一种六元中熵合金钎料及其制备方法和钎焊方法与流程
本发明属于钎焊,尤其涉及一种六元中熵合金钎料及其制备方法和钎焊方法。
背景技术:
1、钛及其合金比强度高,耐蚀性能好,是当代飞机和发动机的主要结构材料之一,可以减轻飞机或发动机的重量,提高结构效率。对于钛合金的钎焊连接,通常选择ti基(ti元素占比40%以上,重量百分比)或tizr基(ti元素占比35%且zr元素占比20%以上,重量百分比)钎料作为钎焊材料,以获得较好的接头组织以及对应的较高接头强度和较好的耐蚀性。
2、然而,纯钛的相变温度tβ为882℃,要求钎焊温度低于882℃进行钎焊连接,而对于tc16(ti-3al-5mo-4.5v,重量百分比)和tc18
3、(ti-5al-5mo-5v-1cr-1fe,重量百分比)钛合金,它们的相转变温度甚至低至840℃~880℃,即进行钎焊连接对应的钎焊温度要求低于840℃,且为确保在钎焊过程中被焊的钛合金母材不发生相转变,比较安全的钎焊温度应不高于830℃。这样,考虑钎焊一般要在高出钎料熔化温度的30℃-50℃的温度下进行钎焊,因此对于纯钛材料以及上述包括tc6、tc18等钛合金连接所需的理想钎焊料,其液相线温度最好低于790℃。此外,非常重要的,对于纯钛、钛合金的钎焊连接,不管是飞机导管类,还是航空、航海用热交换器薄壁复杂结构等各类工程应用要求,钎焊接头都追求兼备高的强度和较好的塑性,从而保证焊接结构的安全性与使用寿命。
4、然而,目前ti基或tizr基钎料的液相线温度较高,例如典型的ti-15cu-15ni合金(重量百分比),其液相线温度高,只适用于钎焊β相转变温度tβ高于960℃的钛合金;ti-13zr-21cu-9ni合金(重量百分比),其液相线温度仍然较高,只能在920℃-940℃的钎焊温度下进行钛合金的钎焊连接;还有的钎焊料虽然可以用于880℃左右钎焊温度实现对纯钛、钛合金的钎焊连接,但是钎焊接头强度难以超过500mpa,而且钎焊接头仍然呈现明显的脆性。一般地,在解决了某种被焊母材基本的可焊性以后,再进一步降低钎料的熔化温度以进一步降低需要的钎焊温度,并且还提高接头强度,同时还要降低钎焊接头的脆性,同时从上述这三个方面改进或者提高是极具挑战性的技术难点。目前尚缺乏能够在872℃以下温度进行纯钛或者纯钛与钛合金的钎焊、且使钎焊接头兼具较高强塑性的钎料材料。同时还有一点,在满足钎焊接头力学性能的前提下,尽可能降低钎焊温度以节约能源,是纯钛、钛合金钎焊领域一直追求的目标,但是目前显然缺乏能够在830℃以下温度进行纯钛与钛合金的钎焊、且使钎焊接头兼具较高强度的钎焊材料。
技术实现思路
1、有鉴于此,本发明的目的在于提供zr-ti-hf-ni-cu-co六元中熵合金钎料,本发明提供的钎料钎料液相线温度介于769℃~782℃,可以在815℃~828℃温度进行纯钛或者纯钛与钛合金的钎焊连接,而且获得的钎焊接头具有高的强度。
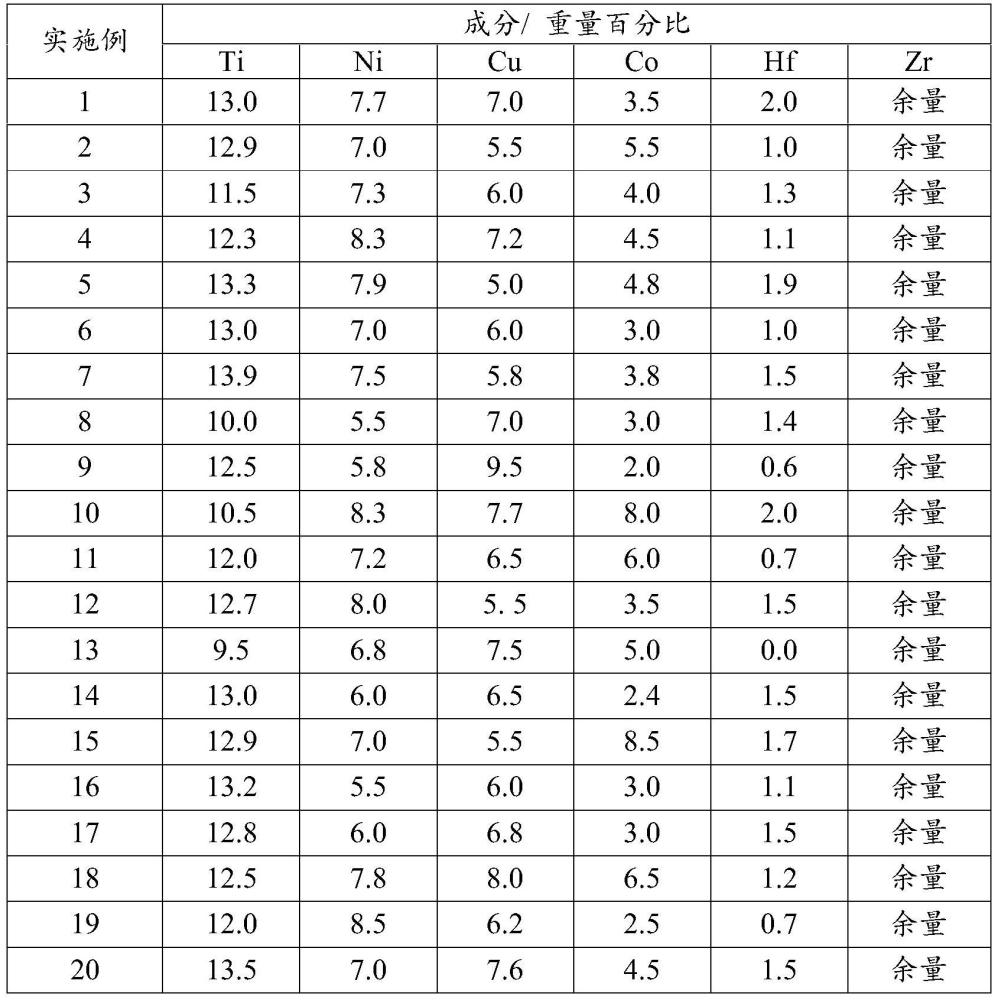
2、本发明提供了一种zr-ti-hf-ni-cu-co六元中熵合金钎料,所述钎料成份的重量百分比为:
