密封槽加工处理方法、设备及存储介质与流程
本技术涉及车床加工,尤其涉及一种密封槽加工处理方法、设备及存储介质。
背景技术:
1、主轴承是掘进机的关键零部件,一般内嵌于掘进机主驱动之中。由于其主要承担掘进机在掘进过程中由不同地质条件而产生的极大的复杂交变载荷和倾覆力矩,其运转情况和使用寿命也决定着掘进机整机的工作情况和寿命,而其运转情况和使用寿命又与轴承的密封情况息息相关,轴承的密封效果越好,其运转情况越好,使用寿命也越长。
2、主轴承的密封效果好坏主要受主轴承润滑油孔处的密封槽及其所用o形密封圈的设计影响,现有主轴承润滑油孔处的密封圈通常采用与润滑油孔孔径相匹配的成品o形密封圈,这就需要在润滑油孔周围开设与o形密封圈相匹配的密封槽。
3、由于不同厂家或不同规格的o形密封圈的尺寸及材质会存在差异,导致根据o形密封圈加工对应的密封槽开孔尺寸往往采用经验设计,而经验设计很容易导致密封槽与o形密封圈存在匹配度不高的情况,当二者匹配度不高时,会影响主轴承的密封效果,进而降低主轴承使用寿命,以及掘进机在工程应用中的安全性和可靠性。
技术实现思路
1、本技术提供一种密封槽加工处理方法、设备及存储介质,用以解决由于不同厂家或不同规格的o形密封圈的尺寸及材质会存在差异,导致根据o形密封圈加工对应的密封槽开孔尺寸往往采用经验设计,而经验设计很容易导致密封槽与o形密封圈存在匹配度不高的情况,当二者匹配度不高时,会影响主轴承的密封效果,进而降低主轴承使用寿命,以及掘进机在工程应用中的安全性和可靠性的问题。
2、第一方面,本技术提供一种密封槽加工处理方法,包括:
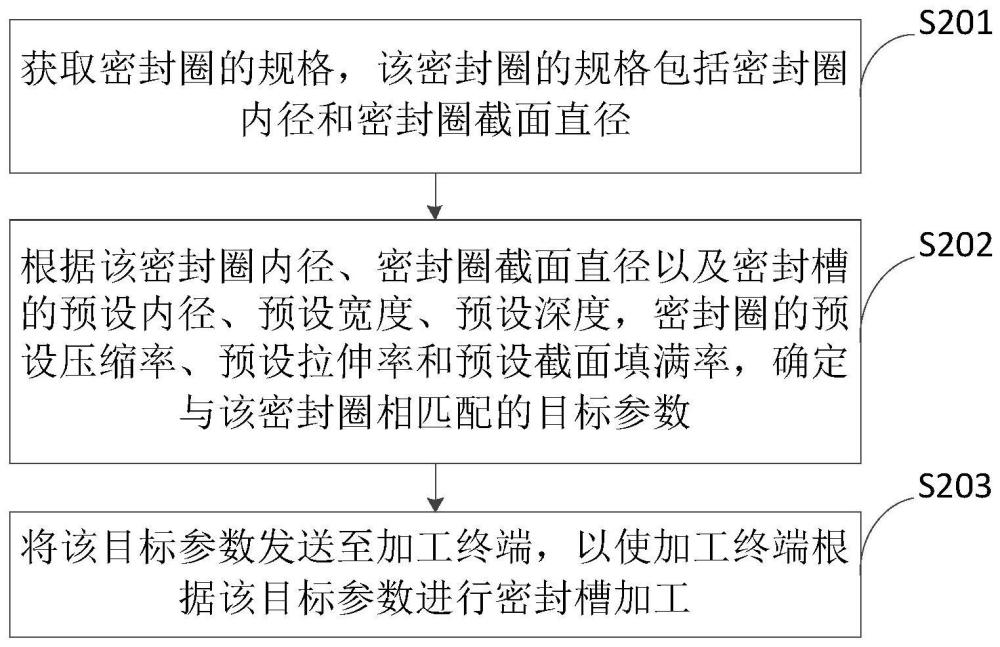
3、获取密封圈的规格,所述密封圈的规格包括密封圈内径和密封圈截面直径;
4、根据所述密封圈内径、密封圈截面直径以及密封槽的预设内径、预设宽度、预设深度,密封圈的预设压缩率、预设拉伸率和预设截面填满率,确定与所述密封圈相匹配的目标参数;其中,所述目标参数包括同时满足预设压缩率、预设拉伸率和预设截面填满率范围的密封槽的内径和密封槽的深度;
5、将所述目标参数发送至加工终端,以使加工终端根据所述目标参数进行密封槽加工。
6、在一种可能的设计中,所述根据所述密封圈内径、密封圈截面直径以及密封槽的预设内径、预设宽度、预设深度,密封圈的预设压缩率、预设拉伸率和预设截面填满率,确定与所述密封圈相匹配的目标参数,包括:
7、根据所述密封圈截面直径和密封槽的预设深度,确定密封圈的初始压缩率;
8、若所述密封圈的初始压缩率小于预设压缩率,则根据所述密封圈内径和密封槽的预设内径,确定密封圈的初始拉伸率;
9、若所述密封圈的初始拉伸率小于预设拉伸率,则根据所述密封圈截面直径、初始压缩率,确定密封圈的接触宽度;
10、若所述密封圈的接触宽度小于密封槽的预设宽度的预设比例,则根据初始压缩率和密封圈截面直径,确定密封圈的变形宽度;
11、若所述密封圈的变形宽度小于密封槽的预设宽度,则根据密封槽的预设深度、密封圈截面直径和密封槽的预设宽度,确定密封圈的截面填满率;
12、若密封圈的截面填满率不小于预设填满率阈值,则将密封槽的预设深度、密封槽的预设内径作为与所述密封圈的规格相匹配的目标参数。
13、在一种可能的设计中,还包括:
14、若所述密封圈的初始压缩率不小于预设压缩率,则按照预设单位量增加密封槽的预设深度,直至所述密封圈的压缩率小于预设压缩率,得到密封槽的第一深度;
15、根据所述密封槽的第一深度、密封圈截面直径和密封槽的预设宽度,确定对应第一深度的密封圈的接触宽度、变形宽度和截面填满率,并在密封圈的接触宽度、变形宽度和截面填满率均满足预设压缩率、预设拉伸率和预设截面填满率时,将密封槽的第一深度、密封槽的预设内径作为与所述密封圈的规格相匹配的目标参数。
