铣磨一体化加工机床及其加工方法与流程
本技术涉及机床,具体而言,涉及一种铣磨一体化加工机床及其加工方法。
背景技术:
1、现有的机加工零件的各加工工序通常是在不同的机床上完成的。对于内外表面都需要铣磨加工的零件,通常采用对内外表面分别进行粗铣-精铣-粗磨-精磨的流程,而此过程需要更换不同的机床才能实现,流程复杂,设备采购成本较高。此外,零件在不同机床上的加工需经过多次装夹,容易导致零件产生磨损,从而使加工精度和加工效率进一步降低。
技术实现思路
1、本技术的主要目的在于提供一种铣磨一体化加工机床及其加工方法,以解决现有技术中的零件的铣磨加工工序不能在同个机床上进行,且多次装夹导致零件加工精度低的问题。
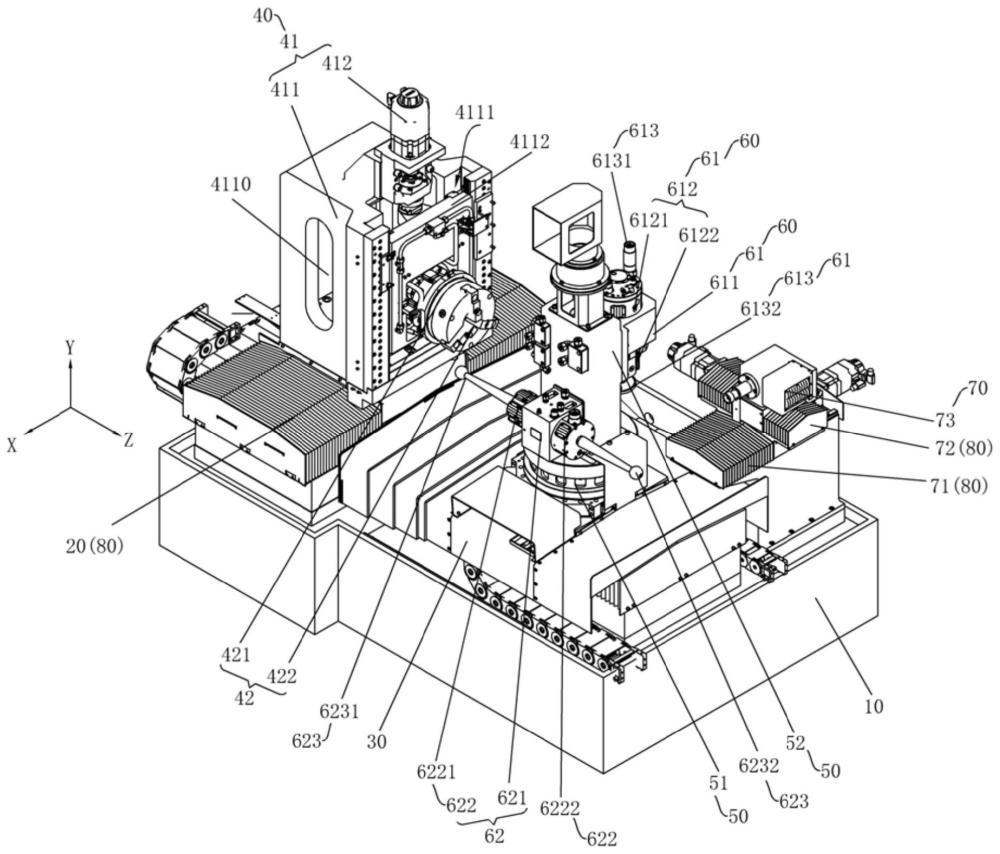
2、根据本技术的一个方面,提供了一种铣磨一体化加工机床,包括:
3、机床底座,所述机床底座上设置有第一移动轴和第二移动轴,所述第一移动轴沿x方向延伸,所述第二移动轴沿与所述x方向垂直的z方向延伸;
4、夹持机构,所述夹持机构设置于所述第一移动轴上并在所述第一移动轴的带动下沿所述x方向运动,所述夹持机构包括驱动部件和夹持部件,所述驱动部件与所述夹持部件连接以驱动所述夹持部件沿y方向移动,所述y方向与所述x方向以及所述z方向两两垂直;
5、旋转机构,所述旋转机构设置于所述第二移动轴上并在所述第二移动轴的带动下沿所述z方向运动,所述旋转机构包括旋转台和立柱,所述旋转台可旋转地设置于所述第二移动轴上,所述立柱垂直设置于所述旋转台上;
6、铣磨机构,所述铣磨机构设置于所述立柱上,所述铣磨机构包括立式铣磨部件和横式铣磨部件,所述立式铣磨部件与所述横式铣磨部件设置于所述立柱的不同侧。
7、进一步地,所述驱动部件包括:
8、移动箱,所述移动箱设置于所述第一移动轴上,所述移动箱具有容置腔,所述移动箱靠近所述旋转机构的一侧设置有开口和安装板,所述开口与所述容置腔连通,所述安装板设置于所述开口处;
9、丝杆,所述丝杆设置于所述容置腔内,所述丝杆沿所述y方向延伸,所述安装板可移动地安装在所述丝杆上;
10、第一驱动电机,所述第一驱动电机设置于所述移动箱的上表面,所述第一驱动电机与所述丝杆连接以驱动所述丝杆转动,进而带动所述安装板沿所述y方向运动。
11、进一步地,所述夹持部件包括:
12、机床主轴,所述机床主轴可旋转地设置于所述安装板上;
13、夹持件,所述夹持件设置于所述机床主轴靠近所述旋转机构的一端,以对待加工工件进行夹持。
14、进一步地,所述立式铣磨部件包括:
15、第一基座,所述第一基座设置于所述立柱的第一侧;
16、第一驱动组件,所述第一驱动组件设置于所述第一基座上,所述第一驱动组件包括第二驱动电机和第三驱动电机,所述第二驱动电机和所述第三驱动电机分别设置于所述第一基座的上下两侧,所述第一驱动电机和所述第二驱动电机的转轴沿所述机床底座的高度方向延伸;
17、第一铣磨组件,所述第一铣磨组件包括第一铣削件和第一磨削件,所述第一铣削件和第一磨削件两者之一与所述第二驱动电机的转轴连接,两者另一与所述第三驱动电机的转轴连接。
18、进一步地,所述横式铣磨部件包括:
19、第二基座,所述第二基座设置于所述立柱的第二侧;
20、第二驱动组件,所述第二驱动组件设置于所述第二基座上,所述第二驱动组件包括第四驱动电机和第五驱动电机,所述第四驱动电机和所述第五驱动电机分别设置于所述第二基座的相对的两侧,所述第四驱动电机和所述第五驱动电机的转轴沿平行于所述机床底座的上表面的方向延伸;
