辊轧机的位置监控方法及系统与流程
本技术涉及位置监控领域,且更为具体地,涉及一种辊轧机的位置监控方法及系统。
背景技术:
1、辊轧机是一种用于金属加工的重型机械设备,广泛应用于钢铁、有色金属等行业。辊轧机的主要作用是将金属坯料通过辊轧的方式进行塑性变形,以获得所需的形状和尺寸。
2、在金属材料(如钢板、铝板等)加工过程中,机械部件的故障或磨损可能导致辊棍位置的异常变化,如辊轴承损坏或辊棍支撑系统松动,同时,金属材料在加工过程中可能会发生变形,导致辊棍位置的改变,包括弹性变形和塑性变形。而温度的变化也会对辊棍位置产生影响,因为金属材料的热胀冷缩效应会导致尺寸的变化,此外,振动和冲击是辊轧机运行过程中常见的现象,它们可能会导致辊棍位置微小的变化。综合这些因素,辊棍位置的改变可能会对金属加工的质量和设备的稳定性产生影响,因此对辊棍位置进行监控和调整是至关重要的。
3、目前现有技术中,辊轧机辊棍的位置监控通常使用超声波传感器和人工经验判别进行监控。辊轧机工作环境通常存在噪声、振动和灰尘等干扰因素,这些因素可能会对辊棍位置检测造成干扰,这些干扰因素可能导致在使用超声波传感器检测辊棍位置时存在不准确性。人工经验判断具有主观性且效率低下,这会造成辊轧机辊棍的位置监控没有客观统一标准,存在不准确性。
4、因此,期望一种更为优化的辊轧机的位置监控方法及系统。
技术实现思路
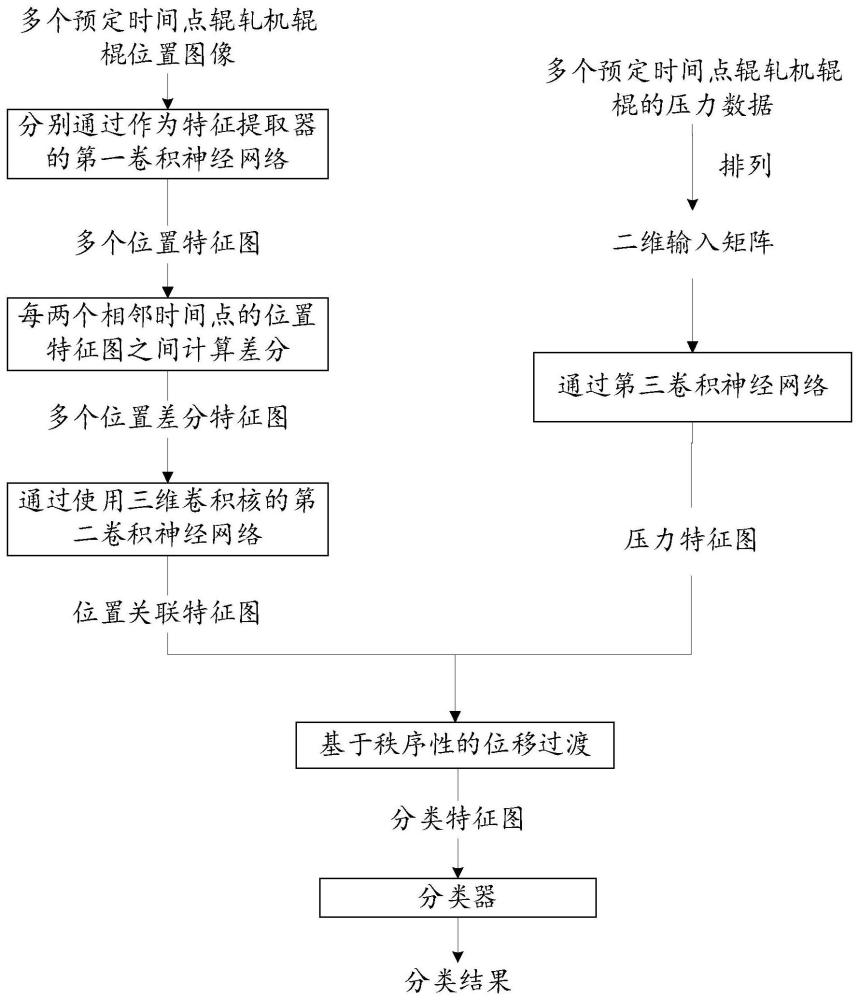
1、为了解决上述技术问题,提出了本技术。本技术的实施例提供了辊轧机的位置监控方法及系统,其首先获取多个预定时间点的辊轧机辊棍位置图像和多个预定时间点辊轧机辊棍的压力数据,然后将所述多个预定时间点的辊轧机辊棍位置图像通过图像特征提取模块、图像差分模块和图像特征编码模块以得到位置关联特征图,接着,将所述多个预定时间点辊轧机辊棍的压力数据排列为二维输入矩阵后通过第三卷积神经网络以得到压力特征图,进一步地,将所述位置关联特征图和所述压力特征图进行基于秩序性的位移过渡后通过分类器以得到是否发出辊轧机位置异常警报,用以提高辊轧机位置监控的精度和准确性,以进一步提高生产安全性和效率。
2、根据本技术的一个方面,提供了一种辊轧机的位置监控方法,其包括:
3、获取由摄像头采集的多个预定时间点的辊轧机辊棍位置图像和由压力传感器采集的多个预定时间点辊轧机辊棍的压力数据;
4、将所述由摄像头采集的多个预定时间点的辊轧机辊棍位置图像分别通过作为特征提取器的第一卷积神经网络以得到多个位置特征图;
5、计算所述多个位置特征图中每两个相邻时间点的位置特征图之间的差分以得到多个位置差分特征图;
6、将所述多个位置差分特征图按照时间维度排列为三维特征张量后通过使用三维卷积核的第二卷积神经网络以得到位置关联特征图;
7、将所述由压力传感器采集的多个预定时间点辊轧机辊棍的压力数据按照时间维度和样本维度排列为二维输入矩阵;
8、将所述二维输入矩阵通过第三卷积网络以得到压力特征图;
9、对所述位置关联特征图和所述压力特征图进行基于秩序性的位移过渡以得到分类特征图;
10、将所述分类特征图通过分类器以得到分类结果,所述分类结果表示是否发出辊轧机位置异常警报1。