16、在一种可能的设计中,还包括:
17、若所述密封圈的接触宽度不小于密封槽的预设宽度的预设比例,则按照预设单位量增加密封槽的第一深度,直至所述密封圈的接触宽度小于密封槽的预设宽度的预设比例,得到密封槽的第二深度;
18、根据所述密封槽的第二深度、密封圈截面直径和密封槽的预设宽度,确定对应第二深度的密封圈的接触宽度、变形宽度和截面填满率,并在密封圈的接触宽度、变形宽度和截面填满率均满足预设压缩率、预设拉伸率和预设截面填满率时,将密封槽的第二深度、密封槽的预设内径作为与所述密封圈的规格相匹配的目标参数。
19、在一种可能的设计中,还包括:
20、若所述密封圈的变形宽度不小于密封槽的预设宽度,则按照预设单位量降低第二深度,直至密封圈的变形宽度小于密封槽的预设宽度,得到密封槽的第三深度;
21、根据所述密封槽的第三深度、密封圈截面直径和密封槽的预设宽度,确定对应第三深度的密封圈的接触宽度、变形宽度和截面填满率,并在密封圈的接触宽度、变形宽度和截面填满率均满足预设压缩率、预设拉伸率和预设截面填满率时,将密封槽的第三深度、密封槽的预设内径作为与所述密封圈的规格相匹配的目标参数。
22、在一种可能的设计中,还包括:
23、若所述密封圈的初始拉伸率不小于预设拉伸率,则按照预设单位量降低密封槽的预设内径,直至所述密封圈的拉伸率小于预设拉伸率,得到密封槽的第一内径;
24、将密封槽的第一内径替换密封槽的预设内径作为与所述密封圈的规格相匹配的目标参数。
25、第二方面,本技术提供一种密封槽加工处理设备,包括:
26、获取模块,用于获取密封圈的规格,所述密封圈的规格包括密封圈内径和密封圈截面直径;
27、处理模块,用于根据所述密封圈内径、密封圈截面直径以及密封槽的预设内径、预设宽度、预设深度,密封圈的预设压缩率、预设拉伸率和预设截面填满率,确定与所述密封圈相匹配的目标参数;其中,所述目标参数包括同时满足预设压缩率、预设拉伸率和预设截面填满率范围的密封槽的内径和密封槽的深度;
28、发送模块,用于将所述目标参数发送至加工终端,以使加工终端根据所述目标参数进行密封槽加工。
29、第三方面,本技术提供一种电子设备,包括:处理器,以及与所述处理器通信连接的存储器;
30、所述存储器存储计算机执行指令;
31、所述处理器执行所述存储器存储的计算机执行指令,以实现密封槽加工处理方法。
32、第四方面,本技术提供一种计算机可读存储介质,所述计算机可读存储介质中存储有计算机执行指令,所述计算机执行指令被处理器执行时用于实现密封槽加工处理方法。
33、第五方面,本技术提供一种计算机程序产品,包括计算机程序,所述计算机程序被处理器执行时实现密封槽加工处理方法。
34、本技术提供的密封槽加工处理方法、设备及存储介质,通过获取密封圈的规格,该密封圈的规格包括密封圈内径和密封圈截面直径;根据该密封圈内径、密封圈截面直径以及密封槽的预设内径、预设宽度、预设深度,密封圈的预设压缩率、预设拉伸率和预设截面填满率,确定与该密封圈相匹配的目标参数;将该目标参数发送至加工终端,以使加工终端根据该目标参数进行密封槽加工。相较于现有技术中o形密封圈加工对应的密封槽开孔尺寸往往采用经验设计,而经验设计很容易导致密封槽与o形密封圈存在匹配度不高的情况,当二者匹配度不高时,会影响主轴承的密封效果,进而降低主轴承使用寿命,以及掘进机在工程应用中的安全性和可靠性的缺陷,本技术实现待加工密封槽尺寸的自动化计算功能,提高密封槽与密封圈配合的精确度,从而提升主轴承的密封性能,进而延长主轴承和密封圈的使用寿命。
- 还没有人留言评论。精彩留言会获得点赞!