飞轮多刀同步加工装置的制作方法
本技术涉及飞轮加工设备领域,尤其是涉及飞轮多刀同步加工装置。
背景技术:
1、飞轮是一种重要的自行车配件,其安装在自行车后轴上的具有较大转动惯量的轮状蓄能器,其用于将人力转化为车轮的转动,为自行车提供动力。
2、目前,飞轮一般通过金属粉末或金属板材冲压而成,并且在冲压后还要进行切割、打磨、钻孔等处理工艺,而对飞轮的钻孔操作一般采用钻台进行。但是现有的钻台一次只能钻设一个孔洞,需要频繁转动飞轮才能实现若干孔洞的钻设,导致对飞轮的钻孔操作需要消耗大量的时间,降低了整体的工作效率。
技术实现思路
1、为了改善现有的对飞轮进行钻孔的设备工作效率较低的问题,本技术提供飞轮多刀同步加工装置。
2、本技术提供一种飞轮多刀同步加工装置,采用如下的技术方案:
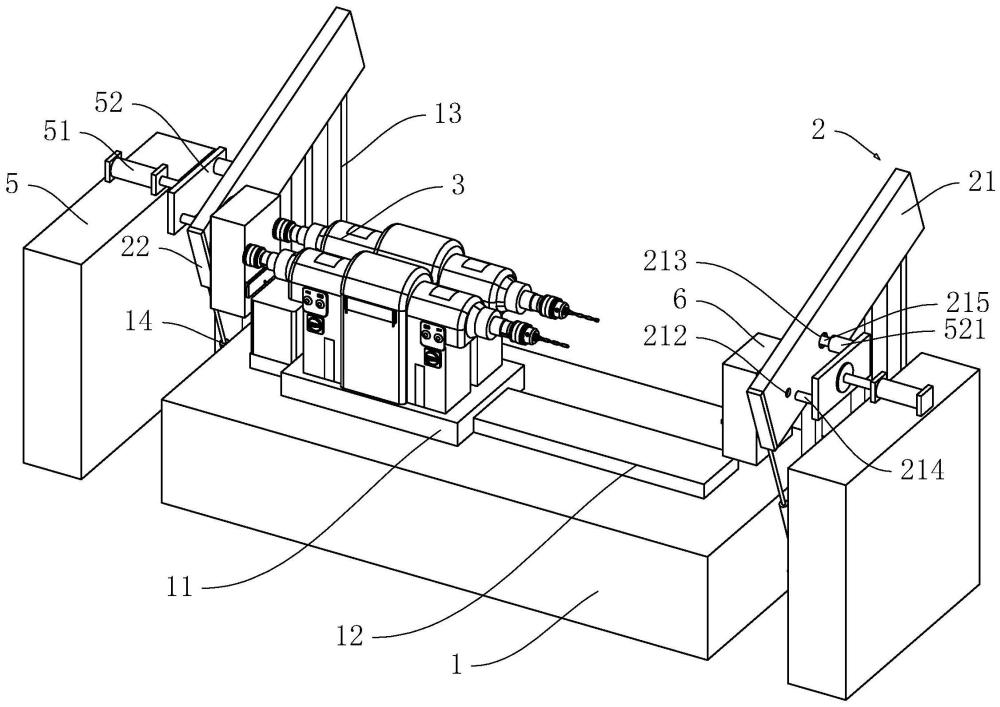
3、飞轮多刀同步加工装置,包括工作台和设于工作台上的支撑台,所述工作台的两侧均设有一个工件放置机构,所述支撑台上设有两个钻头组,一个所述钻头组指向一个所述工件放置机构,另一个所述钻头组指向另一个所述工件放置机构;
4、所述工作台的顶部设有直线滑台,所述直线滑台与所述工件放置机构之间垂直设置,所述直线滑台驱动所述支撑台在两个工件放置机构之间往复移动。
5、通过采用上述技术方案,在两个工件放置机构内均放置一个工件,然后直线滑台驱动支撑台朝向一个工件放置机构移动,这样,一个钻头组内的多个钻头就会在工件上一次钻设多个孔洞,然后,直线滑台再驱动支撑台朝向另一个工件放置机构移动,使得另一个钻头组内的多个钻头就会在工件上一次钻设多个孔洞,在此过程中,还可以取出一个工件放置机构内已经完成孔洞钻设的工件并放入新的工件,也就是说,在直线滑台与两个钻头组的配合下,能够在一个工件放置机构内的工件进行钻孔的同时,还能够对另一个工件放置机构内的工件进行取放,有效提高了对工件的钻孔效率。
6、可选的,所述工件放置机构包括容置壳和限位板,所述容置壳呈中空的方管结构,工件放置在所述容置壳内,工件的两个端面均与容置壳的内壁贴合,所述容置壳的一端外壁设有开口,所述限位板活动设于所述容置壳的一端端面,所述钻头组穿入开口并与工件垂直接触。
7、通过采用上述技术方案,限位板起到对工件的限位作用,确保工件在放入容置壳内后能够停留在与开口同轴的位置处,进而确保钻头组能够准确地对工件进行钻孔。
8、可选的,所述容置壳通过支架固定在工作台的侧壁上,所述容置壳靠近开口的一端高度低于所述容置壳远离开口的一端高度。
9、通过采用上述技术方案,容置壳在支架的固定下呈倾斜状态,这样,工件由容置壳远离开口的一端放入后能够自动在容置壳内进行滚动,这样,在开口处的工件钻孔完毕后,开启限位板,取出该工件,然后再关闭限位板,容置壳内的剩余工件就会自动滚动并补位,便于钻头组对工件进行钻孔。
10、可选的,所述工作台的侧壁上设有气缸,所述限位板在气缸的推动下贴合或远离所述容置壳靠近开口的一端端面,与所述限位板贴合的工件和开口同轴设置,所述工件的外径大于所述开口的内径。