11、在上述辊轧机的位置监控方法中,将所述由摄像头采集的多个预定时间点的辊轧机辊棍位置图像分别通过作为特征提取器的第一卷积神经网络以得到多个位置特征图,包括:所述第一卷积神经网络的各层在层的正向传递中对输入数据分别进行:对输入数据进行第一卷积处理以得到第一卷积特征图;对所述第一卷积特征图进行均值池化处理以得到第一池化特征图;对所述第一池化特征图进行非线性激活以得到第一激活特征图;其中,所述第一卷积神经网络的最后一层的输出为所述多个位置特征图,所述第一卷积神经网络的第一层的输入为所述由摄像头采集的多个预定时间点的辊轧机辊棍位置图像中各个辊轧机辊棍位置图像。
12、在上述辊轧机的位置监控方法中,计算所述多个位置特征图中每两个相邻时间点的位置特征图之间的差分以得到多个位置差分特征图,包括:
13、以如下差分公式计算所述多个位置特征图中每两个相邻时间点的位置特征图之间的差分以得到所述多个位置差分特征图;
14、其中,所述差分公式为:
15、
16、其中f1和f2分别表示所述多个位置特征图中每两个相邻时间点的位置特征图,fd表示所述多个位置差分特征图,表示特征图的按位置减法。
17、在上述辊轧机的位置监控方法中,将所述多个位置差分特征图按照时间维度排列为三维特征张量后通过使用三维卷积核的第二卷积神经网络以得到位置关联特征图,包括:所述使用三维卷积核的第二卷积神经网络在层的正向传递中对输入数据分别进行:基于所述三维卷积核对所述输入数据进行三维卷积处理以得到三维卷积特征图;对所述三维卷积特征图进行均值池化处理以得到三维池化特征图;对所述三维池化特征图进行非线性激活以得到三维激活特征图;其中,所述第二卷积神经网络的最后一层的输出为所述位置关联特征图,所述第二卷积神经网络的第一层的输入为所述三维特征张量。
18、在上述辊轧机的位置监控方法中,将所述二维输入矩阵通过第三卷积网络以得到压力特征图,包括:进一步用于使用所述第三卷积神经网络的各层在层的正向传递中对输入数据分别进行卷积处理、池化处理和激活处理以由所述第三卷积神经网络的最后一层生成所述压力特征图,其中,所述第三卷积神经网络的第一层的输入为所述二维输入矩阵。
19、在上述辊轧机的位置监控方法中,对所述位置关联特征图和所述压力特征图进行基于秩序性的位移过渡以得到分类特征图,包括:基于所述位置关联特征图的沿通道维度的各个特征矩阵的全局均值,对所述位置关联特征图进行特征矩阵序列化重排以得到序列化位置关联特征图;基于所述压力特征图的沿通道维度的各个特征矩阵的全局均值,对所述压力特征图进行特征矩阵序列化重排以得到序列化压力特征图;计算所述序列化位置关联特征图和所述序列化压力特征图中任意两个通道维度的特征矩阵之间的欧式距离以得到位移过渡拓扑矩阵;计算所述序列化位置关联特征图和所述序列化压力特征图的每组对应通道维度的特征矩阵之间的按位置均值矩阵以得到融合特征矩阵的序列;将所述融合特征矩阵的序列和所述位移过渡拓扑矩阵通过图神经网络模型以得到所述分类特征图。
20、在上述辊轧机的位置监控方法中,将所述分类特征图通过分类器以得到分类结果,所述分类结果表示是否发出辊轧机位置异常警报,包括:使用所述分类器以如下分类公式对所述原分类特征图进行处理以获得所述分类结果;其中,所述分类公式为:o=softmax{(wc,bc)|project(f)},其中project(f)表示将所述分类特征图投影为向量,wc为权重矩阵,bc表示偏置向量,softmax表示归一化指数函数,o表示所述分类结果。
