一种卡扣装配流水线的制作方法
本技术涉及卡扣,尤其是涉及一种卡扣装配流水线。
背景技术:
1、目前卡扣是用于一个零件与另一零件的嵌入连接或整体闭锁的机构,通常用于塑料件的联接。
2、现有的卡扣生产技术,一般在各个零部件压铸成型之后,通过人工将零部件组装起来,完成卡扣的组装生产。
3、针对上述中的相关技术,发明人认为存在以下缺陷:利用人工组装卡扣的效率较慢,且存在人为因素导致产品不合格的可能性。
技术实现思路
1、为了提高装配卡扣的效率,本技术提供一种卡扣装配流水线。
2、本技术提供的一种卡扣装配流水线采用如下的技术方案:
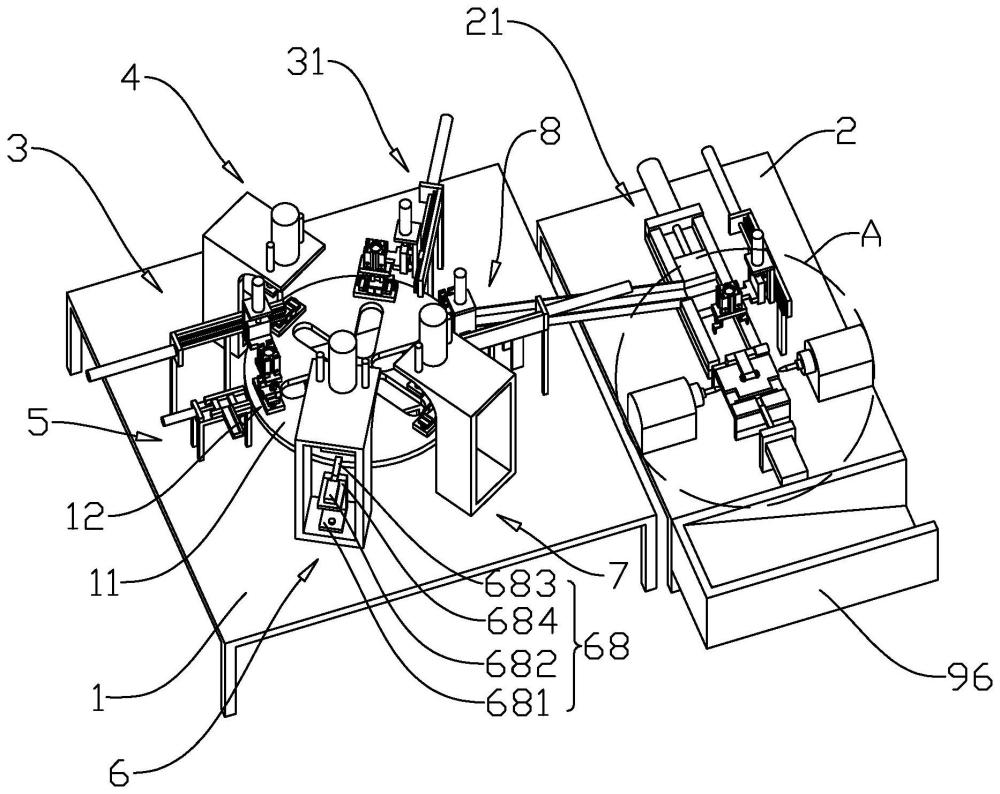
3、一种卡扣装配流水线,包括机台一,所述机台一上安装有分割盘,所述分割盘上设置有用于放置卡扣的工装,所述机台一上设置有用于装配卡扣的组装装置;
4、所述组装装置包括安装于机台一上的送料机构、撑开机构、放置机构、按压机构、压平机构以及取出机构,所述送料机构能够将未加工的卡扣放置于工装上,所述放置机构能够将铁环放置于所述工装上,所述按压机构能够将铁环压入卡扣上的凸起上,所述压平机构能够将卡扣上的凸起压平,所述取出机构能够将成型的卡扣从工装上取出;
5、所述撑开机构包括固定座一、控制气缸一、升降板一以及撑开模具,所述固定座一固定连接于所述机台一上,所述控制气缸一安装于所述固定座一上,所述升降板一固定连接于所述控制气缸一的推杆上,所述撑开模具固定连接于所述升降板一上,所述撑开模具上固定连接有两个撑开块,所述撑开块上设置有斜面,所述撑开块上的斜面从远离两个撑开块中间的一端到靠近两个撑开块的中间一端倾斜向下设置,所述撑开块能够与所述卡扣上的凸起接触。
6、通过采用上述技术方案,为了提高装配卡扣的效率,通过外部上料结构与送料机构相配合,将未经过加工的卡扣放置于工装上,然后启动分割盘,利用分割盘带动工装转动,以便于可以启动控制气缸一推动升降板一向靠近工装的一侧移动,升降板一移动带动撑开模具移动,使得撑开模具上的撑开块与卡扣上的凸起相接触,从而将卡扣上的凸起撑开,之后利用放置机构将铁环放置于工装上,再利用按压机构将铁环压入卡扣上的凸起上,进一步的,利用压平机构将卡扣上的凸起压平,最后利用取出机构将成型的卡扣取出,从而完成卡扣的装配。
7、优选的,所述工装包括底板、多个挡块以及多个推动件,所述底板固定连接于所述分割盘上,多个挡块均固定连接于所述底板上,多个推动件均安装于所述底板上,所述推动件能够挤压卡扣。
8、通过采用上述技术方案,当撑开模具上的撑开块与推动件接触时,能够使得推动件挤压卡扣上的凸起,从而使得卡扣上的凸起撑开,且将卡扣放置于多个挡块之间,降低了卡扣移动的可能性,使得卡扣放置稳定,便于对卡扣进行加工。
9、优选的,所述送料机构包括导向架、推动气缸、移动架、推移气缸以及机械夹爪,所述导向架固定连接于所述机台一上,所述移动架滑动安装于所述导向架上,所述推动气缸安装于所述导向架上,所述推动气缸的推杆与所述移动架固定连接,所述推移气缸安装于所述移动架上,所述推移气缸的推杆上固定连接有连接块,所述机械夹爪固定连接于所述连接块上,所述机械夹爪能够夹持所述卡扣。
