一种冲床用工件定位组件的制作方法
1.本实用新型涉及冲床技术领域,具体为一种冲床用工件定位组件。
背景技术:
2.冲床,就是一台冲压式压力机,在国民生产中,冲压工艺由于比传统机械加工来说有节约材料和能源,效率高,对操作者技术要求不高及通过各种模具应用可以做出机械加工所无法达到的产品这些优点,因而它的用途越来越广泛,冲压生产主要是针对板材的,通过模具,能做出落料,冲孔,成型,拉深,修整,精冲,整形,铆接及挤压件等等,广泛应用于各个领域,如我们用的开关插座,杯子,碗柜,碟子,电脑机箱,甚至导弹飞机
……
有非常多的配件都可以用冲床通过模具生产出来。
3.为保证冲模的质量,工件固定时需要在冲床的中心位置,与冲压器对齐,在现有的冲床加工过程中一般由人工不断地进行位置调整,费时费力,使得加工效率低,且在不便于自动对圆柱形的工件进行夹持定位。
4.因此,发明一种冲床用工件定位组件很有必要。
技术实现要素:
5.鉴于上述和/或现有一种冲床用工件定位组件中存在的问题,提出了本实用新型。
6.因此,本实用新型的目的是提供一种冲床用工件定位组件,通过对冲床上设置u形定位板和定位板,u形定位板内侧设置夹持板,通过u形定位板、夹持板和定位板对工件自动夹持后,自动调节工件位置,使工件调整至冲床的中心位置,同时u形定位板的两端设置为弧形卡槽,配合定位板使用,可用于对圆柱形的工件进行卡接限位,从而也便于自动对圆柱形的工件进行夹持限位,提高工件加工效率,能够解决上述提出现有为保证冲模的质量,工件固定时需要在冲床的中心位置,与冲压器对齐,在现有的冲床加工过程中一般由人工不断地进行位置调整,费时费力,使得加工效率低,且在不便于自动对圆柱形的工件进行夹持定位的问题。
7.为解决上述技术问题,根据本实用新型的一个方面,本实用新型提供了如下技术方案:
8.一种冲床用工件定位组件,其包括:冲床机座和冲床机身,所述冲床机身固定安装在冲床机座的上端,还包括:
9.用于对冲床用工件定位冲压的定位机构,所述定位机构安装在冲床机座和冲床机身上。
10.作为本实用新型所述的一种冲床用工件定位组件的一种优选方案,其中:所述定位机构包括u形定位板和伸缩杆二,所述伸缩杆二安装在冲床机身的内壁,所述u形定位板安装在伸缩杆二的输出端。
11.作为本实用新型所述的一种冲床用工件定位组件的一种优选方案,其中:所述u形定位板的两端均开设有对工件定位的弧形卡槽。
12.作为本实用新型所述的一种冲床用工件定位组件的一种优选方案,其中:所述u形定位板的两端均安装有伸缩杆一,所述伸缩杆一的输出端用于对工件夹持定位的夹持板。
13.作为本实用新型所述的一种冲床用工件定位组件的一种优选方案,其中:所述冲床机座的上端内壁分别开设有滑槽一和滑槽二。
14.作为本实用新型所述的一种冲床用工件定位组件的一种优选方案,其中:所述滑槽一的内侧滑动安装滑块一,所述滑槽二的内侧滑动安装滑块二,所述滑块一和滑块二的上端固定安装有定位板。
15.作为本实用新型所述的一种冲床用工件定位组件的一种优选方案,其中:所述冲床机座的右端分别安装有伸缩杆三和伸缩杆四,所述伸缩杆三的输出端连接滑块一,所述伸缩杆四的输出端连接滑块二。
