化油器阀自动装配装置的制作方法
本发明涉及装配机,尤其涉及化油器阀自动装配装置。
背景技术:
1、汽配阀是汽车专用配件阀的总称,汽车专用配件阀包括化油器阀、手控阀、继动阀、双腔制动阀、节气门、排气制动阀、卸载阀、四回路保护阀、继动感载阀、快放阀等。其中化油器阀是汽配阀中非常重要的一种。化油器阀是一种汽配阀,它利用吸入空气流的动能实现汽油的雾化,对发动机起着至关重要的作用。化油器阀的装配涉及弹簧预紧、螺丝锁固等手工耗时工序。现有技术对化油器阀的装配仍采用人力进行手工装配,这一手动装配方式效率低,且耗费人力成本高;因此我们提出化油器阀自动装配装置来解决这个问题。
技术实现思路
1、本发明的目的在于提供化油器阀自动装配装置,通过设置的装配机构、输送机构、驱动机构、触发机构和固定机构的配合能够实现对化油器阀的自动化装配工作,以解决现有化油器阀的手工装配方式效率低、人力成本高的问题。
2、为了实现上述目的,本发明采用了如下技术方案:
3、化油器阀自动装配装置,包括:
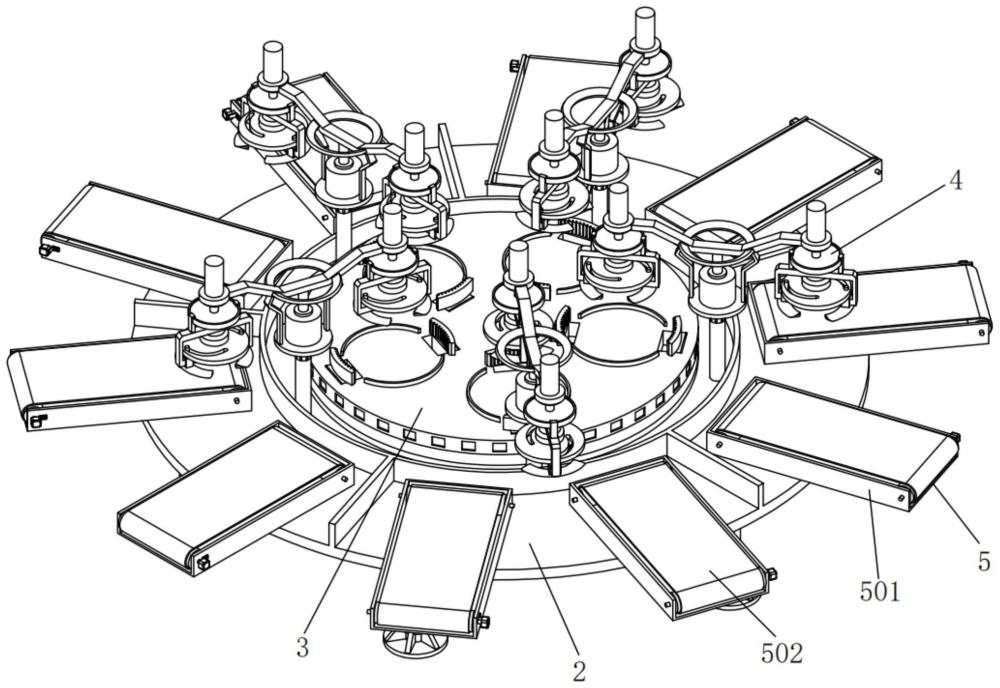
4、机壳,机壳的外侧顶部固定套接有托架,所述托架的顶部设置有多个装配机构和多个输送机构;
5、旋转装配台,所述旋转装配台的内部设置有多个固定机构,所述旋转装配台设置在所述机壳的顶部,且所述旋转装配台的底部固定安装有主轴,所述主轴的转动连接在所述机壳的顶部,且所述机壳内设置有触发机构和用于驱动所述主轴间歇性旋转的驱动机构,所述触发机构可在主轴旋转时控制装配机构的运行。
6、优选的,所述装配机构包括转动架和固定连接于所述托架顶部的固定柱,所述固定柱的顶端固定连接有第一电机和两个弯杆,所述第一电机的输出轴固定连接在所述转动架的底部,且两个所述弯杆顶端固定连接有同一个环形导向座,所述转动架转动套接在所述环形导向座外侧,且所述转动架的两侧均固定安装有环形安装座,所述环形安装座内固定安装有第一电动推杆,所述第一电动推杆的输出端上固定连接有圆盘,所述圆盘的底部固定安装有第二电机,所述第二电机的输出轴上固定连接有回形框,回形框的外侧底部滑动套接有两个滑框,所述滑框的底部固定连接有弧形夹持板,且滑框的顶部固定连接有连接柱,所述回形框的顶部内壁上固定安装有第三电机,所述第三电机的输出轴上固定连接有驱动转盘,所述驱动转盘的顶部两侧均开设有弧形孔,两个所述连接柱分别活动插接在对应的弧形孔内,且所述回形框的顶部两侧均固定连接有竖板,所述圆盘的顶部和底部均一体成型有环形外沿,所述竖板滑动套接在所述圆盘和环形外沿的外侧。