21、根据本技术的另一方面,提供了一种辊轧机的位置监控系统,其包括:
22、数据采集模块,用于获取由摄像头采集的多个预定时间点的辊轧机辊棍位置图像和由压力传感器采集的多个预定时间点辊轧机辊棍的压力数据;
23、图像特征提取模块,用于将所述由摄像头采集的多个预定时间点的辊轧机辊棍位置图像分别通过作为特征提取器的第一卷积神经网络以得到多个位置特征图;
24、图像差分模块,用于计算所述多个位置特征图中每两个相邻时间点的位置特征图之间的差分以得到多个位置差分特征图;
25、图像特征编码模块,用于将所述多个位置差分特征图按照时间维度排列为三维特征张量后通过使用三维卷积核的第二卷积神经网络以得到位置关联特征图;
26、数据排列模块,用于将所述由压力传感器采集的多个预定时间点辊轧机辊棍的压力数据按照时间维度和样本维度排列为二维输入矩阵;
27、数据特征编码模块,用于将所述二维输入矩阵通过第三卷积网络以得到压力特征图;
28、融合模块,用于对所述位置关联特征图和所述压力特征图进行基于秩序性的位移过渡以得到分类特征图;
29、分类模块,用于将所述分类特征图通过分类器以得到分类结果,所述分类结果表示是否发出辊轧机位置异常警报。
30、在上述辊轧机的位置监控系统中,所述图像特征提取模块,包括:所述第一卷积神经网络的各层在层的正向传递中对输入数据分别进行:第一卷积单元,用于对输入数据进行第一卷积处理以得到第一卷积特征图;第一池化单元,用于对所述第一卷积特征图进行均值池化处理以得到第一池化特征图;第一激活单元,用于对所述第一池化特征图进行非线性激活以得到第一激活特征图;其中,所述第一卷积神经网络的最后一层的输出为所述多个位置特征图,所述第一卷积神经网络的第一层的输入为所述由摄像头采集的多个预定时间点的辊轧机辊棍位置图像中各个辊轧机辊棍位置图像。
31、在上述辊轧机的位置监控系统中,所述图像差分模块,包括:
32、以如下差分公式计算所述多个位置特征图中每两个相邻时间点的位置特征图之间的差分以得到所述多个位置差分特征图;
33、其中,所述差分公式为:
34、
35、其中f1和f2分别表示所述多个位置特征图中每两个相邻时间点的位置特征图,fd表示所述多个位置差分特征图,表示特征图的按位置减法。
36、根据本技术的再一方面,提供了一种电子设备,包括:处理器;以及,存储器,在所述存储器中存储有计算机程序指令,所述计算机程序指令在被所述处理器运行时使得所述处理器执行如上所述的辊轧机的位置监控方法。
37、根据本技术的又一方面,提供了一种计算机可读介质,其上存储有计算机程序指令,所述计算机程序指令在被处理器运行时使得所述处理器执行如上所述的辊轧机的位置监控方法。
38、与现有技术相比,本技术提供的一种辊轧机的位置监控方法及系统,其首先获取多个预定时间点的辊轧机辊棍位置图像和多个预定时间点辊轧机辊棍的压力数据,然后将所述多个预定时间点的辊轧机辊棍位置图像通过图像特征提取模块、图像差分模块和图像特征编码模块以得到位置关联特征图,接着,将所述多个预定时间点辊轧机辊棍的压力数据排列为二维输入矩阵后通过第三卷积神经网络以得到压力特征图,进一步地,将所述位置关联特征图和所述压力特征图进行基于秩序性的位移过渡后通过分类器以得到是否发出辊轧机位置异常警报,用以提高辊轧机位置监控的精度和准确性,以进一步提高生产安全性和效率。
- 还没有人留言评论。精彩留言会获得点赞!