一种管件打点机的制作方法
本发明属于管件加工器械,特指一种管件打点机。
背景技术:
1、由于铜管具有导热性好、易加工且使用寿命长的优点,冰箱、空调等电器设备常用铜管作为制冷系统的散热和介质输送管道,并且根据具体应用情况,需要对铜管进行各种机械加工,例如折弯、打孔、打点、切割、焊接等等。其中,打点工序是在铜管表面加工出凸点,使铜管在与其它元件安装配合时起到定位作用。
2、目前,中国专利网公开了一种管件自动打点装置【授权公告号:cn218079924u】,包括机架、设于机架上的两个打点机构、夹料机构、上料机构及出料机构,两个打点机构径向相对设置,并且两个打点机构处于同一轴线上,夹料机构位于两个打点机构之间,夹料机构包括用于安装管件的夹料模具及驱动夹料模具夹紧或松开管件的夹料驱动源,两个打点机构分别对管件的两端口外侧壁进行定位打点,打点机构包括滑动设置在机架上的平移板、设置在平移板上的打点组件以及驱动平移板移动的平移驱动气缸,打点组件包括打点座、打点固定轴、上打点针、下打点针以及打点驱动组件,打点固定轴径向设置在打点座上且位于上打点针和下打点针之间,平移驱动气缸驱使打点组件向管件径向移动以使打点固定轴径向插入管件的端口内。
3、上述的管家自动打点装置存在以下缺陷:铜管件的的种类或类型具有多种,有些铜管件的长度较长,有些铜管件的长度较短,而上述管件自动打点装置中的气缸活塞杆的行程是固定的,所以打点固定轴的行程也是固定的不变的,使得装置只能对一种长度的铜管件进行打点,当需要加工的铜管件长度大于设定的铜管件长度时,打点固定轴的行程就会过长,导致两个打点针也会行程过大,无法在铜管件的端部侧壁打点,当需要加工的铜管件长度小于设定的铜管件长度时,打点针的行程过短,铜管件的端部无法位于两个打点针之间,也无法对铜管件的端部侧壁进行打点;除此之外,不同种类或类型的铜管件的外径也是不相同的,而上述两个打点针之间的最小间距是固定不变的,因此也只能对一种外径尺寸的铜管件进行打点,当待加工铜管件的外径过大时,两个打点针的端部就容易触碰到铜管件的外侧壁,当待加工铜管件的外径过小时,两个打点针的端部与铜管件的外侧壁距离过大,这些因素都会导致打点针无法对铜管件完成打点操作。
技术实现思路
1、本发明的目的是针对现有的技术存在上述问题,提出了一种管件打点机,本发明所要解决的技术问题是:解决现有的管件打点机无法对不同尺寸的管件进行打点的问题。
2、本发明的目的可通过下列技术方案来实现:
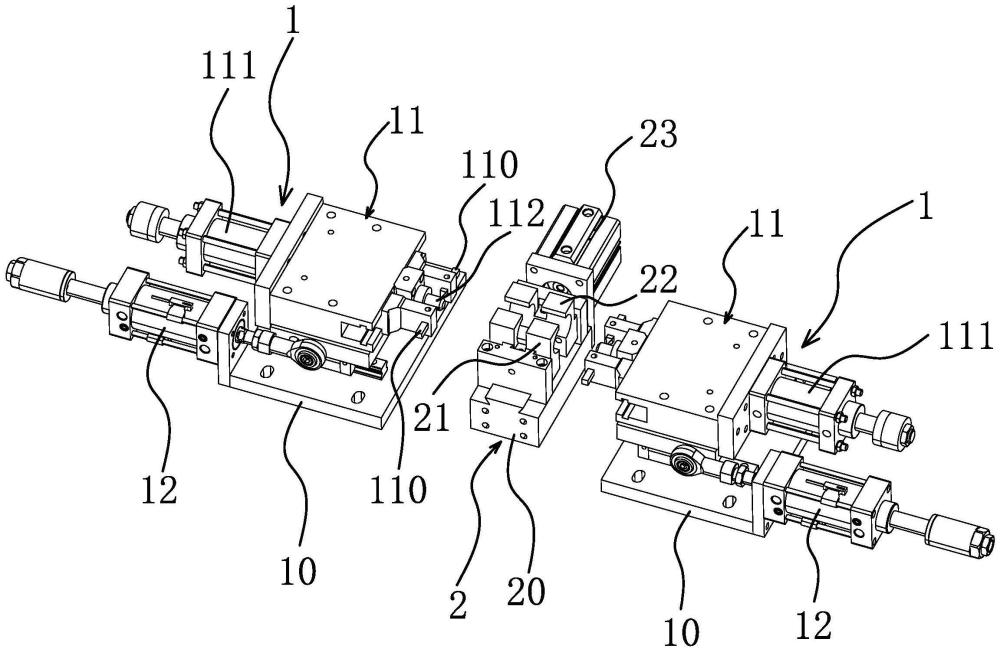
3、一种管件打点机,包括两个相对设置的打点机构和位于两个打点机构之间的管件夹紧机构,所述打点机构包括底板、滑动设置在底板上的打点组件和驱动打点组件滑动使其靠近或远离管件夹紧机构的气缸,所述气缸包括气缸体和后端伸出气缸体外的气缸杆,其特征在于,所述打点组件包括两个相对设置的打点针、通过传动结构驱动两个打点针靠近或远离的油缸以及位于两个打点针之间的打点固定轴,所述油缸包括油缸体和后端伸出油缸体外的油缸杆,所述气缸杆的后端和油缸杆的后端均螺纹连接有行程调节套,所述气缸杆位于行程调节套与气缸体之间的部位和油缸杆位于行程调节套与油缸体之间的部位上均能够套设有至少一个垫圈。