16.作为本实用新型所述的一种冲床用工件定位组件的一种优选方案,其中:所述冲床机身的右上端通过螺栓安装有固定块,所述固定块的内壁安装有对工件冲压的冲压器。
17.与现有技术相比:
18.通过对冲床上设置u形定位板和定位板,u形定位板内侧设置夹持板,通过u形定位板、夹持板和定位板对工件自动夹持后,自动调节工件位置,使工件调整至冲床的中心位置,同时u形定位板的两端设置为弧形卡槽,配合定位板使用,可用于对圆柱形的工件进行卡接限位,从而也便于自动对圆柱形的工件进行夹持限位,提高工件加工效率。
附图说明
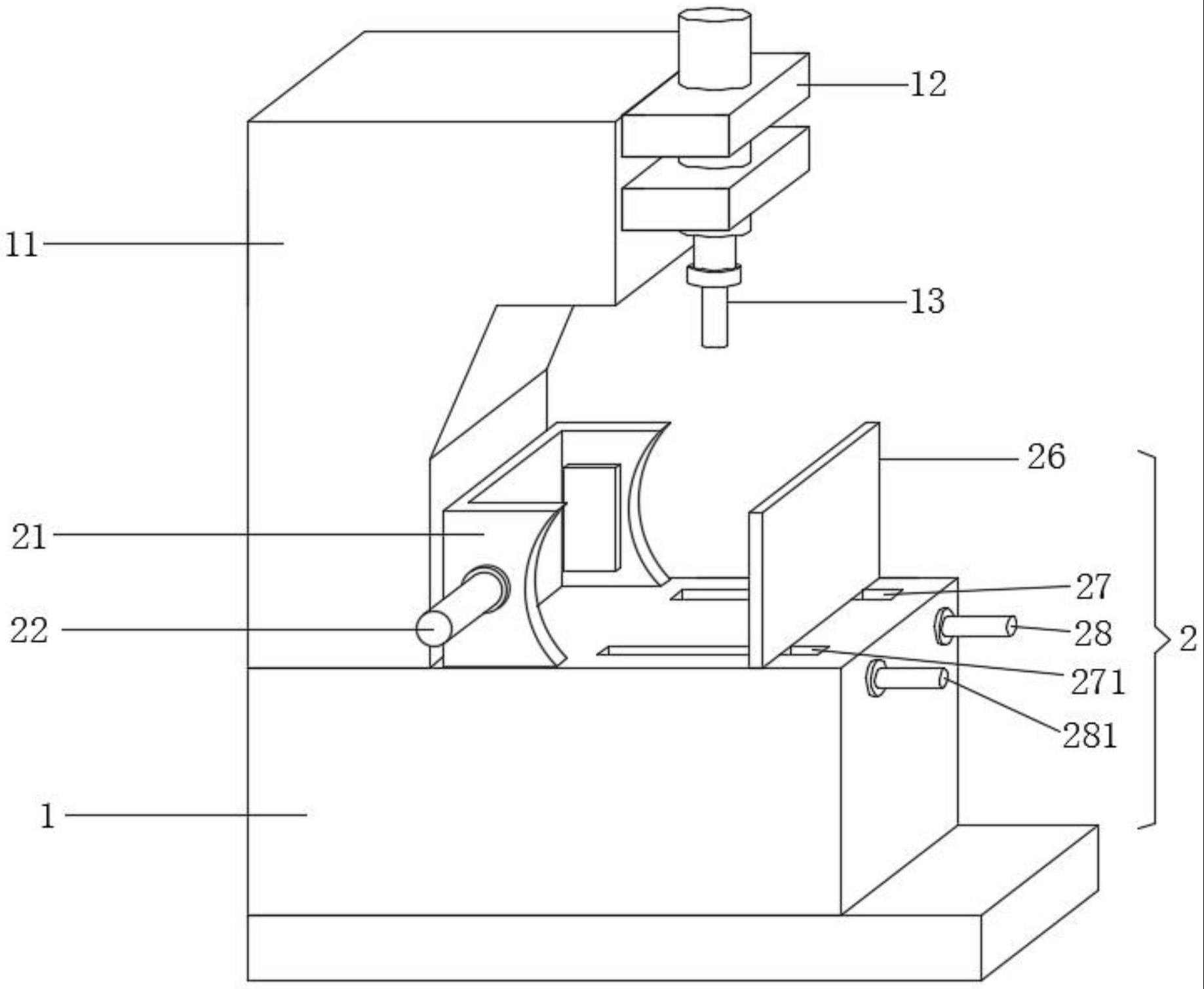
19.图1为本实用新型一种冲床用工件定位组件的立体图;
20.图2为本实用新型一种冲床用工件定位组件的侧视图;
21.图3为本实用新型一种冲床用工件定位组件中u形定位板的立体图;
22.图4为本实用新型一种冲床用工件定位组件中定位板装配的俯视图;
23.图5为本实用新型一种冲床用工件定位组件中定位板连接的示意图。
24.图中:冲床机座1、冲床机身11、固定块12、冲压器13、定位机构2、u形定位板21、伸缩杆一22、夹持板23、伸缩杆二24、弧形卡槽25、定位板26、滑槽一27、滑槽二271、伸缩杆三28、伸缩杆四281、滑块一29、滑块二291。
具体实施方式
25.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型的实施方式作进一步地详细描述。
26.本实用新型提供一种冲床用工件定位组件,请参阅图1-5,包括冲床机座1和冲床机身11;
27.冲床机身11固定安装在冲床机座1的上端,还包括:用于对冲床用工件定位冲压的定位机构2,定位机构2安装在冲床机座1和冲床机身11上,通过对冲床上设置u形定位板和定位板,u形定位板内侧设置夹持板,通过u形定位板、夹持板和定位板对工件自动夹持后,自动调节工件位置,使工件调整至冲床的中心位置,同时u形定位板的两端设置为弧形卡槽,配合定位板使用,可用于对圆柱形的工件进行卡接限位,从而也便于自动对圆柱形的工件进行夹持限位,提高工件加工效率。
28.定位机构2包括u形定位板21和伸缩杆二24,伸缩杆二24安装在冲床机身11的内壁,伸缩杆二24用于推动u形定位板21,调节u形定位板21的位置,u形定位板21安装在伸缩杆二24的输出端,u形定位板21内侧用于卡接工件,配合定位板26对工件急性夹持定位,u形定位板21的两端均开设有对工件定位的弧形卡槽25,弧形卡槽25可用于对圆柱形的工件进行卡接,圆柱形工件横放时通过弧形卡槽25卡接固定,圆柱形工件竖放时通过u形定位板21和定位板26夹持定位,u形定位板21的两端均安装有伸缩杆一22,伸缩杆一22用于推动夹持板23,调节夹持板23的位置,通过夹持板23对内侧放置的加工件进行夹持固定,伸缩杆一22的输出端用于对工件夹持定位的夹持板23,夹持板23用于对u形定位板21内侧的加工件夹