一种用于铆接装置的供钉管路及供钉方法与流程
本技术涉及铆接设备的,尤其涉及一种用于测试的供钉管路及供钉方法。
背景技术:
1、自冲spr铆接设备主要用于汽车生产,实现汽车部件组装过程中的铆接工艺。铆接设备设备主要包含供钉系统和铆接装置,其中,供钉系统主要用于为铆接装置有序提供铆钉,铆接装置用于将铆钉冲入汽车部件的对应位置(铆点),实现单个铆钉的铆接。
2、在汽车的流水生产工艺中,为了保证铆接效率,铆接装置往往包含可存储多个铆钉的供钉管路以及从供钉管路取钉并直接进行铆接的铆接枪。从而可以使得铆接装置能够一次性从供钉系统中获得多个铆钉并存储在供钉管路中,并由铆接枪完成一定周期内的铆接工作。当供钉管路中的铆钉用完后,需要重新至供钉系统中补充铆钉。
3、由于铆接装置在供钉系统中补充铆钉时,需要中断铆接过程,且供钉管路可容纳的铆钉数量较多,通常可容纳30~70个铆钉;因此,为了提高铆接装置整体的铆接效率,需要加快铆接装置补充铆钉的效率;现有技术中,供钉系统往往通过高压气流吹动铆钉,将铆钉快速送入铆接装置的供钉管路中。
4、然而,现有技术中供钉管路往往具有较好的封闭性,使得供钉系统的高压气流在进入供钉管路后,气流速率大幅下降,一方面导致铆钉进入供钉管路的效率降低,另一方面使得铆钉进行运动速度下降后,容易在轨道上出现卡钉等现象;极大地影响了供钉系统对铆接装置的供钉管路进行补钉的效率。
技术实现思路
1、本技术的目的在于解决现有技术中铆钉的供钉系统对铆接装置的供钉管路进行补钉的过程效率较低以及可靠性较差的问题。因此,本技术提供了一种用于铆接装置的供钉管路及供钉方法,使得供钉管路能够高效且稳定地从供钉系统内获得有序排列的多个铆钉。提升了整个铆接装置的工作效率,提高了铆接装置补钉过程的可靠性和稳定性。
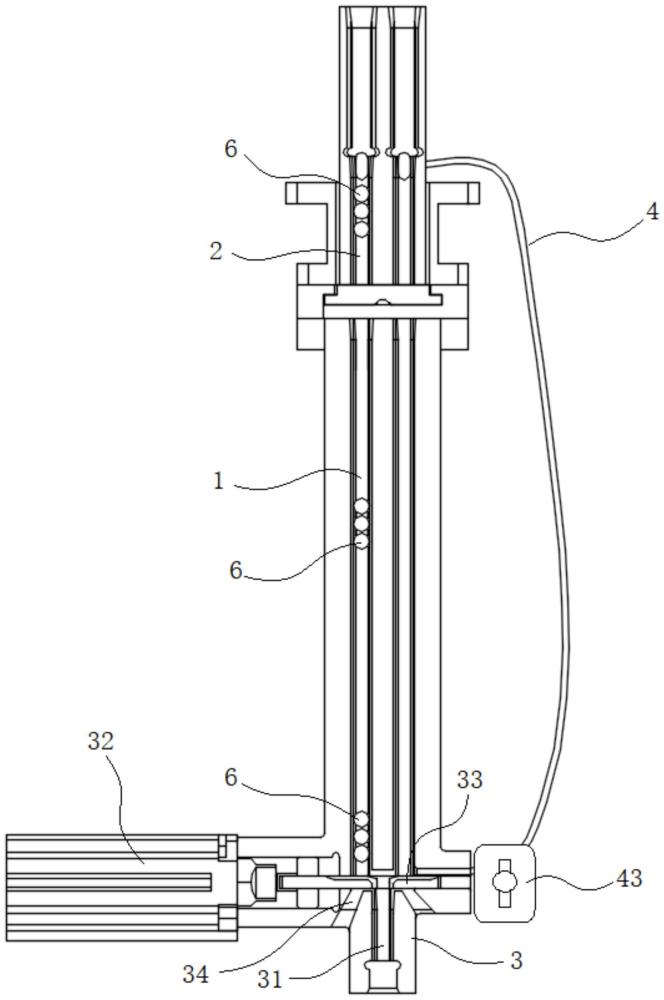
2、本技术实施例提供了一种用于铆接装置的供钉管路,包括并列设置的多个弹仓轨道;
3、所述弹仓轨道的一端设置有进钉管道,另一端与供钉组件连接;
4、所述供钉组件包括出钉通道、取钉件以及驱动件;
5、所述取钉件包括覆盖所述多个弹仓轨道出口的挡板,以及设置于所述挡板的取钉口;
6、所述驱动件可驱动所述取钉件,使得所述取钉口可与各所述弹仓轨道的出口对应或者与所述出钉通道的入口对应;
7、所述出钉通道的四周对应所述多个弹仓轨道的出口设置有至少一个排气孔;
8、所述进钉管道与所述多个弹仓轨道的出口连通设置有缓冲气路。
9、采用上述技术方案,当供钉系统的高压气流驱动铆钉进入弹仓轨道时,弹仓轨道出口的至少一个排气孔可以对弹仓轨道内部进行减压,避免高压气流在进入弹仓轨道时受阻,高压气流能够顺利推动铆钉进入弹仓轨道。
10、同时,为了避免高压气流推动铆钉的速度过快,导致铆钉猛烈撞击弹仓轨道出口的供钉组件;缓冲气路连接进钉管道的一端可以对供钉系统的高压气流进行分流,使得高压气流推动铆钉进入弹仓轨道后,压力和推力适合减小,避免铆钉进一步加速;另一方面,从进钉管道进入缓冲气路的气流导流至弹仓轨道的出口,从而形成气垫效果,对铆钉起到缓冲作用,从而减少了铆钉撞击供钉组件的作用力。
11、在一些实施例中,所述挡板朝向所述多个弹仓轨道的出口设置有导流面;所述导流面与多个弹仓轨道的出口间隔设置,并连通至所述取钉口。
12、采用上述技术方案,一方面,导流面可以将多个弹仓轨道的出口引流至取钉口,进一步减少弹仓轨道内的气压,保证高压气流能稳定高效地将铆钉送入弹仓轨道;另一方面,取钉件在取钉时,铆钉可以通过导流面稳定流畅地进入取钉口,完成一个铆钉的取钉过程。