3、ti:9.5~13.9;ni:5.5~9.5;cu:5.0~9.5;co:2.0~8.5;hf:0.0~2.0;zr:余量。
4、优选的,所述钎料成份的重量百分比为:
5、ti:9.5~13.0;ni:5.5~9.0;cu:5.0~9.5;co:3.0~8.0;hf:0.0~2.0;zr:余量。
6、优选的,所述钎料的液相线温度为769℃~782℃;
7、所述钎料为以下形状中的一种或者多种的中熵合金钎料:非晶态箔带状、粉末状、合金块状或粉末烧结体。
8、本发明提供了一种zr-ti-hf-ni-cu-co六元中熵合金钎料的制备方法,包括:
9、a)将金属原料熔炼制备得到合金锭;
10、b)将合金锭制备得到中熵合金钎料;所述中熵合金钎料的形状包括非晶态箔带状、粉末状、合金块状、粉末烧结体中的一种。
11、优选的,步骤b)具体包括如下步骤中的一种或多种:
12、i)采用氩气雾化制粉方法或等离子旋转电极雾化法将所述合金锭制备成合金粉末状钎料;
13、ii)采用单辊快淬方法将所述合金锭制成非晶态合金箔带钎料;
14、iii)机械破碎所述合金锭得到钎料合金块体;
15、iv)先按上述方法制备粉末状钎料,再压制烧结制备得到钎料烧结体。
16、本发明提供了上述任意一项所述的zr-ti-hf-ni-cu-co六元中熵合金钎料在纯钛和/或钛合金钎焊中的应用。
17、本发明提供了一种纯钛/或钛合金的钎焊方法,包括如下步骤:
18、a)备料:准备被焊的纯钛和/或钛合金的母材,经试件加工及表面清洗等预处理后,得到预处理的母材;
19、b)在所述预处理的母材的待焊接表面添加钎料,得到装配的组件;所述钎料为上述技术方案所述的钎料或上述技术方案所述的制备方法制备得到的钎料;
20、c)将装配的组件进行钎焊,即得。
21、优选的,
22、所述步骤a)预处理具体为去除母材表面的氧化物、油质或表面污染物;
23、所述步骤b)还包括通过工装夹具控制待钎焊基体之间的钎焊间隙为0.01~0.08mm。
24、优选的,步骤c)所述钎焊的温度具体为:
25、当基体含纯钛,则钎焊温度tb为:810℃~860℃;
26、当被焊基体为tc16或tc18钛合金时,则钎焊温度tb可以为:810℃~828℃;
27、当基体为相变温度高于840℃的钛合金时,则钎焊温度tb可以为:810℃~828℃,也可以为低于被焊钛合金母材的相转变温度10℃进行。
28、优选的,步骤c)所述钎焊的方式为真空钎焊或感应加热钎焊;
29、所述真空钎焊参数具体为:炉内真空度不低于1×10-3pa,以20~40℃/min速率进行升温、升温到500℃;以15~25℃/min速率继续升温、升温到tb并保温10min~25min;以15~25℃/min速率进行降温、随炉冷却至室温。
30、所述感应加热钎焊参数具体为:真空度为低于2×10-1pa时充入惰性气体至70~100kpa,随后在惰性气体的条件下,以50℃/min~100℃/min的升温速率加热至tb,保温1min~10min,再停止感应加热,自然冷却至室温。