4、工作原理:将铜管件装夹在管件夹紧机构上,油缸通过传动结构驱动两个打点针相互远离,气缸驱动打点组件朝管件夹紧机构方向移动,使得打点固定轴插入到铜管件的端口内,接着油缸通过传动结构驱动两个打点针相互靠近,使得打点针的打点端靠近铜管件的外侧壁,方便后续的打点操作。
5、当待加工的铜管件长度较长时,为了避免打点固定轴的根部与铜管件的端口发生碰撞,此时需要降低打点组件的行程,通过旋转气缸上的行程调节套,使行程调节套朝向气缸体方向移动一定的距离,使得气缸杆的向前伸的行程缩短,进而缩短了打点固定轴向前移动的行程,使打点固定轴不至于过度插入到铜管件的端口内,同时也使得两个打点针刚好位于铜管件待打点部位的两侧,方便对长度较长的铜管件进行打点加工;同理,当待加工的铜管件长度较短时,此时需要增加打点组件的行程,通过旋转气缸上的行程调节套,使行程调节套朝向远离气缸体方向移动一定的距离即可。
6、当待加工的铜管件的外径较大时,为了保证打点固定轴能够准确插入到铜管件的端口内,通过旋转油缸杆上的行程调节套,使得行程调节套朝油缸体方向移动一定的距离,使得油缸杆的向前伸的行程缩短,当油缸杆向前伸至极限位置后,两个打点针相互靠近的行程变短,使得两个打点针的端部之间的距离变大,进而使得打点固定轴插入到铜管件内的过程中不会与打点针的端部发生碰撞干涉,解决了较大外径的铜管件打点加工的问题;同理,当待加工的铜管件的外径较小时,需要打点针的端部靠近该铜管件的外侧壁,此时通过旋转油缸杆上的行程调节套,使得行程调节套朝远离油缸体方向移动一定的距离,使得油缸杆的向前伸的行程边长,当油缸杆向前伸至极限位置后,两个打点针相互靠近的行程变长,使得两个打点针的端部之间的距离变小。
7、除此之外,当待加工的铜管件在长度和外径均发生变化时,可根据待加工铜管件的实际尺寸同时调节两个行程调节套的位置,使得气缸杆的伸出长度变大或变小,以及油缸杆的伸出长度变大或变小,以满足不同铜管件的加工需求。
8、由于铜管件在加工生产过程中,行程调节套的前后行程调节也是具有极限位置的,当行程调节套向前调节到极限位置后依然满足不了加工需求时,行程调节套可以直接螺纹取出,此时可根据具体调节差距将一定厚度的垫圈套设在气缸杆或油缸杆上,垫圈可根据实际厚度要求安装一个或两个或多个,进而进一步缩短气缸杆和油缸杆向外伸的行程,由于在铜管件上打点时精度要求较高,而通过油缸和气缸来控制行程的调节,通常在打点过程中发生较大的震动和位移,因此在垫圈不发生调节行程作用时,可以起到缓冲气缸和油缸调节的冲击力的作用,在本技术中,垫圈起到了一物两用的功能。
9、本结构通过在气缸杆和油缸杆上均设置行程调节套后,通过调节行程调节套的具体位置来控制气缸杆和油缸杆的向外伸出长度,进而控制打点组件的行程和控制两个打点针之间的行程,方便本管件打点机加工各种不同尺寸的铜管件,显著提高了管件打点机的适用范围。
10、在底板上设有滑轨,打点组件滑动连接在滑轨上,气缸的气缸杆与打点组件连接并带动打点组件沿着滑轨朝向或远离管件夹紧机构移动。
11、在上述的管件打点机中,所述气缸杆和油缸杆的后端均具有螺纹部和导向部,所述行程调节套的后端均螺纹连接在相应的螺纹部上,所述行程调节套的前端均套设在相应的导向部上。通过本结构的设置,螺纹部的设置方便行程调节套的螺纹连接,行程调节套的前端套设在导向部,导向部是光滑的,旋转行程调节套的过程中,降低行程调节套的旋转阻力,方便调节。