13、在一些实施例中,所述出钉通道与所述多个弹仓轨道的出口呈间隔设置,形成活动空间;
14、所述取钉件活动设置于所述活动空间内,且所述取钉件伸出所述活动空间的一端与所述驱动件连接。
15、采用上述技术方案,可以使得取钉件通过驱动件自由地在不同弹仓轨道的出口进行取钉。
16、在一些实施例中,所述至少一个排气孔设置为两个,且呈“八”字形布置于所述出钉通道的两侧;
17、所述排气孔其中一端同时与所述活动空间以及所述出钉通道的入口连通。
18、采用上述技术方案,可以使得两个排气孔的气口可以朝向背离出钉通道流出,避免排除的气流对出钉通道的出钉过程造成影响。
19、在一些实施例中,所述多个弹仓轨道的其中一个弹仓轨道末端的侧壁设置有通气孔,且所述多个弹仓轨道的末端之间通过气道连通;
20、所述缓冲气路的一端同时与多个所述进钉管道连通,另一端连接至所述通气孔。
21、在一些实施例中,所述多个弹仓轨道设置为两个;两个所述弹仓轨道之间的气道与所述通气孔相对设置,并沿同一直线方向连通,且所述直线方向与所述弹仓轨道的延伸方向垂直。
22、在一些实施例中,所述缓冲气路设置有调节阀,所述调节阀用于改变所述缓冲气路的流通量。
23、在一些实施例中,所述缓冲气路设置有气泵,所述气泵可以向所述缓冲气路连接的通气孔供气。
24、本技术实施例还提供了一种供钉管路的供钉方法,包括如上述任一项实施例所述供钉管路,以及与所述供钉管路配合的供钉系统,所述供钉方法包括:
25、确定需要补充的铆钉规格和数量;
26、所述供钉系统将上述数量和规格的铆钉依次排列至出钉轨道中;
27、将所述供钉系统的出钉轨道与所述供钉管路的所述进钉管道对接;
28、所述供钉系统提供持续的高压气流将出钉轨道内的铆钉输送至所述进钉管道内;
29、当铆钉进入所述进钉管道时,通过所述进钉管道内的所述缓冲气路对所述高压气流进行分流;
30、当所述铆钉进入所述弹仓轨道时,通过至少一个排气孔对所述弹仓轨道内部进行减压;
31、当所述铆钉触及所述弹仓轨道的出口时,通过所述缓冲气路在所述弹仓轨道的出口形成气垫,对所述铆钉进行缓冲。
32、采用上述技术方案,当供钉系统的高压气流驱动铆钉进入弹仓轨道时,弹仓轨道出口的至少一个排气孔可以对弹仓轨道内部进行减压,避免高压气流在进入弹仓轨道时受阻,高压气流能够顺利推动铆钉进入弹仓轨道。
33、同时,缓冲气路连接进钉管道的一端可以对供钉系统的高压气流进行分流,使得高压气流推动铆钉进入弹仓轨道后,压力和推力适合减小,避免铆钉进一步加速;另一方面,从进钉管道进入缓冲气路的气流导流至弹仓轨道的出口,从而形成气垫效果,对铆钉起到缓冲作用,从而减少了铆钉撞击供钉组件的作用力。可以避免高压气流推动铆钉的速度过快,导致铆钉猛烈撞击弹仓轨道出口的供钉组件。
34、在一些实施例中,所述供钉方法还包括根据所述铆钉规格确定所述铆钉的结构强度;
35、根据所述铆钉的结构强度确定所述缓冲气路内气流的流速;
36、所述铆钉的结构强度越大,则所述缓冲气路内气流的流速越小;
37、反之,则所述缓冲气路内气流的流速越大。
38、采用上述技术方案,可以根据铆钉的结构强度设置缓冲气路合理的流速,使得铆钉可以在其结构强度允许的情况下,达到最快的供钉速率,从而在保证铆钉结构和供钉组件结构可靠性的情况下,最大程度的提高供钉系统的供钉速率。
39、本发明其他特征和相应的有益效果在说明书的后面部分进行阐述说明,且应当理解,至少部分有益效果从本发明说明书中的记载变的显而易见。
- 还没有人留言评论。精彩留言会获得点赞!