11、通过采用上述技术方案,当钻头组对工件进行钻孔时,限位板处于与容置壳的端面贴合的状态,能够起到对工件的限位作用,确保在钻头组对工件进行钻孔时,工件不会产生钻头组钻头的径向的串动,提高了钻孔精度。当钻头组对工件钻孔完毕,并远离该工件后,气缸驱动限位板远离容置壳,使得工件能够从容置壳的滑出,便于对钻孔完毕的工件的收集。
12、可选的,所述开口设于所述容置壳的一侧,所述容置壳的另一侧设有第一插孔和第二插孔,所述第一插孔内插设有第一压杆,所述第二插孔内插设有第二压杆,所述第一压杆和所述第二压杆用于顶推相邻的两个工件,所述第一压杆用于顶推并固定与限位板接触的工件。
13、通过采用上述技术方案,当待钻孔的工件处于与开口同轴并与限位板接触的状态后,第一压杆插入第一插孔,第二压杆插入第二插孔,使得待钻孔的工件能够被第一压杆压紧,且与该工件相邻的工件能够被第二压杆压紧,进一步确保在钻头组进行钻孔的过程中,工件不会产生串动。当钻孔完毕后,限位板打开、第一压杆撤离,使得钻孔完毕的工件能够滑出容置壳,然后限位板关闭、第二压杆撤离,与该工件相邻的工件能够向下滑动并补位,进入待钻孔的状态。
14、可选的,所述工作台的两侧均设有一个安装台,所述安装台上设有液压缸,所述液压缸的压杆上设有连接板,所述第一压杆的一端插设在第一插孔内,所述第一压杆的另一端设于连接板上,所述连接板上设有套管,所述套管内设有与连接板连接的复位弹簧,所述第二压杆的一端插设在第二插孔内,所述第二压杆的另一端插设在所述套管内并与所述复位弹簧连接。
15、通过采用上述技术方案,在液压缸的推动下,连接板能够可靠地对第一压杆与第二压杆进行驱动,由于第二压杆穿设在套管内,且套管内设有复位弹簧,使得第二压杆的端部位于第一压杆的端部前方,也就是说,在连接板的推动下,第二压杆的端部会先与对应的工件接触,而第一压杆的端部会后与对应的工件接触,这样,当第一压杆对一个工件的顶推与固定作用完成后,第二压杆在完成对另一个工件的顶推与固定作用的同时,能够实现对复位弹簧的压缩作用,这样,在一个工件完成钻孔后,连接板反向动作,使得第一压杆脱离该工件,并使得该工件能够滑出容置壳,而在这一过程中,复位弹簧会对第二压杆施加压力,使得第二压杆仍保持对另一个工件的固定作用,防止两个工件同时从容置壳内滑出。
16、可选的,所述第二压杆插设在第二插孔内的一端与一个工件之间的距离小于第一压杆插设在第一插孔内的一端与另一个工件之间的距离。
17、通过采用上述技术方案,确保在一个液压缸的驱动下,能够实现两个工件的间隔释放,提高了工件取出与补位流程的合理性,进一步提高了对工件的钻孔效率。
18、可选的,所述容置壳的外壁上设有壳体,所述壳体的一侧设有窗口,所述窗口与所述开口对齐且相互连接,所述壳体的另一侧设有多个通孔,所述通孔的数量与钻头组的钻头数量一致,所述钻头组的钻头通过所述通孔和窗口穿过所述壳体并延伸至容置壳内。