持,冲床机座1的上端内壁分别开设有滑槽一27和滑槽二271,滑槽一27用于对滑块一29导向滑动,滑槽二271用于对滑块二291导向滑动滑槽一27的内侧滑动安装滑块一29,滑槽二271的内侧滑动安装滑块二291,滑块一29和滑块二291用于支撑定位板26移动,滑块一29和滑块二291的上端固定安装有定位板26,定位板26位置移动后,定位板26和u形定位板21内侧对冲床机座1上端的加工件推动夹持限位,冲床机座1的右端分别安装有伸缩杆三28和伸缩杆四281,伸缩杆三28和伸缩杆四281同步启停,伸缩杆三28用于推动滑块一29,伸缩杆四281用于推动滑块二291,伸缩杆三28的输出端连接滑块一29,伸缩杆四281的输出端连接滑块二291,滑块一29和滑块二291同时滑动,用于支撑定位板26移动,冲床机身11的右上端通过螺栓安装有固定块12,固定块12用于把冲压器13安装在冲床机身11上,固定块12的内壁安装有对工件冲压的冲压器13,冲压器13用于对下方定位后的待加工件进行冲压加工。
29.在具体使用时,伸缩杆二24安装在冲床机身11的内壁,u形定位板21安装在伸缩杆二24的输出端,u形定位板21的两端均开设有对工件定位的弧形卡槽25,u形定位板21的两端均安装有伸缩杆一22,伸缩杆一22的输出端用于对工件夹持定位的夹持板23,冲床机座1的上端内壁分别开设有滑槽一27和滑槽二271,滑槽一27的内侧滑动安装滑块一29,滑槽二271的内侧滑动安装滑块二291,滑块一29和滑块二291的上端固定安装有定位板26,冲床机座1的右端分别安装有伸缩杆三28和伸缩杆四281,伸缩杆三28的输出端连接滑块一29,伸缩杆四281的输出端连接滑块二291,冲床机身11的右上端通过螺栓安装有固定块12,固定块12的内壁安装有对工件冲压的冲压器13,把待冲压工件放置到冲床机座1上,伸缩杆二24推动u形定位板21,同时伸缩杆三28推动滑块一29,伸缩杆四281推动滑块二291,使滑块一29和滑块二291支撑定位板26同时滑动,定位板26和u形定位板21对待冲压工件夹持定位,推动待冲压工件,使待冲压工件移动到冲压器13的正下方,然后伸缩杆一22推动夹持板23,夹持板23对待冲压工件夹持定位,冲压器13输出端向下移动对待冲压工件冲压加工,实现对待冲压工件自动夹持定位,自动调整位置,当待冲压工件为圆柱形的时候,圆柱形工件横放时通过弧形卡槽25和定位板26卡接固定,圆柱形工件竖放时通过u形定位板21和定位板26夹持定位,实现对圆柱形工件也方便夹持定位,提高工件加工效率。
30.虽然在上文中已经参考实施方式对本实用新型进行了描述,然而在不脱离本实用新型的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本实用新型所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本实用新型并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1