内的所述伺服电机的电机轴上固定安装有一太阳齿轮,在所述太阳齿轮与所述固定齿圈之间啮合有一行星环绕齿轮,所述行星环绕齿轮的行星齿轮轴为空心结构且其两端分别配合在所述外环形通道内部、所述内环形通道内部,在所述行星齿轮轴的外端固定安装有微型等离子焊枪,所述微型等离子焊枪的末端朝向当前位置处的换热管与锅壳筒体的环形接缝部位。
14、在上述任一方案中优选的是,所述水平移位驱动件包括通过快拆联轴器安装在所述长距刚性水平丝杠的右端的阶梯轴段外侧壁上的驱动皮带部件,所述驱动皮带部件的动力输入端与一水平驱动电机的电机轴相连,所述水平驱动电机的电机壳固定在一右侧电机架上,所述右侧电机架固定在所述右支撑座的右侧壁上。
15、与现有技术相比,本发明的有益效果如下:
16、1、本发明中的等离子切割焊接设备,在进行工作时采用现场组装的方式能够实现对大径的锅炉的锅壳筒体及换热管完成快速自动化焊接,在焊接的过程中保持锅壳筒体及各换热管静置定位,控制轴向控位机构配合多位等离子焊接单元的运转实现对锅壳筒体及多根换热管的快速等离子焊接处理。
17、2、本发明中的等离子切割焊接设备工作时,多位等离子焊接单元中的各个微型等离子焊枪同步对各自位置处的换热管完成环形焊接,在依次定位焊接的过程中能够完成多根换热管的焊接定位,整体焊接效率相对较高。
18、3、各个调控式环焊机构在工作时能够根据需要控制前端的微型等离子焊枪的伸缩状态,因此可以根据需要控制微型等离子焊枪靠近或者远离当前的换热管,从而保证在焊接前后运动不发生干涉,保证运动的流畅性。
19、4、整个轴向控位机构在工作前依靠左右两端的右端承托单元、左端承托单元实现对其水平支托,同时在多位等离子焊接单元工作时能够通过控制其自身的运转带动其上配合的轴向控位机构的水平移位,从而实现对锅壳筒体轴向上部位位置处的换热管的焊接固定。
20、5、本发明中的多位等离子焊接单元依靠自身的运转也可以实现沿着周向旋转,在圆周方向旋转时可以实现控制整个多位等离子焊接单元上的各个微型等离子焊枪逐次旋转并完成圆周运动,每针对当前的换热管完成焊接后可以旋转合适的角度至下一待焊接的换热管工位。
- 还没有人留言评论。精彩留言会获得点赞!