19、通过采用上述技术方案,钻头组可以通过通孔及窗口进入到开口内,并完成对工件的钻孔操作,这样,在钻孔过程中产生的废屑就会落入到壳体内,在不影响钻孔操作的同时,实现了对废屑的收集作用,避免废屑飞溅而影响操作环境。
20、可选的,所述壳体还设有过滤板,所述窗口和所述通孔位于所述过滤板的上方,所述过滤板的下方设有支撑板,所述支撑板上穿设有活动杆,所述活动杆的顶部与所述过滤板的底部中央连接,所述活动杆的底部延伸至支撑板的下方,所述活动杆的外侧套设有支撑弹簧,所述支撑弹簧位于过滤板和支撑板之间;
21、所述壳体的外壁上设有取渣口和盖板,所述盖板铰接在所述壳体的外壁上并封盖所述取渣口,所述支撑板的顶部高度低于所述取渣口的底部高度。
22、通过采用上述技术方案,在过滤板的作用下,废屑能够被截留在过滤板的顶部,而用于对钻头组进行降温的切削液则会穿过过滤板并归集在壳体的底部,这样,实现了废屑与切削液的可靠分离,便于废屑及切削液的回收。进一步的,随着过滤板顶部的废屑的增多,过滤板会向下移动并压缩支撑弹簧,当过滤板位移至取渣口处时,即可打开盖板并对废屑进行回收,增大废屑容置量的同时,便于废屑的取出。
23、可选的,所述盖板上设有相互连通穿孔和容置槽,所述穿孔的端面位于盖板朝向取渣口的侧面上,所述容置槽的槽口位于盖板朝向钻头组的侧面上;
24、所述穿孔内穿设有拉杆,所述容置槽内设有竖板,所述拉杆的一端延伸至壳体的内侧且连接有楔形块,所述拉杆的另一端与竖板的一个端面连接,所述竖板的一个端面与容置槽的槽底之间设有拉簧,所述竖板的另一个端面与容置槽的槽口平齐;
25、所述过滤板朝向盖板的一侧下部设有弧形面,所述过滤板的弧形面与所述楔形块的斜面在竖直方向上产生干涉。
26、通过采用上述技术方案,当废屑逐渐增多,使得过滤板向下移动并压缩支撑弹簧时,过滤板底部的弧形面就会与楔形块的斜面产生干涉,并推动楔形块朝向取渣口外侧的方向移动,这样就会使得楔形块推动拉杆及竖板朝向容置槽的外侧移动,也就是说,在过滤板上的废屑足够多后,竖板会产生位移,操作人员通过观察竖板的位置就能够判断壳体内的废屑的数量,同时,竖板与拉杆能够形成拉手,便于操作人员握持并打开盖板,并快速取出废屑。在拉杆及竖板伸出的过程中,拉簧处于拉伸状态,能够便于在废屑清除完毕后,楔形块能够快速复位。
27、综上所述,本技术包括以下有益效果:
28、1、通过直线滑台对支撑台的往复驱动,实现两个钻头组的交替钻孔,且一个钻头组内有多个钻孔,能够通过一次动作在工件上完成多个孔洞的钻设,有效提高了对工件的加工效率。
29、2、通过倾斜设置的容置壳及限位板、第一压杆和第二压杆的配合,实现了容置壳内的若干工件依次释放,使得一个工件放置机构在处于钻孔状态时,另一个工件放置机构处于加工完毕的工件的取出及待钻孔的工件补位,提高了钻孔操作的连贯性。
30、3、通过壳体的设置,便于对钻孔过程产生的废屑的收集,同时,通过过滤板的设置,能够有效分离废屑与切削液,便于对废屑及切削液进行归集与回收。
- 还没有人留言评论。精彩留言会获得点赞!