一种换热管折弯机的制作方法
本技术涉及管材折弯,尤其是涉及一种换热管折弯机。
背景技术:
1、换热管是换热器的元件之一,置于筒体之内,用于两介质之间热量的交换, 具有很高的导热性和良好的等温性。 常用材料有碳素钢、低合金钢、不锈钢、铜、铜镍合金、铝合金、钛等。此外还有一些非金属材料,如石墨、陶瓷、聚四氟乙烯等。
2、在实际加工过程中,通常需要对换热管进行裁断处理,以形成一节节所需预设的长度,然后通过折弯处理而形成u型管状,以便后续能够与其他配件进行装配。但是,目前在对换热管进行加工处理时,通常采用分开式加工方式,其调直、裁断、折弯部分均在不同的设备上完成,这种加工方式比较繁琐,加工效率低。因此,可做进一步改进。
技术实现思路
1、为了能够提高对换热管的加工效率,本技术提供一种换热管折弯机。
2、本技术提供的一种换热管折弯机采用如下的技术方案:
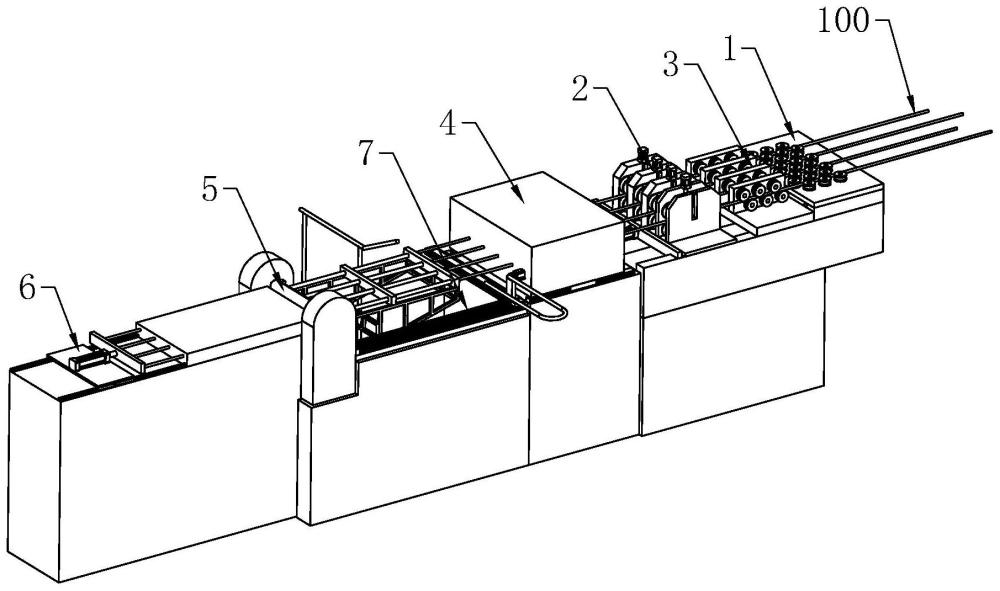
3、一种换热管折弯机,包括机台;导送单元,安装于机台,用于对换热管进行牵引导送;调直单元,安装于机台中换热管的输入一端,用于对输入的换热管进行调直处理;裁断单元,安装于机台,用于对调直后的换热管依据预设长度进行裁断处理;折弯单元,安装于机台,用于对裁断后的换热管进行折弯处理而形成u型管状;退料单元以及下料单元,所述退料单元用于推出折弯成型的换热管,且在下料单元的配合下进行下料处理。
4、通过采用上述技术方案,在实际工作的过程中,导送单元对换热管进行牵引输送,使其依次经调直单元、裁断单元、折弯单元进行导送;在这个过程中,调直单元对换热管进行调直处理,且当输送的长度达到所需长度后,裁断单元对其进行裁断处理;然后,在折弯单元的处理下,对被裁断的换热管进行折弯处理,以形成u型管状;接着,退料单元推出折弯成型的换热管,且在下料单元的配合下进行下料处理,以实现对换热管的自动加工成型,其加工效率高,能够有效降低人工成本。
5、可选的,所述调直单元包括第一调直部和第二调直部,且所述第一调直部用于对换热管进行水平方向调直处理,所述第二调直部用于对换热管进行上下方向调直处理。
6、通过采用上述技术方案,在实际工作过程中,当换热管经第一调直部进行导送时,第一调直部对换热管进行水平方向调直处理,当换热管经第二调直部进行导送时,第二调直部对换热管进行上下方向调直处理,以实现对换热管的调直处理。
7、可选的,所述第一调直部包括多列第一调直轮,多列所述第一调直轮沿水平方向排列布置,且相邻两列所述第一调直轮之间形成供换热管进行直线导送的管通道。
8、可选的,所述第二调直部包括多组第二调直轮,且每组所述第二调直轮分别与相邻两列第一调直轮所形成的调直通道一一相对应设置;每组所述第二调直轮中的数量均为两列,两列所述第二调直轮沿竖向排列布置,以形成供换热管进行直线导送的管通道,且所述第二调直部中的管通道与第一调直部中的管通道相对准设置。
9、可选的,所述裁断单元包括裁断箱,所述裁断箱内设有供换热管进行穿设的管通道,所述裁断箱内安装有用于对换热管进行裁断处理的裁刀件,且所述裁刀件布置安装于裁断箱靠近折弯单元一侧;所述裁断箱沿前后方向滑动安装于机台,且通过裁断行走驱动件进行驱动朝靠近或者远离折弯单元方向移动。
