一种电机蜗杆压装装配设备及方法与流程
本发明涉及电机蜗杆压装,具体涉及一种电机蜗杆压装装配设备及方法。
背景技术:
1、蜗杆是与蜗轮相啮合、配合使用的传动组件,其在电机中的主要作用是用于降低转速和增大转矩,以满足工作要求。蜗杆传动的啮合运动接近于螺旋副,可以实现数对齿相啮合,为此蜗杆传动具有工作平稳、振动小、冲击小、噪声小等啮合特征。
2、目前电机与蜗杆的组装过程,如现有技术公开号cn108673105 a、公开号cn108637648a和公开号cn215433475u的专利中所示,均需人工将蜗杆和电机分别放置在压装台的指定位置上,然后经过手工对齐电机和蜗杆之后,再利用气缸下压完成电机与蜗杆的压装,该操作普遍存在步骤繁琐、自动化水平低的问题,而且每次冲压操作之后都只有一个压装完成的成品,导致电机和蜗杆的压装效率较慢。
技术实现思路
1、为此,本发明提供一种电机蜗杆压装装配设备及方法,通过利用实心长推杆推动位于固定槽内部的蜗杆一端嵌入待压装的电机内部,能够在压装前实现蜗杆与电机的对齐,省去了人工对齐蜗杆和电机的操作,再利用液压缸推动活动板一次对多个电机和蜗杆进行压装,最终不仅能够提高本发明的压装效率,还能够提高本发明的自动化水平。
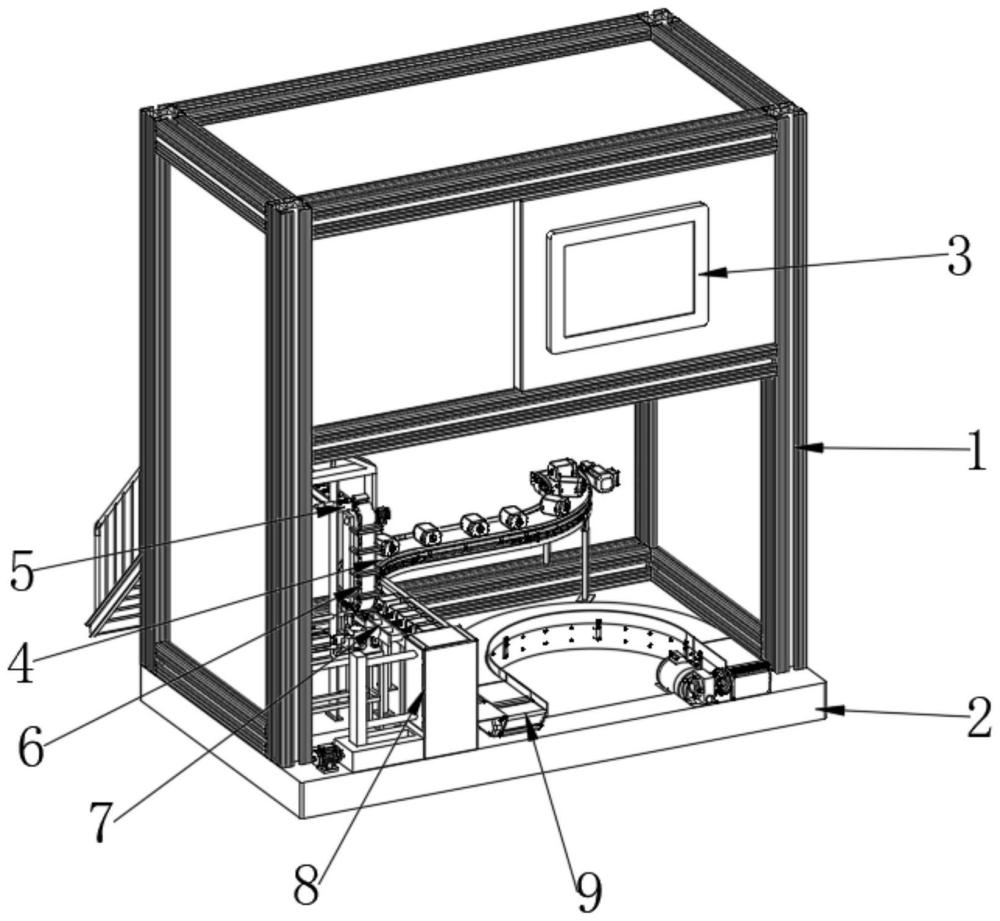
2、为了实现上述目的,本发明实施例提供如下技术方案:一种电机蜗杆压装装配设备,包括压装箱和安装在压装箱底部的底板,所述底板顶部设有将蜗杆和待压装电机压装装配在一起的压装组件;
3、所述压装组件包括设在底板顶部一侧的压装台,所述压装台顶部一侧固定有固定板,所述压装台顶部另一侧设有活动板,所述活动板远离固定板的一侧设有用于推动活动板朝向固定板移动的液压缸,所述液压缸底部设有支撑架,所述支撑架通过螺栓固定在底板顶部;
4、所述底板顶部设有将待压装电机输送到压装台顶部后侧的电机上料组件;
5、所述电机上料组件一侧顶部设有用于输送待压装蜗杆的蜗杆上料组件,所述蜗杆上料组件的输送尽头设有将蜗杆轴心与位于压装台顶部后侧的待压装电机轴心对齐的预对齐组件,通过预对齐组件将蜗杆一端嵌入待压装电机内部,并通过电机上料组件的不断输送将多个内部嵌有蜗杆的电机推到压装台顶部,使得液压缸驱动活动板移动一次能够同时对多个蜗杆和多个待压装电机进行压装装配;
6、所述压装台远离蜗杆上料组件的一侧设有将多个压装后电机竖直堆叠在一起的堆叠组件;
7、所述堆叠组件一侧设有用于输送压装后电机的运出组件,通过堆叠组件自动将压装后电机推到运出组件上进行输送。
8、进一步地,所述预对齐组件包括固定槽,所述固定槽通过支架立在底板顶部,所述固定槽位于压装台顶部一侧,所述固定槽中轴线与待压装电机的中轴线重合;
9、所述固定槽顶部设有两个上下分布的转辊,两个转辊设在蜗杆上料组件的输送尽头,两个转辊外端均固定有转轴,两个转轴外端设有同一个橡胶传送带,所述橡胶传送带外壁设有多个等间距分布的转动槽;
10、所述橡胶传送带顶部设有限位槽,所述限位槽位于转轴中轴线的正上方并与转轴中轴线平行;