7、优选的,所述触发机构包括触发轮和主控器、多个按钮安装座和多个推杆固定座,主控器、多个按钮安装座和多个推杆固定座均固定连接在所述机壳的内部,且所述触发轮固定套接在所述主轴的外侧,所述触发轮的外侧一体成型有多个弧形凸起,所述推杆固定座的内部滑动安装有移动推杆,多个所述移动推杆相互靠近的一端均固定连接有推板,多个推板分别活动抵接在对应的弧形凸起的外侧,且所述移动推杆的另一端固定连接有按压板,所述按钮安装座的一侧固定安装有按钮壳体,所述按钮壳体的内部滑动安装有触控按钮,触控按钮与按钮壳体的侧壁之间固定连接有压簧,且推杆固定座和推板之间固定连接有复位弹簧,触控按钮与对应的按压板活动抵接,且触控按钮与主控制器的信号输入端电性连接,主控制器的信号输出端与第一电机、第二电机、第三电机和第一电动推杆的信号输入端电性连接,使得触发轮在旋转时,其上的弧形凸起能够推动推板移动,进而通过按压板对触控按钮进行按压,触控按钮可将信号传递到主控制器,并由主控制器控制对应的第一电机、第二电机、第三电机和第一电动推杆进行运转。
8、优选的,所述驱动机构包括驱动电机、主动拨盘和固定套接于所述主轴外侧的从动槽轮,所述驱动电机固定安装在所述机壳的底部内壁上,且所述驱动电机的输出轴固定连接在所述主动拨盘的外侧,所述主动拨盘与从动槽轮传动配合,且主动拨盘的顶部一体成型有月牙轮和主动拨杆,所述从动槽轮的外侧开设有与月牙轮适配的圆弧槽和与主动拨杆适配的长条槽,使得主动拨杆可通过与长条槽的配合拨动从动槽轮旋转,月牙轮通过与圆弧槽的配合的从动槽轮的旋转进行锁定,从而使得主动拨盘的持续旋转能够带动从动槽轮的间歇性旋转。
9、优选的,所述固定机构包括固定电机和两个弧形固定板,所述固定电机的输出轴上固定连接有转动臂,所述转动臂的底部两侧均转动连接有联动杆,所述弧形固定板的底部固定连接有滑板,两个联动杆相互远离的一端分别转动连接在对应的所述滑板的底部,所述旋转装配台的底部开设有多个安装槽和多个滑孔,所述固定电机固定安装在所述安装槽的顶部内壁上,且所述滑板滑动连接在对应的滑孔内,所述滑板的前后两侧底部均一体成型有限位台阶,所述限位台阶活动抵接在所述旋转装配台的底部,且所述弧形固定板活动抵接在所述旋转装配台的顶部,所述旋转装配台的顶部固定安装有多个弧形定位板。
10、优选的,所述输送机构包括输送带和固定连接在所述托架顶部的输送架,所述输送架的内部转动安装有两个输送辊,所述输送带传动安装在两个输送辊的外侧,且输送架的一侧固定安装有输送电机,输送电机的输出轴与其中一个输送辊固定连接。
11、优选的,所述机壳的底部外侧固定安装有多个万向轮,且所述旋转装配台的底部外边缘固定安装有多个液压缸,所述液压缸的输出端上固定连接有支撑座,所述旋转装配台的顶部一体成型有环形隔板,所述环形隔板的外侧一体成型有多个条形隔板。
12、优选的,所述机壳的外侧顶部固定安装有多个支撑轮,所述支撑轮活动抵接在所述托架的底部,且所述机壳的顶部外边缘固定安装有多个辅助支撑板,所述辅助支撑板活动抵接在所述旋转装配台的顶部。
13、本发明的有益效果在于:
14、1、本发明中,所述的化油器阀自动装配装置,通过设置的输送机构,可启动输送电机带动输送辊旋转,进而带动输送带运转,对化油器阀零件进行输入和输出;
