一种曲轴偏心轮自动加工设备的制作方法
本发明涉及压缩机曲轴加工,尤其涉及一种曲轴偏心轮自动加工设备。
背景技术:
1、曲轴是压缩机中的重要部件。它承受连杆传来的力,并将其转变为转矩通过曲轴输出并驱动其他附件工作。如图1示出了一种比较常规的空调压缩机曲轴(100),曲轴的轴身(110)上有偏心轮(120),轴身(110)的端部设有尾槽(130);基于曲轴的复杂结构,曲轴的加工比较繁琐,如何实现曲轴的稳定自动化加工一直是业界内在不断攻关的难题;其中关于曲轴上偏心轮的自动化加工,涉及到从上一工序获取曲轴、将曲轴装夹固定并对曲轴车削出所述偏心轮等动作,其中对偏心轮进行车削时,偏心轮的轴心应与车床主轴同轴设置,这样就使得曲轴的轴身与车床主轴非同轴设置,导致难以实现曲轴的自动化装夹、定位,因此目前市场上仍没有能够对曲轴偏心轮稳定地自动化加工的设备。
技术实现思路
1、有鉴于此,本发明提出一种曲轴偏心轮自动加工设备,目的在于能够实现曲轴偏心轮稳定地自动化加工。
2、本发明的技术方案是这样实现的:
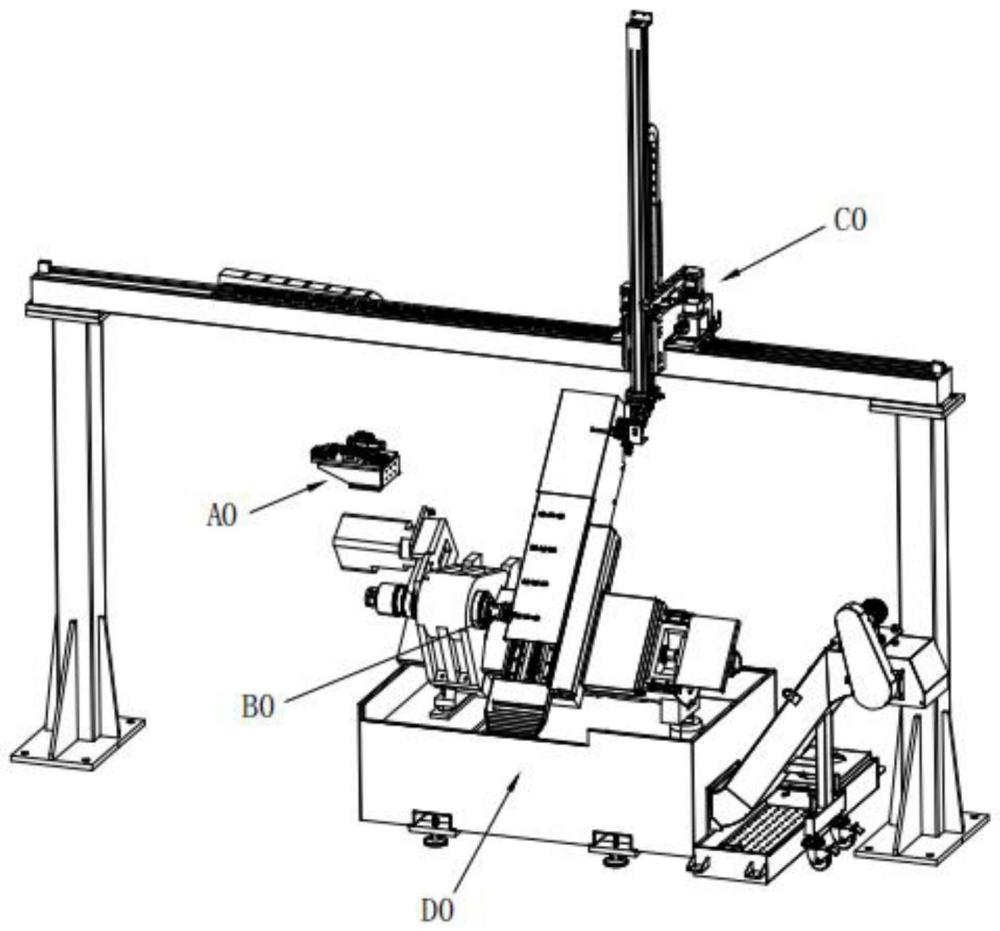
3、一种曲轴偏心轮自动加工设备,包括:
4、寻位装置、装夹装置以及夹持装置;
5、所述寻位装置包括支撑座、寻位机构、定位机构和顶推机构;所述寻位机构包括用于将曲轴压置在所述支撑座上的压轮,所述压轮由第一驱动器驱动自转,所述压轮由第二驱动器驱动移动以实现靠近或远离所述支撑座;所述定位机构包括位于所述支撑座的一侧以用于插入曲轴端部的尾槽的第一插块;所述顶推机构包括设置在所述支撑座另一侧的顶推件,所述顶推件由第三驱动器驱动以实现顶推曲轴;
6、所述装夹装置包括转座、装夹机构,所述转座为中空结构,所述装夹机构设置在所述转座内,所述装夹机构上设有供曲轴插入的装夹腔,所述装夹腔为可扩缩结构,所述装夹腔内设有用于插入曲轴端部的尾槽的第二插块;所述转座与插设在所述装夹机构上的曲轴的偏心轮同轴设置;
7、所述夹持装置包括用于夹持曲轴的夹持机构、用于驱动所述夹持机构三维移动的移动机构、设置在所述夹持机构和所述移动机构之间的柔性连接机构;所述柔性连接机构包括第一连接块、沿第一方向可滑动地设置在所述第一连接块上的第二连接块、沿第二方向可滑动地设置在所述第二连接块上的第三连接块,所述第一连接块上设置有沿第一方向布置以顶推所述第二连接块的第一气动缓冲器,所述第二连接块上设置有沿第二方向布置以顶推所述第三连接块的第二气动缓冲器;所述夹持机构与所述移动机构分别连接于所述第一连接块、第三连接块;
8、其中,所述第二方向为曲轴的轴向,所述第一方向为与所述第二方向垂直的方向。
9、进一步的,还包括加工装置;
10、所述加工装置包括车床、可转动地设置在所述车床上的主轴、用于驱动所述主轴转动的第一电机,所述装夹装置设置在所述主轴上;
