一种应用于稀有金属原材料剪切液压机的控制系统及控制方法与流程
本发明涉及金属材料剪切,尤其涉及一种应用于稀有金属原材料剪切液压机的控制系统及控制方法。
背景技术:
1、目前公知的应用于稀有金属原材料剪切液压机控制系统在剪切过程中容易形成大小尺寸不均匀的料块,通常还需要将这些不均匀的大料块进行输送和复剪,来获得满足下一工序使用的较小的料块,但这一过程,基本都是通过手动人工对位、筛选的操作方式来进行原始材料的剪切和输送工作,为了解决上述缺陷问题,本发明提供了一种应用于稀有金属原材料剪切液压机的控制系统及控制方法,通过设置的plc控制模块中控制系统的逻辑判断和运算对稀有金属原材料的剪切实现全自动生产过程,一定程度上减少了剪切过程中大小尺寸不均匀的缺陷问题;通过设置的plc控制模块与剪切模块、接料筛选及输送模块、储料模块建立的信息交互连接,解决了传统中人工进行对位、筛选及剪切和输送工作的缺陷,达到了减小产品剪切成料大小尺寸误差和节约人力经济成本的有益效果。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的问题,而提出的一种应用于稀有金属原材料剪切液压机的控制系统及控制方法。
2、为了实现上述目的,本发明采用了如下技术方案:
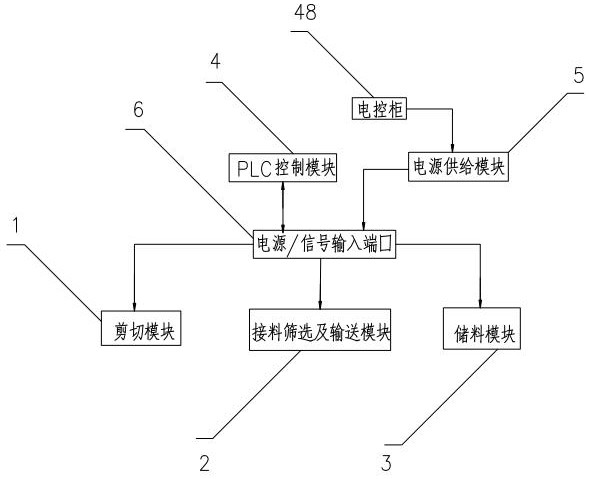
3、一种应用于稀有金属原材料剪切液压机的控制系统,包括有剪切模块、接料筛选及输送模块、储料模块、plc控制模块、电源供给模块,多个电源/信号输入端口,所述plc控制模块通过电源/信号输入端口分别与所述剪切模块、接料筛选及输送模块、储料模块建立信息交互连接;剪切模块中包括有切刀机构、放料槽,切刀机构位于放料槽前端的上方,在放料槽的尾端部中设置有推料机构用于推料至放料槽的前端;
4、接料筛选及输送模块中设置有震动筛选装置、震动电机、输送皮带、重量检测传感器;所述震动筛选装置的侧面连接震动电机,输送皮带中包括有第一输送皮带、第二输送皮带和第三输送皮带;储料模块中包括有第一储料仓、第二储料仓、第三储料仓;
5、所述plc控制模块中包括有伺服电机、位置测量装置、速度测量装置、hmi数据输入装置、可编程序逻辑控制器plc接口、进给伺服系统、主轴驱动系统、ybdp伺服驱动器、 电控柜、外部设备接口端io;所述电源供给模块与电控柜连接后与所述多个电源/信号输入端口建立连接,分别给所述剪切模块、接料筛选及输送模块、储料模块和plc控制模块提供电源及信息指令。
6、进一步地,所述震动筛选装置固定在放料槽前端的下方,在震动筛选装置中设置有多层筛选装置,分别包括有第一层筛选装置、第二层筛选装置和第三层筛选装置;所述第一层筛选装置与第二层筛选装置及第三层筛选装置之间通过支撑架连接;所述震动电机连接在支撑架的一侧;在所述第一层筛选装置和第二层筛选装置及第三层筛选装置中对应设置有筛孔,所述第一层筛选装置筛孔的直径大于第二层筛选装置筛孔的直径;所述第二层筛选装置筛孔的直径大于第三层筛选装置筛孔的直径。
7、进一步地,所述第一层筛选装置与第一输送皮带连接;所述第二层筛装置与第二输送皮带连接;所述第三层筛选装置与第三输送皮带连接,在所述第一输送皮带和第二输送皮带及第三输送皮带对应的下方分别设置有第一驱动机构、第二驱动机构和第三驱动机构;
8、所述第一驱动机构、第二驱动机构和第三驱动机构分别通过ybdp伺服驱动器与第一输送皮带、第二输送皮带、第三输送皮带对应建立驱动连接;在所述第一输送皮带、第二输输送皮带和第三输送皮带的底部设置有重量传感器。