12、在上述的管件打点机中,所述螺纹部的后端均螺纹连接有锁紧螺母,所述锁紧螺母与相应的行程调节套的后端相抵靠。通过本结构的设置,当气缸杆或油缸杆向前伸至极限位置后,行程调节套的前端面与气缸体或油缸体相碰撞,锁紧螺母起到定位的作用,降低行程调节套发生松动后退的风险,进而保证行程调节套的调节精度,有利于对铜管件的加工精度。
13、在上述的管件打点机中,所述行程调节套的内壁与螺纹部之间具有间隙,所述行程调节套的后端内壁具有连接部,所述连接部与螺纹部螺纹连接。通过本结构的设置,行程调节套内除连接部外的其余部位均不与螺纹部发生接触,进而降低行程调节套的旋转阻力,方便调节。
14、在上述的管件打点机中,所述垫圈为橡胶垫圈。通过本结构的设置,在气缸杆或油缸杆向前伸至极限位置的过程中,垫圈将气缸杆的前端面、油缸杆前端面与缸体隔离,避免发生直接碰撞,起到降噪的效果,同时由于具有一定缓冲效果,降低对行程调节套的冲击,使得行程调节套不发生自转,使得行程调节套的位置基本保持不变,进而保证加工的精度。
15、在上述的管件打点机中,所述打点组件包括滑动设置在底板上的滑动座,所述传动结构包括设置在滑动座上的驱动座,所述滑动座上具有两个相对设置并且能够沿水平方向滑动的安装座,每个安装座上均设置有所述的打点针,所述驱动座与两个滑动座之间均通过连杆连接,所述油缸杆的前端与驱动座连接。通过本结构的设置,油缸杆向前伸的过程中,油缸杆推动驱动座向前移动,驱动座通过连杆带动两个安装座同时滑动并且相互靠近,进而带动两个打点针相互靠近;油缸杆向后收缩的过程中,油缸杆推动驱动座向后移动,驱动座通过连杆带动两个安装座同时滑动并且相互远离,进而带动两个打点针相互远离,从而通过配合实现对铜管两侧同步打点,提升了铜管的打点效率。
16、在上述的管件打点机中,所述驱动座具有两个铰接部一,所述安装座具有铰接部二,所述连杆的一端与铰接部一铰接、另一端与相应的铰接部二铰接。通过本结构的设置,滑动槽对驱动座的前后移动起到导向限位的作用,保证驱动座往复移动的过程比较平稳、顺畅,铰接部一和铰接部二的设置则方便连杆的连接。
17、在上述的管件打点机中,所述打点组件还包括可拆卸连接在滑动座前端中部的定位座,所述打点固定轴安装在定位座上。通过本结构的设置,当出现带加工铜管件的内径尺寸发生变化时,此时需要更换打点固定轴,进而将定位座从滑动座上拆下,然后将适用尺寸的打点固定轴装在定位座上后,再将定位座安装在滑动座上,方便设备对不同内径的铜管件进行加工。
18、在上述的管件打点机中,所述管件夹紧机构包括底座、固定在底座上的定夹具、滑动设置在底座上的动夹具和固定在底座上能够驱动动夹具靠近或远离定夹具的夹紧油缸。通过本结构的设置,将待加工铜管件放置在动夹具和定夹具之间,夹紧油缸驱动动夹具靠近定夹具,使得动夹具和定夹具合模夹紧铜管件。
19、与现有技术相比,本发明的管件打点机具有以下优点:本结构通过在气缸杆和油缸杆上均设置行程调节套后,通过调节行程调节套的具体位置来控制气缸杆和油缸杆的向外伸出长度,进而控制打点组件的行程和控制两个打点针之间的行程,方便本管件打点机加工各种不同尺寸的铜管件,显著提高了管件打点机的适用范围。
- 还没有人留言评论。精彩留言会获得点赞!