10、通过采用上述技术方案,在实际工作过程中,当换热管输送至折弯单元的长度达到预设长度后,停止换热管输送。此时,利用裁断单元内的裁刀件对换热管进行裁断处理,然后裁断单元朝远离折弯单元方向移动,使换热管的裁断口外露出裁断单元,以使后续折弯单元能够对被裁断部分进行折弯处理。同时,在折弯单元对被裁断部分进行折弯处理过程中,裁断单元朝靠近折弯单元方向移动复位,以等到下一周期工作。
11、可选的,所述折弯单元包括折弯座以及安装于折弯座上的第一折弯部、第二折弯部和绕杆;所述绕杆安装于第一折弯部与第二折弯部之间,且所述绕杆水平设置;所述第一折弯部布置安装于绕杆靠近裁断单元一侧,且所述第一折弯部可绕绕杆向上进行翻转折叠或者向下翻转至水平状态;所述第二折弯部布置安装于绕杆远离裁断单元一侧,且所述第二折弯部水平设置;所述第一折弯部、第二折弯部内均设有供换热管进行直线导送的管通道,且当第一折弯部翻转至于第二折弯部翻转至水平状态时,所述第一折弯部中的管通道与第二折弯部中的管通道相对准。
12、通过采用上述技术方案,在实际工作过程中,自裁断单元导送出来的换热管能够依次穿设于第一折弯部、第二折弯部,当裁断单元对换热管进行裁断处理后,第一折弯部绕绕杆向上进行翻转,对被裁断单元所裁断的换热管进行折弯处理成u型管状,以完成换热管的折弯处理。
13、可选的,所述退料单元包括退料座、退料推板以及退料驱动件;所述退料座安装于机台上,所述退料推板安装于退料座且朝向折弯单元;所述退料驱动件安装于退料座,且用于控制退料推板朝靠近或者远离折弯单元方向移动。
14、通过采用上述技术方案,一方面,在进行折弯处理前,退料推板充当定位板,用于限制换热管的穿设长度;另一方面,当对换热管进行折弯处理后,退料推板朝靠近折弯单元方向移动,以将换热管中u型头部推出折弯单元。
15、可选的,所述下料单元包括下料移动座、下料拨杆、第一驱动件、第二驱动件、第三驱动件以及下料架;所述下料拨杆安装于下料移动座,且通过第一驱动件进行向上摆动至水平状态或者向下摆动至倾斜状态;所述下料移动座安装于裁断单元与折弯单元之间,所述第二驱动件用于驱动下料移动座沿机台长度方向进行前后移动,所述第三驱动件用于驱动下料移动座沿机台宽度方向进行左右移动;所述下料架立式安装且布置安装于机台的外侧,且当下料拨杆向下摆动至倾斜状态,所述下料架与下料拨杆进行对接,用于承接自下料拨杆上滑落的成型后的u型换热管进行收集。
16、通过采用上述技术方案,在下料过程中,当退料单元推出换热管后,下料移动座朝靠近折弯单元方向进行移动,直至移动至靠近绕杆位置处。然后,下料拨杆向内部方向移动伸入,以串接于成型后的u型换热管。接着,下料移动座朝远离折弯单元方向进行移动,以通过下料拨杆向外拉出成型后的u型换热管,直至成型后的u型换热管完全脱离出折弯单元,此时成型后的u型换热管全部倒挂排列于下料拨杆上。然后,下料拨杆向下摆动,以对接于下料架,使下料拨杆上成型后的u型换热管逐个下滑至下料架上进行下料收集,方便后续进行统一处理。另外,一方面,在退料过程中,由于退料单元仅仅需要将成型后的u型换热管的u型一端推出折弯单元,其所需移动行程较短,能够实现整机机构紧凑性,减少安装所需占据的空间,方便工厂的布局。另一方面,在下料拨杆向外牵引拉出成型后的u型换热管的过程中,由于下料拨杆始终对成型后的u型换热管的u型一端进行牵引支撑,使其不易于因受自身重力影响而出现弯曲变形,能够更好地保障换热管的折弯成型质量。