31、与现有技术相比,本发明提供了一种zr-ti-hf-ni-cu-co六元中熵合金钎料,所述钎料成份的重量百分比为:ti:9.5~13.9;ni:5.5~9.5;cu:5.0~9.5;co:2.0~8.5;hf:0.0~2.0;zr:余量。本发明具有如下技术效果:钎料液相线温度介于769℃~782℃,钎料易于成形为非晶态钎料合金,在810℃~828℃钎焊温度下保温10分钟获得的纯钛-钛合金接头剪切强度达243~280mpa。
32、本发明钎料的优势和有益效果如下:
33、(1)钎料合金元素组成的特点与优势:运用了多元化合金设计原理,本技术发明专利共设计了6个组成元素,其中zr、ti、hf这3种能够彼此无限互溶的元素,它们之间无脆性的金属间化合物形成倾向。同时,ni、cu、co这3种元素分别作为降熔元素添加到钎料合金中,它们通过cu-ni-zr、cu-ni-ti、cu-ti-zr等三元低熔共晶以及co-ti、co-zr等二元低熔共晶原理,共同到达降低钎料合金熔点的效果,见附图1-图5。并且,经过热力学计算,本发明的六元钎料合金其混合熵δsmix(j·k-1mol-1)值介于9.72~11.32之间,满足高熵合金的热力学条件δsmix值落在1.0r-1.5r的范围,判定属于中熵合金钎料,因而在纯钛、纯钛与钛合金组合的钎焊接头中能起到良好的强韧化作用。
34、(2)钎料合金熔化温度得到有效降低,能够满足钎焊温度不高于830℃的理想需求。所申请的zr-ti-hf-ni-cu-co六元钎料合金中,采用了ni、cu、co三种元素联合降熔,降熔效果相对于单一的cu、ni、co或者它们当中任意两者共同降熔的效果都好得多,钎料实际的液相线温度都介于769℃-782℃之间,见附图6,因此可以在810-828℃温度范围内进行钎焊,既避免因钎焊温度过高引起对被焊母材性能的损伤,又有利于钎焊过程节约能源。这一点,对于大间隙接头(比如0.3mm~3mm),钎焊连接时通过同时添加钛合金粉末和钎料合金粉末,需要长时间(比如1小时以上)扩散烧结是钎焊接头致密化时,这种低的钎焊温度对应的钎焊过程节约能源效果更明显。
35、(3)由于本发明钎料的液相线温度低于782℃,因此特别适合于相转变温度为840℃~880℃的tc16、tc18钛合金的钎焊。另外,也适合于纯钛-钛合金组合接头的钎焊连接,更能用于tc4等常规钛合金的钎焊,适用的被焊钛合金母材广,而且钎焊温度可选择的范围也广,比如对于ta2纯钛,钎焊温度可以在810℃~870℃的范围内,对于tc4钛合金(其相变转变温度为大约为970℃),钎焊温度可以在830℃~910℃的范围。
36、(4)本技术发明的钎料合金,其成分设计充分考虑到了它必须具备良好的非晶态箔带形成能力的需求。尤其是对于由纯钛翅片与钛合金隔板所组成的多层薄壁复杂结构的热交换器的钎焊连接,在层与层之间采用完整、连续的非晶态合金箔带进行焊接前的铺填装配,可以保证装配便捷、高效而且钎焊质量稳定、可控。本技术发明的钎料合金的6个组成元素中,一类是zr、ti、hf元素,另一类是ni、cu、co元素,它们每类内部分别属于相似元素,但两类元素之间交叉又属于相异元素,见附图7,通过它们各自合适的添加量进行联合降熔,这种设计思路充分运用了非晶态合金“共晶点准则、原子尺寸差异化、相似相异元素共存“等设计原理,因此本发明钎料在保证足够低的熔化温度的前提下,非晶态箔带的形成能力明显优于zr-ti-ni体系、zrtininb(hf)钎料,采用单辊快淬方法,可以稳定地获得宽度25-50mm、厚度25-60μm的非晶态钎料箔带,不同批次制得的钎料箔带均呈现非晶态特征,见附图8。同时,因为本发明钎料的非晶态箔带形成能力强,制备钎料箔带的成材率提高到zr-ti-ni体系钎料、zr-ti-ni-nb(hf)钎料的1.5倍以上。