11、所述限位槽一侧设有空心短推杆,所述空心短推杆外端固定有限位环,所述空心短推杆内部插接有活塞杆,所述固定槽一侧设有实心长推杆,所述实心长推杆远离固定槽的一端以及活塞杆远离空心短推杆的一端固定有同一个连接板,所述连接板中部远离活塞杆和实心长推杆的一侧设有驱动连接板左右移动的电动缸,所述电动缸通过支架固定在压装箱内部侧壁上,通过连接板推动活塞杆、空心短推杆和实心长推杆分别朝向限位槽和固定槽移动,利用空心短推杆将蜗杆上料组件输送的蜗杆推入限位槽内部,然后该蜗杆再落入转动到输送带顶部的转动槽内部、使实心长推杆推动位于固定槽内部的蜗杆一端嵌入位于压装台顶部边缘位置的待压装电机内部,完成待压装电机与蜗杆的预对齐。
12、进一步地,所述实心长推杆和空心短推杆外端贯穿同一个推杆限位板,所述推杆限位板底端通过螺栓固定在底板顶部,所述限位环位于推杆限位板一侧,用于限制空心短推杆的移动距离。
13、进一步地,两个转轴两端均通过轴承活动连接有安装板,两个安装板之间固定有多个连接杆,多个连接杆内壁固定有同一个挡板,所述挡板位于内部安装有蜗杆的转动槽一侧,用于阻挡蜗杆从转动槽内部脱落;
14、位于顶部的所述转轴一端固定有驱动转轴转动的第一电机,所述第一电机为步进电机,所述限位槽一端与靠近第一电机的安装板侧壁固定连接,靠近所述第一电机的安装板顶部固定有第二安装架,所述第二安装架通过螺栓固定在压装箱侧壁中,所述推杆限位板顶端与第二安装架底部固定。
15、进一步地,所述堆叠组件包括设在底板顶部前侧的堆叠箱,所述堆叠箱设在压装台远离预对齐组件的一侧,所述堆叠箱内部顶端插接有z型板,所述z型板底部螺纹连接有两个螺纹杆,所述螺纹杆顶端、底端分别与压装台底部、底板顶部通过轴承活动连接,两个螺纹杆底端均贯穿有第一齿轮,两个第一齿轮之间啮合有第二齿轮,所述第二齿轮顶部设有驱动第二齿轮转动的第二电机,所述第二电机能够正反转动,所述第二电机底部的输出轴贯穿第二齿轮并与底板顶部通过轴承活动连接;
16、所述堆叠箱侧壁中插接有移动框,所述移动框一侧固定有两个上下分布的横杆,两个横杆远离移动框的一端固定有竖板,所述竖板底端螺纹连接有往复丝杆,所述往复丝杆两端通过轴承连接有竖杆限位框,所述竖板底端插接在竖杆限位框内部,所述往复丝杆一端贯穿竖杆限位框并延伸出竖杆限位框一侧,该往复丝杆一端设有驱动往复丝杆转动的第三电机,所述第三电机通过螺栓固定在底板顶部,通过第三电机驱动往复丝杆转动并推动竖板和横杆将移动框从堆叠箱内部推出,使移动框推动位于z型板顶部的电机向一侧移动。
17、进一步地,所述电机上料组件包括设在底板顶部的第一带式输送机,所述第一带式输送机输送尽头与压装台顶部平齐,用于将待压装的电机输送到压装台顶部,所述第一带式输送机输送尽头的顶部设有两个电机限位板,两个电机限位板相向的一侧均加工有与待压装电机端头形状匹配的通槽,多个待压装电机在第一带式输送机顶部等间距分布,每通过第一带式输送机将一个待压装电机输送到压装台顶部边缘位置后实心长推杆则推动蜗杆一端嵌入待压装电机内部。