17、可选的,所述下料拨杆呈u型杆状,且所述下料拨杆水平设置且其开口一端朝向下料架方向;所述下料拨杆靠近下料移动座一端转动连接于下料移动座,且通过第一驱动件驱动摆动。
18、通过采用上述技术方案,在实际工作过程中,当需要拉出成型后的u型换热管,下料拨杆向上摆动至水平状态,且在上料移动座移动靠近于折弯单元后,通过上料拨杆中的开口一侧,对成型后的u型换热管进行串接。而当需要下料时,在上料移动座移动远离于折弯单元后,下料拨杆随下料移动座移动至下料架位置处,当下料拨杆向下摆动至倾斜状态后,下料拨杆远离下料移动座一端对接于下料架,使下料拨杆上的换热管能够自下料拨杆上滑动至下料架上进行倒挂收集。
19、可选的,所述退料单元可沿机台长度方向进行前后移动调整。
20、通过采用上述技术方案,在实际实用过程中,由于不同换热器所需换热管的长度尺寸不一样。因此,工人能够根据所需换热管的长度尺寸,对退料单元的安装位置沿机台的长度方向进行前后移动调整,以提高整机对所需不同长度换热管的适配性。
21、综上所述,本技术包括以下至少一种有益技术效果:
22、1.在实际工作的过程中,导送单元对换热管进行牵引输送,使其依次经调直单元、裁断单元、折弯单元进行导送;在这个过程中,调直单元对换热管进行调直处理,且当输送的长度达到所需长度后,裁断单元对其进行裁断处理;然后,在折弯单元的处理下,对被裁断的换热管进行折弯处理,以形成u型管状;接着,退料单元推出折弯成型的换热管,且在下料单元的配合下进行下料处理,以实现对换热管的自动加工成型,其加工效率高,能够有效降低人工成本;
23、2.在下料过程中,当退料单元推出换热管后,下料移动座朝靠近折弯单元方向进行移动,直至移动至靠近绕杆位置处。然后,下料拨杆向内部方向移动伸入,以串接于成型后的u型换热管。接着,下料移动座朝远离折弯单元方向进行移动,以通过下料拨杆向外拉出成型后的u型换热管,直至成型后的u型换热管完全脱离出折弯单元,此时成型后的u型换热管全部倒挂排列于下料拨杆上。然后,下料拨杆向下摆动,以对接于下料架,使下料拨杆上成型后的u型换热管逐个下滑至下料架上进行下料收集,方便后续进行统一处理。另外,一方面,在退料过程中,由于退料单元仅仅需要将成型后的u型换热管的u型一端推出折弯单元,其所需移动行程较短,能够实现整机机构紧凑性,减少安装所需占据的空间,方便工厂的布局。另一方面,在下料拨杆向外牵引拉出成型后的u型换热管的过程中,由于下料拨杆始终对成型后的u型换热管的u型一端进行牵引支撑,使其不易于因受自身重力影响而出现弯曲变形,能够更好地保障换热管的折弯成型质量;
24、3.在实际工作过程中,当需要拉出成型后的u型换热管,下料拨杆向上摆动至水平状态,且在上料移动座移动靠近于折弯单元后,通过上料拨杆中的开口一侧,对成型后的u型换热管进行串接。而当需要下料时,在上料移动座移动远离于折弯单元后,下料拨杆随下料移动座移动至下料架位置处,当下料拨杆向下摆动至倾斜状态后,下料拨杆远离下料移动座一端对接于下料架,使下料拨杆上的换热管能够自下料拨杆上滑动至下料架上进行倒挂收集。
- 还没有人留言评论。精彩留言会获得点赞!