11、所述车床上设有车削机构,所述车削机构包括第一直线驱动模组,所述第一直线驱动模组沿第二方向布置,所述第一直线驱动模组上设有可移动的第二直线驱动模组,所述第二直线驱动模组沿与第二方向垂直的方向布置,所述第二直线驱动模组上设有可移动的刀具安装台,所述刀具安装台上设有若干加工刀具。
12、进一步的,所述装夹装置还包括导筒、滑筒;
13、所述导筒同轴设置地固定在所述转座的一端,所述导筒上沿径向开设有导向孔;
14、所述装夹机构设置在所述导筒内,所述装夹机构包括第一夹块和第二夹块,所述第一夹块固定在导筒内,所述第二夹块外侧设有导向块,所述导向块滑动套设在所述导向孔内,所述导向块的至少部分从所述导向孔穿出;
15、所述滑筒与所述转座同轴设置,且所述滑筒滑动套设在所述导筒外,所述滑筒内设有倾斜设置的导向斜面,所述导向斜面与所述导向块抵接。
16、进一步的,所述导筒一端的外侧设有环形的法兰安装盘,所述法兰安装盘连接所述转座;
17、所述滑筒的一端通过滑动导杆连接有驱动盘,所述滑动导杆滑动穿设在所述法兰安装盘上,所述驱动盘位于所述转座内部,所述驱动盘螺纹连接有驱动杆;
18、所述主轴为中空结构,所述转盘设置在所述主轴的一端,所述主轴的另一端设有第二电机,所述驱动杆设置在所述主轴内部,所述第二电机与所述驱动杆传动连接。
19、进一步的,所述车床上凹设有集屑腔,所述集屑腔的内壁为斜面,所述集屑腔内的最低处开设有排屑口;
20、所述加工装置还包括排屑输送机,所述排屑输送机包括设置在所述排屑口下方的集料槽,所述集料槽内设有输送带;
21、所述加工装置还包括防护罩,所述防护罩顶部开设有供所述夹持机构进入的开口。
22、进一步的,所述第二连接块上设有第一推块,所述第一气动缓冲器设有两个且分别布置在所述第一推块的两侧;
23、所述第二连接块上还设有阻挡在所述第三连接块移动方向上的挡块,所述第三连接块上设有供所述第二气动缓冲器顶推的第二推块。
24、进一步的,所述装夹装置具有初始位置,在所述初始位置下,所述装夹腔的轴心位置位于所述转座的轴心位置的正下方;所述第一方向为水平方向。
25、进一步的,所述夹持机构包括调节气缸,所述调节气缸的一端固定在所述第三连接块上,所述调节气缸的另一端设置有调节架,所述调节气缸上设有可伸缩的调节杆,所述调节杆滑动设置在所述调节架上,所述调节架上通过铰接轴转动连接有一转块,所述转块固定连接有夹持安装架,所述转块的外侧设有圆弧啮合部,所述圆弧啮合部由多个齿沿周向排列设置所形成,所述调节杆上设有齿条啮合部,所述齿条啮合部由多个齿沿直线排列设置所形成;所述调节架内设有隔设在其与所述调节杆之间的耐磨垫层;所述夹持安装架上设有至少两个气动夹爪,所述气动夹爪以所述铰接轴为轴心沿周向分布。