18、进一步地,所述蜗杆上料组件包括设在橡胶传送带顶部一侧的第二带式输送机,所述第二带式输送机的输送尽头位于限位槽中轴线对齐,所述第二带式输送机外端设有第一安装架并通过第一安装架固定在压装箱内部侧壁上,所述第二带式输送机远离橡胶传送带一端顶部设有上料筒,所述上料筒固定在压装箱后壁上,所述压装箱后侧固定有爬梯,用于方便工作人员攀爬将待压装蜗杆放置在上料筒内部;
19、多个蜗杆等间距分布在第二带式输送机顶部,第二带式输送机每将一个蜗杆传送到限位槽一侧空心短推杆则推动蜗杆移动到限位槽内部并使蜗杆在自重作用下落入转动到橡胶传送带顶部的转动槽内部。
20、进一步地,所述运出组件包括设在堆叠箱一侧的连接横板,所述连接横板远离堆叠箱的一侧设有第三带式输送机,所述移动框推动压装后的电机经过连接横板移动到第三带式输送机顶部,将压装后的成品输送出去。
21、进一步地,所述压装箱前侧顶部镶嵌有控制器显示屏,所述控制器显示屏后侧连接有控制器,所述控制器安装在压装箱内部顶端,用于控制电机上料组件、蜗杆上料组件、预对齐组件、压装组件、堆叠组件和运出组件的运行。
22、本发明还包括使用上述电机蜗杆压装装配设备的压装方法,包括以下具体步骤:
23、s1、先将待压装蜗杆平行放置在上料筒内部,使其能够沿着上料筒底部的倾斜面逐个移动到第二带式输送机顶部,然后启动第二带式输送机,使第二带式输送机顶部的蜗杆能够在第二带式输送机的输送下将蜗杆输送到限位槽一侧,完成蜗杆的上料;
24、再将待压装电机放置在第一带式输送机顶部,接着启动第一带式输送机,利用第一带式输送机将待压装电机输送到压装台的边缘处,完成待压装电机的上料;
25、s2、在第二带式输送机将蜗杆输送到限位槽一侧时,启动电动缸,利用电动缸推动连接板带动活塞杆在空心短推杆内部移动,当活塞杆一端与空心短推杆内壁接触时活塞杆继续推动空心短推杆朝向限位槽移动,直至将移动到限位槽一侧的蜗杆推入限位槽内部,进入限位槽内部的蜗杆在自身重力的作用下自动落入转动槽内部;
26、同时启动第一电机,利用第一电机驱动转轴和转辊带动橡胶传送带转动,并通过橡胶传送带带动安装在其外壁上的多个转动槽转动,使多个转动槽能够逐个移动到限位槽的正下方,便于空心短推杆将不同的蜗杆推入到不同的转动槽内部;
27、随着转动槽的转动其内部的蜗杆同步转动,在蜗杆跟随转动槽转动到固定槽正上方时,转动槽内部的蜗杆会在自重的作用下自动掉入固定槽内部,之前连接板在推动活塞杆移动同时还会推动实心长推杆朝向固定槽移动,直至实心长推杆将位于固定槽内部的蜗杆推入到移动到压装台顶部边缘处的待压装电机中,使蜗杆一端嵌入到待压装的电机内部,完成蜗杆与待压装电机的预对齐;
28、s3、随着第一带式输送机的不断驱动,会不断有新的待压装电机移动到压装台顶部边缘处,新移动到压装台边缘处的待压装电机会推动经过预对齐后的待压装电机向一侧移动,直至压装台顶部并排停放多个经过预对齐后的待压装电机,此时,启动液压缸,利用液压缸推动活动板朝向固定板移动,而且固定板固定不动,使得待压装的电机能够被挤压在固定板和活动板之间,直至将原本一端嵌入在待压装电机内部的蜗杆压入待压装电机内部,以同时完成多个待压装电机与蜗杆的压装装配;