37、(5)使用本发明钎料,对应纯钛-钛合金组合接头,比如在825℃-10min钎焊条件下纯钛-纯钛、纯钛-钛合金钎焊接头的微观组织如附图9所示,接头中心区宽度约30μm,接头中心区与被焊纯钛-钛合金母材之间存在约25-40μm宽度的扩散反应区,但是整个钎焊接头不存在明显的白亮色的cu-ti、cu-zr、ni-ti、ni-zr、co-ti或co-zr等金属间化合物。本发明钎料采用ni、cu、co这三种元素含量均衡的联合降熔方法,有效避免了它们当中仅仅依靠某一种元素降熔时因其添加量过高引起在钎焊接头形成强烈的脆性金属间化合物的倾向,当钎焊保温足够的时间,ni、cu、co元素是以固溶体形式存在于(zr,ti,hf)固溶体中,它们本身未引起接头脆性,反而是起到了强化钎焊接头的重要作用。因此,使用本技术发明钎料,在合适的钎焊工艺条件下获得的钎焊接头同时具有良好的强度和塑性。
38、(6)本发明钎料钎焊时在纯钛、钛合金基体的润湿与铺展、填缝能力极强,例如在825℃-10min真空加热条件下钎料在纯钛ta2上表现出良好的润湿性,润湿角仅为37°,见附图10;在860℃-10min的真空钎焊条件下它对钛合金ta18的填缝长度达75-90mm,见附图11。
39、(7)本发明钎料对于纯钛、纯钛与钛合金组合的钎焊,在850-865℃钎焊温度和保温时间18-25分钟获得了兼具高强度和良好塑性的综合效果:ta2-tc4、ta2-ta18钎焊接头室温下拉伸强度均在530mpa以上,同时两种接头的延伸率分别达到10%、12%以上,从根本上消除了传统钎料对应的钎焊接头脆性特征,实现了接头的强塑性匹配。同时,在810-828℃钎焊所获得的ta2-ta18、ta2-tc16、ta2-tc18等接头室温下剪切强度达到243mpa-280mpa。
40、(8)前已述及,本发明钎料中不含高熔点nb元素,而且明确要求hf的含量控制不高于重量百分比2.0%的水平,同时ni、cu、co这三种降熔元素的添加量比较均衡,这些都有利于熔炼获得成分均匀的铸锭,进一步,通过成分均匀的铸锭,通过单辊快淬方法易于获得成分均匀、无偏析的非晶态合金箔带钎料。另一方面,通过成分均匀的铸锭,经氩气雾化制粉和等离子旋转电极雾化法两个方法进行验证,制粉过程安全稳定,且能够获得成分均匀的粉末状钎料。
41、(9)钎料合金本身具有高度合金化的特点,所得钎焊接头由于在钎焊过程中又发生了cu、ni、co元素向被焊纯钛、钛合金基体的扩散,以及被焊纯钛、钛合金基体中ti元素向钎缝区的扩散,因此钎焊接头表现为tizr(hf)基超级固溶体,其中cu、ni、co元素的含量均处于相对较低的水平,因此钎焊接头不仅力学性能好,而且钎焊接头的高合金化特征保证了其具有良好的耐蚀性。
- 还没有人留言评论。精彩留言会获得点赞!