15、2、本发明中,所述的化油器阀自动装配装置,通过设置的驱动机构,可启动驱动电机带动主动拨盘旋转,从而带动主动拨杆和月牙轮进行旋转,使得主动拨杆可通过与长条槽的配合拨动从动槽轮旋转,月牙轮通过与圆弧槽的配合的从动槽轮的旋转进行锁定,从而使得主动拨盘的持续旋转能够带动从动槽轮的间歇性旋转;
16、3、本发明中,所述的化油器阀自动装配装置,通过设置的触发机构,可在主轴旋转时带动触发轮同步旋转,其上的弧形凸起能够推动推板移动,进而通过按压板对触控按钮进行按压,触控按钮可将信号传递到主控制器,并由主控制器控制对应的装配机构进行运转;
17、4、本发明中,所述的化油器阀自动装配装置,通过设置的装配机构,可通过主控制器控制第一电机、第二电机、第三电机和第一电动推杆进行运转,从而可启动第一电机带动转动架旋转,转动架带动两个环形安装座进行圆周运动,从而将弧形夹持板移动至对应的输送带上方,然后启动第一电动推杆带动圆盘升降,通过第三电机带动驱动转盘进行旋转,驱动转盘通过弧形孔与连接柱的配合带动两个滑框相互靠近,进而带动两个弧形夹持板相互靠近对化油器阀零件进行夹持,然后通过启动第二电机带动回形架和弧形夹持板旋转,进而带动化油器阀零件对其角度进行调节,并通过第一电机与第一电动推杆的配合将化油器阀零件放置在旋转装配台的表面,并使其处于对应的两个弧形定位板之间;
18、5、本发明中,所述的化油器阀自动装配装置,通过设置的固定机构,可启动固定电机带动转动臂旋转,转动臂通过两个联动杆带动两个滑板相互靠近,使得两个弧形固定板相互靠近对化油器阀零件进行夹持固定;
19、6、本发明中,所述的化油器阀自动装配装置,通过旋转装配台的旋转对其上的化油器阀零件进行环形运输,在运输过程中时触发轮用过接触按压触控按钮启动装配机构,通过设置的装配机构可将输送带上的化油器阀零件装夹并装配到原本处于旋转装配台上的零件上,且可以通过第二电机带动化油器阀零件进行旋转,通过第一电动推杆带动上方的零件下移安装到下方的零件上实现组合,从而方便进行自动装配,并在装配完成后,可控制固定电机的输出反向旋转解除夹持固定,并通过装配机构可将装配好的化油器阀,搬运带对应的输送带上进行出料;
20、7、本发明中,所述的化油器阀自动装配装置,通过设置的万向轮方便对化油器阀自动装配装置进行移动,通过设置的液压缸方便带动支撑座向下运动,使其与地面接触,从而保证对化油器阀自动装配装置的稳定支撑。
21、本发明中,通过设置的装配机构、输送机构、驱动机构、触发机构和固定机构的配合能够实现对化油器阀的自动化装配工作,期间通过驱动机构的间歇性驱动效果并使得触发机构对装配机构进行操控,从而能够在零件移动到对应位置实时控制装配工作,相对于预先设置控制器启动电气设备的次序,本发明采用触发型操控,简化了控制程序逻辑,并能够在单独环节出现问题时及时调整,避免对其他环节产生影响,并能够实现自动的进出料,提升了装配效率。
- 还没有人留言评论。精彩留言会获得点赞!