9、进一步地,所述第一驱动机构、第二驱动机构和第三驱动机构与ybdp伺服驱动器之间设置有主轴驱动系统;所述第一输送皮带、第二输送皮带和第三输送皮带与ybdp伺服驱动器之间通过外部设备接口端io建立信号控制连接;所述hmi数据输入装置通过可编程逻辑plc接口分别连接剪切模块、接料筛选及输送模块、储料模块;所述第一输送皮带、第二输送皮带和第三输送皮带分别对应连接第一储料仓、第二储料仓和第三储料仓。
10、进一步地,所述接料筛选及输送模块通过外部设备接口端io分别连接ybdp伺服驱动器:所述剪切模块通过电源/信号输入端口与伺服电机连接,所述伺服电机通过外部设备接口端io与主轴驱动系统建立信号连接。
11、进一步地,所述位置测量装置和速度测量装置通过电源/信号输入端口与所述可编程序控制器plc接口与所述伺服电机建立信号连接;所述可编程序控制器plc接口通过伺服电机与所述推料机构建立信号连接;所述进给伺服系统通过电源/信号输入端口与伺服电机建立信号连接。
12、进一步地,所述位置测量装置和速度测量装置与所述可编程序逻辑控制器plc接口之间分别设置有外部设备接口端io;所述伺服电机与推料机构之间设置有外部设备接口端io。
13、一种应用于稀有金属原材料剪切液压机控制系统的控制方法,包括上述中任一所述的金属原材料剪切液压机的控制系统,包括以下步骤:
14、s1:在plc控制模块中设置原材料和剪切液压机的相关参数;在plc控制模块中的hmi数据输入装置中输入原材料的属性参数值,剪切模块的计算和工艺参数进行储存;
15、s2:系统输送金属原材料至剪切模块剪切原材料;
16、s3:被剪切后的金属原材料进入接料筛选及输送模块;
17、s4:接料筛选及输送模块筛选出合格和不合格的金属原材料;
18、s5:将合格的金属原材料输送至储料模块,不合格的金属原材料通过输送模块重新输送至剪切模块。
19、进一步地,s2中剪切模块中原材料的剪应力的表达式为:
20、τ=f/a,其中a代表金属原材料被剪切的面积㎡,f代表垂直于金属原材料面积的冲剪力(mn),可用于计算金属原材料的剪切模量为:
21、g =stress/strain=aτ/γ=a(f/a)/(s/d),可推导出原金属材料的应切变形量γ,将γ=s/d带入公式中,推导出 s/d=g/a(f/a),推导出:γ=g/f;其中:g代表金属原材料弹性模量或钢性模量(gpa);τ代表金属原材料的剪应力;s代表已知金属原材料面的位移(m);d代表金属原材料的直径(m),可计算出金属原材料在剪切液压机上的剪切模数。
22、进一步地,γ代表原金属材料的应切变形量;设置金属原材料被剪切的面积计算公式为:a=πdt,t代表切下金属原材料的厚度,金属原材料所需的冲剪力公式为:f≥aτ0,其中,τ0代表金属原材料的剪切极限应力,可推导出:τ0≤f/a;所述τ的范围值为440mpa-600mpa;所述g的范围值为40gpa-60gpa。
23、与现有的技术相比,本发明优点在于:
24、本发明提供了一种应用于稀有金属原材料剪切液压机的控制系统及控制方法,通过设置的plc控制模块中控制系统的逻辑判断和运算对稀有金属原材料的剪切实现全自动生产过程,一定程度上减少了剪切过程中大小尺寸不均匀的缺陷问题;通过设置的plc控制模块与剪切模块、接料筛选及输送模块、储料模块建立的信息交互连接,解决了传统中人工进行对位、筛选及剪切和输送工作的缺陷,达到了减小产品剪切成料大小尺寸误差和节约人力经济成本的有益效果。
- 还没有人留言评论。精彩留言会获得点赞!