21、第二铣磨组件,所述第二铣磨组件包括第二铣削件和第二磨削件,所述第二铣削件和所述第二磨削件两者之一与所述第四驱动电机的转轴连接,两者另一与所述第五驱动电机的转轴连接。
22、进一步地,所述铣磨一体化加工机床还包括修整机构,所述修整机构包括:
23、第三移动轴,所述第三移动轴设置于所述机床底座上,所述第三移动轴沿所述x方向延伸;
24、第四移动轴,所述第四移动轴设置于所述第三移动轴上,所述第四移动轴沿所述z方向延伸;
25、修整器,所述修整器设置于所述第四移动轴上;
26、激光传感器,所述立式铣磨部件包括第一磨削件,所述横式铣磨部件包括第二磨削件,所述激光传感器用于对所述第一磨削件和所述第二磨削件的磨损程度进行检测。
27、进一步地,所述第一移动轴、所述第二移动轴、所述第三移动轴和所述第四移动轴上设置有防尘罩。
28、另一方面,本技术还提供了一种铣磨一体化加工机床的加工方法,所述铣磨一体化加工机床的加工方法采用上述的铣磨一体化加工机床执行,所述铣磨一体化加工机床的加工方法包括:
29、表面铣磨步骤:控制旋转台旋转至第一预定位置,并利用立式铣磨部件对夹持件夹持的待加工工件的外表面进行铣削和磨削;
30、内腔铣磨步骤:控制旋转台旋转第二预定位置,并利用横式铣磨部件对夹持件夹持的待加工工件进行铣削和磨削以在待加工工件上加工得到光滑空腔;
31、修整步骤:利用激光传感器对第一磨削件和第二磨削件的磨损程度进行检测,并利用修整器对第一磨削件和第二磨削件进行修整。
32、进一步地,所述铣磨一体化加工机床的加工方法以待加工工件距离旋转台最近的端点作为加工程序的基准点进行加工程序的设定。
33、进一步地,在表面铣磨步骤中,依据加工程序,通过第一移动轴和第二移动轴插补,控制第一铣削件对待加工工件的外表面进行至少一次铣削,直至达到所需的加工形状,铣削完成后,通过第一移动轴和第二移动轴插补,控制第一磨削件对所述外表面进行至少一次磨削;和/或,
34、在内腔铣磨步骤中,依据加工程序,通过第一移动轴和第二移动轴插补,控制第二铣削件对待加工工件进行至少一次铣削,直至达到所需的空腔,铣削完成后,通过所述第一移动轴和所述第二移动轴插补,控制第二磨削件对内腔进行至少一次磨削;和/或,
35、在修整步骤中,根据所述激光传感器的检测结果,通过第三移动轴和第四移动轴插补,控制修整器对已磨损的第一磨削件和第二磨削件分别进行打磨。
36、在本技术中,待加工工件被夹持在夹持部件上,夹持部件与驱动部件连接并在驱动部件的驱动下带动待加工工件沿y方向运动,而驱动部件在第一移动轴的带动下可沿x方向运动,继而带动待加工工件沿x方向运动。而立式铣磨部件和横式铣磨部件被安装在立柱的不同侧,且立柱垂直安装在位于第二移动轴的旋转台上,此时,旋转台在第二移动轴的带动下沿z方向运动,继而可带动立柱上的立式铣磨部件和横式铣磨部件沿z方向运动。由此可见,当需要对待加工工件进行铣磨加工工艺时,只需要在第一移动轴、第二移动轴以及旋转台的相互配合下,即可在同个机床上实现待加工工件的铣磨。相对于现有技术中采用多个机床对零件进行加工的方式而言,本技术在同个机床上实现了待加工工件的铣磨加工,且待加工工件在机床上仅需进行一次装夹,即可进行铣磨加工工艺,在一定程度上提升了工件的加工精度,且简化了加工流程,提高了机床的加工效率。
- 还没有人留言评论。精彩留言会获得点赞!