10、通过采用上述技术方案,在外部上料结构将未加工的卡扣输送至靠近分割盘附近之后,根据未加工卡扣的位置,启动推动气缸驱使机械夹爪沿水平方向移动,再利用推移气缸驱使机械夹爪沿竖直方向移动,使得机械夹爪能够夹紧未经过加工的卡扣,在机械夹爪夹紧卡扣之后,再利用推动气缸以及推移气缸调整机械夹爪的位置,当机械夹爪位于工装的上方时,解除机械夹爪对卡扣的夹持,使得卡扣落入多个挡块之间,从而完成将未加工的卡扣放置于工装上的目的。
11、优选的,所述放置机构包括支撑架一、送料气缸一、送料块一、送料轨道以及送料机构,所述支撑架一固定连接于所述机台一上,所述支撑架一上固定连接有多个导向板一,所述送料块一与所述导向板一的侧壁滑动连接,所述送料气缸一固定连接于所述支撑架一上,所述送料气缸一的推杆与所述送料块一固定连接,所述送料块一上开设有放置铁环的放置槽,所述送料轨道穿过其中一个所述导向板一,且所述送料轨道能够与所述放置槽相对齐,所述送料轨道与外界输送装置相配合用于输送铁环;
12、所述送料机构固定连接于所述机台一上,所述送料机构用于将铁环放置于卡扣上。
13、通过采用上述技术方案,当需要将铁环放置于卡扣上时,当外界输送装置将铁环通过输送轨道输送至放置槽内时,启动送料气缸一驱使送料块一向靠近分割盘的一侧移动,然后利用送料机构将铁环放置于卡扣上。
14、优选的,所述按压机构包括固定座二、控制气缸二、升降板二以及按压模具,所述固定座二固定连接于所述机台一上,所述控制气缸二安装于所述固定座二上,所述升降板二固定连接于所述控制气缸二的推杆上,所述按压模具固定连接于所述升降板二上,所述按压模具上固定连接有多个按压块,所述按压块与所述推动件一一对应,当所述按压块与所述推动件接触时,能够驱使推动件挤压卡扣上的凸起;
15、所述按压机构还包括用于限位铁环的限位组件。
16、通过采用上述技术方案,先利用限位组件将铁环固定住,然后启动控制气缸二驱使升降板二下移,升降板二移动带动按压模具移动,当按压模具上的按压块与推动件接触时,使得推动件挤压卡扣上凸起的部分,从而使得卡扣上的凸起发生形变,进而使得铁环的端部能够初步插入凸起部分上的通孔中。
17、优选的,所述限位组件包括支撑板、限位气缸以及限位杆,所述支撑板固定连接于所述固定座二上,所述支撑板上固定连接有安装板,所述限位气缸固定连接于所述安装板上,所述限位杆固定连接于所述限位气缸的推杆上,所述限位杆能够与铁环相接触。
18、通过采用上述技术方案,为了避免卡扣上的凸起形变的过程中,使得铁环移动,启动限位气缸驱使限位杆向靠近铁环的一侧移动,当限位板与铁环抵接于铁环上时,降低了铁环移动的可能性。
19、优选的,所述压平机构包括固定座三、控制气缸三、升降板三以及压平模具,所述固定座三固定连接于所述机台一上,所述控制气缸三安装于所述固定座三上,所述升降板三固定连接于所述控制气缸三的推杆上,所述压平模具固定连接于所述升降板三上,所述压平模具上固定连接有两个压平块,所述压平块上设置有斜面,所述压平块上的斜面从靠近两个压平块中间的一端到远离两个压平块中间的一端倾斜向下设置,所述压平块与所述推动件相配合,当所述压平块与所述推动件接触时,使得推动件挤压所述卡扣上的凸起。
20、通过采用上述技术方案,当需要将卡扣上的凸起完全压平时,启动控制气缸三驱使升降板三下移,升降板三移动带动压平模具移动,当压平模具上的压平块与推动件接触时,使得推动件继续挤压卡扣上的凸起,以便于将卡扣上的凸起完全压平。