26、进一步的,所述移动机构包括龙门支架、第一移动座、第二移动座以及升降座;
27、所述龙门支架上设有沿第二方向设置的第一导轨以及第一导向齿条;
28、所述第一移动座设置在所述龙门支架上且与所述第一导轨滑动连接,所述第一移动座上设有第三电机和第四电机,所述第三电机传动连接有第一驱动齿轮,所述第一驱动齿轮与所述第一导向齿条啮合;所述第一移动座上设有沿第一方向设置的第二导轨;
29、所述第二移动座设置在所述第一移动座上且与所述第二导轨滑动连接,所述第二移动座上设有沿第一方向设置的第二导向齿条,所述第四电机传动连接有第二驱动齿轮,所述第二驱动齿轮与所述第二导向齿条啮合;所述第二移动座上设置有第五电机;
30、所述升降座上设有沿竖向设置的第三导轨以及第三导向齿条,所述升降座设置在所述第二移动座上,所述第二移动座与所述第三导轨滑动连接,所述第五电机传动连接有第三驱动齿轮,所述第三驱动齿轮与所述第三导向齿条啮合。
31、进一步的,所述寻位装置的支撑座上设有至少两对导轮,所述的至少两对导轮沿直线间隔排列设置,每一对导轮中的两个导轮的外圆周面相向设置,所述导轮在所述支撑座上可转动设置;
32、所述寻位机构包括第一安装座和第二安装座,所述第一安装座设置在所述支撑座一侧,所述第一安装座上转动连接有摆动构件,所述第一驱动器和所述压轮设置在所述摆动构件上,所述第二驱动器为气缸、油缸或电动推杆,所述第二驱动器包括缸体和在缸体上可伸缩的杆体,所述第二驱动器的缸体铰接在所述第二安装座上,所述第二驱动器的杆体铰接在所述摆动构件上。
33、本发明的有益效果有:
34、1、利用装夹装置对曲轴进行装夹,以便后续对曲轴上的偏心轮车削加工;其中装夹机构上的装夹腔与曲轴之间为插入连接,该插入动作容易利用机械结构实现,通过使所述装夹腔缩小以夹紧曲轴;与此同时所述装夹腔内具有能够插入曲轴端部的尾槽上的第二插块,可使得机床主轴更好地将扭力传递至曲轴,使得机床主轴与曲轴之间的传动稳定;
35、2、利用寻位装置承接来自上一工序的曲轴,寻位装置上的寻位机构和定位机构能够调节曲轴的转动角度,调节曲轴上尾槽的大致位置,以供后续被所述夹持装置夹持送料;
36、3、利用夹持装置实现曲轴在所述寻位装置与所述装夹装置之间的转移,其中夹持机构能够夹持曲轴,而移动机构能够驱动所述夹持机构三维移动,以将曲轴插入所述装夹机构上的装夹腔,在保持所述夹持装置对曲轴的夹持状态下,驱动所述装夹装置转动,使得所述第二插块的位置与角度被调节以插入曲轴的尾槽,由于曲轴的轴身位于所述装夹装置的偏心位置,在所述装夹装置通过曲轴会传递扭力至所述装夹机构上,而所述柔性连接机构能够避免该扭力损坏所述夹持装置,且能够降低曲轴尾槽与第二插块对位时的振动和噪音。
- 还没有人留言评论。精彩留言会获得点赞!