29、s4、随着第一带式输送机的不断驱动,压装台顶部压装后电机会被新移动到压装台顶部边缘处的待压装电机挤到z型板顶部,此时启动第二电机,利用第二电机驱动第二齿轮带动与第二齿轮啮合的两个第一齿轮转动,使得第一齿轮能够驱动两个螺纹杆转动,并通过螺纹杆带动z型板向下移动,当z型板下移的高度为一个压装后电机高度时,另一个压装后电机会继续被新移动到压装台顶部边缘处的待压装电机挤到z型板顶部,形成多个压装后电机堆叠在一起的情形;
30、待位于压装台顶部压装后电机完全移动到z型板顶部之后,启动第三电机,利用第三电机驱动往复丝杆转动,使得往复丝杆能够驱动竖板推动横杆带动移动框朝向连接横板移动,移动框在移动的过程中推动堆叠在z型板顶部的压装后电机经过连接横板移动到第三带式输送机顶部,此时启动第三带式输送机,就能够将压装后的电机输送出去。
31、本发明具有如下优点:
32、1、本发明通过利用第一带式输送机自动将需要压装的电机输送到压装位置、利用第二带式输送机将需要压装的蜗杆向压装位置进行输送,免去了人工上料的繁琐,而且设置的第三带式输送机还能够自动将压装后的电机与蜗杆输送到远离加工区域的位置,以便于后续继续输送将其移动到指定位置,以进一步提高本发明的自动化水平,有助于提高电机和蜗杆的压装效率;
33、2、本发明通过利用预对齐组件将经由第二带式输送机输送的底板蜗杆移动到位于压装台顶部的电机一侧,也就是利用转动的橡胶传送带带动转动槽转动将位于转动槽内部的蜗杆移动到固定槽内部,本发明中固定槽的轴心与位于压装台顶部的电机轴心相对齐,因此可以再通过电动缸推动实心长推杆,使实心长推杆能够将位于固定槽内部的蜗杆推入待压装的电机内部,使得蜗杆能够在压装前先与电机对齐并且能够将蜗杆的一端嵌入到电机内部,实现蜗杆与电机的预对齐,再利用液压缸推动活动板将移动到压装台顶部的多个一端分别嵌入到不同电机内部的蜗杆冲压到电机内部,以完成电机和蜗杆的压装,并且一次冲压操作能够完成多个电机与蜗杆的压装,有助于提高压装的效率。
34、3、通过设置的固定槽与移动到压装台顶部的电机轴心对齐,并利用实心长推杆推动位于固定槽内部的蜗杆一端嵌入待压装的电机内部,能够在压装前实现蜗杆与电机的对齐,省去了人工对齐蜗杆和电机的操作,不仅能够提高本发明的压装效率,还能够提高本发明的自动化水平。
35、4、本发明设置的第一带式输送机能够将待压装的电机源源不断地输送到压装台顶部,并利用新移动到压装台顶部的电机推动压装后的电机移动到z型板顶部,直至将多个电机竖直排列在堆叠箱顶部,能够对压装后的电机自动堆叠,使其能够在横杆和移动框的推动下移动框移动到连接横板顶部,使得竖直堆叠在一起的压装后的电机能够随着第三带式输送机的输送移动到第三带式输送机的另一端,方便工作人员或者其他搬运设备一次搬运多个电机,有助于提高后续压装后电机的搬运效率。
- 还没有人留言评论。精彩留言会获得点赞!