21、优选的,所述取出机构包括传输轨道以及送料机构,所述传输轨道固定连接于所述机台一上,所述送料机构固定连接于所述机台一上,且所述送料机构能够将经过加工的卡扣放置于所述传输轨道上。
22、通过采用上述技术方案,利用分割盘继续带动卡扣移动,然后利用送料机构将工装上的卡扣取出,放置于传输轨道上,以便于进一步对卡扣进行加工。
23、优选的,所述机台一的一侧设置有机台二,所述机台二上设置有输送件,所述输送件与所述传输轨道相配合,所述机台二上固定连接有放置架,所述放置架上固定连接有放置块,所述放置块上开设有卡槽,所述输送件能够将位于传输轨道内的卡扣放置于所述卡槽内,所述机台二上固定连接有两个压平件,所述压平件能够压平铁环凸出于卡扣外的部分;
24、所述机台二上还设置有用于顶出卡扣的顶出机构。
25、通过采用上述技术方案,利用输送件将位于传输轨道内的卡扣放置于卡槽内,在利用两个压平件作用于铁环凸出于卡扣外的部分,使得铁环位于卡扣外的部分发生挤压形变,以便于形成半径较大的圆柱状凸起紧贴于卡扣上,从而降低了铁环脱离卡扣上的可能性,之后利用顶出机构将成型好的卡扣顶出卡槽内,以便于对下一个卡扣进行加工。
26、优选的,所述顶出机构包括顶出杆、顶出缸、推动缸以及推动块,所述机台二上固定连接有竖板,所述顶出缸安装于所述竖板上,所述顶出杆固定连接于所述顶出缸的推杆上,所述放置块上开设有供顶出杆穿过的通过槽,所述顶出杆能够与卡扣上的铁环接触,所述推动缸固定连接于所述机台二上,所述推动块固定连接于所述推动缸的推杆上,所述放置架上开设有供推动块穿过的让位槽,所述推动块能够与卡扣接触。
27、通过采用上述技术方案,当需要将加工好的卡扣顶出时,启动推动缸驱使推动块上移,推动块推动铁环,使得铁环紧贴于顶出杆上,然后再利用顶出缸驱使顶出杆移动,在顶出杆与铁环之间摩擦力的作用下,使得卡扣翻转,以便于使得加工好的卡扣脱离卡槽内。
28、综上所述,本技术包括以下至少一种有益技术效果:
29、1.为了提高装配卡扣的效率,通过外部上料结构与送料机构相配合,将未经过加工的卡扣放置于工装上,然后启动分割盘,利用分割盘带动工装转动,以便于可以启动控制气缸一推动升降板一向靠近工装的一侧移动,升降板一移动带动撑开模具移动,使得撑开模具上的撑开块与卡扣上的凸起相接触,从而将卡扣上的凸起撑开,之后利用放置机构将铁环放置于工装上,再利用按压机构将铁环压入卡扣上的凸起上,进一步的,利用压平机构将卡扣上的凸起压平,最后利用取出机构将成型的卡扣取出,从而完成卡扣的装配,进而提高了卡扣装配的效率;
30、2.在外部上料结构将未加工的卡扣输送至靠近分割盘附近之后,根据未加工卡扣的位置,启动推动气缸驱使机械夹爪沿水平方向移动,再利用推移气缸驱使机械夹爪沿竖直方向移动,使得机械夹爪能够夹紧未经过加工的卡扣,在机械夹爪夹紧卡扣之后,再利用推动气缸以及推移气缸调整机械夹爪的位置,当机械夹爪位于工装的上方时,解除机械夹爪对卡扣的夹持,使得卡扣落入多个挡块之间,从而完成将未加工的卡扣放置于工装上的目的;
31、3.利用输送件将位于传输轨道内的卡扣放置于卡槽内,在利用两个压平件作用于铁环凸出于卡扣外的部分,使得铁环位于卡扣外的部分发生挤压形变,以便于形成半径较大的圆柱状凸起紧贴于卡扣上,从而降低了铁环脱离卡扣上的可能性,之后利用顶出机构将成型好的卡扣顶出卡槽内,以便于对下一个卡扣进行加工。
- 还没有人留言评论。精彩留言会获得点赞!