一种钢结构用焊接装置的制作方法
本技术涉及钢结构焊接,具体涉及一种钢结构用焊接装置。
背景技术:
1、大型厂房、场馆等建筑结构主要由梁钢、钢柱、钢桁架等构件组成,钢桁架因其自重较轻且施工简便,常用于建筑的屋盖结构。多个钢柱之间拼接形成钢柱结构,用于支撑屋盖结构。钢柱结构中的钢柱一般为方形或圆形,钢柱外径一般为600~1200mm,钢柱为工厂预制件,为了使钢柱匹配钢柱结构的使用需求,通常需要将多段钢柱通过焊接进行拼接。
2、钢柱结构在制作过程中,待拼接的两段钢柱之间需要进行装夹定位,然后再对两段钢柱的拼接处进行焊接。目前,现有的钢柱焊接用装夹装置不具备自动翻转功能,只能采用分布装夹焊接的方式进行焊接,当完成工件一面焊接后,需要将工件拆卸下来进行翻面,再对翻面后的工件进行重新装夹,然后再焊接工件另一面。由于钢柱的外径较大,采用此方式焊接钢柱时存在人工翻面费时费力,操作复杂,焊接效率低的问题。另外,由于两段钢柱的拼接端需要焊接而无法装夹,只能采用一端装夹的方式分别装夹两段钢柱,钢柱未装夹的一端采用底部支撑的方式进行定位。这样导致两段钢柱的拼接端同轴度较差,进而导致拼接精度无法满足加工要求。
3、综上,现有的钢柱焊接用装夹装置不具备自动翻转功能,存在人工翻面费时费力,操作复杂,焊接效率低,且拼接端同轴度较差,拼接精度无法满足加工要求的问题。
技术实现思路
1、本实用新型的目的是为了解决现有的钢柱焊接用装夹装置不具备自动翻转功能,存在人工翻面费时费力,操作复杂,焊接效率低,且拼接端同轴度较差,拼接精度无法满足加工要求的问题,进而提供一种钢结构用焊接装置。
2、本实用新型的技术方案是:
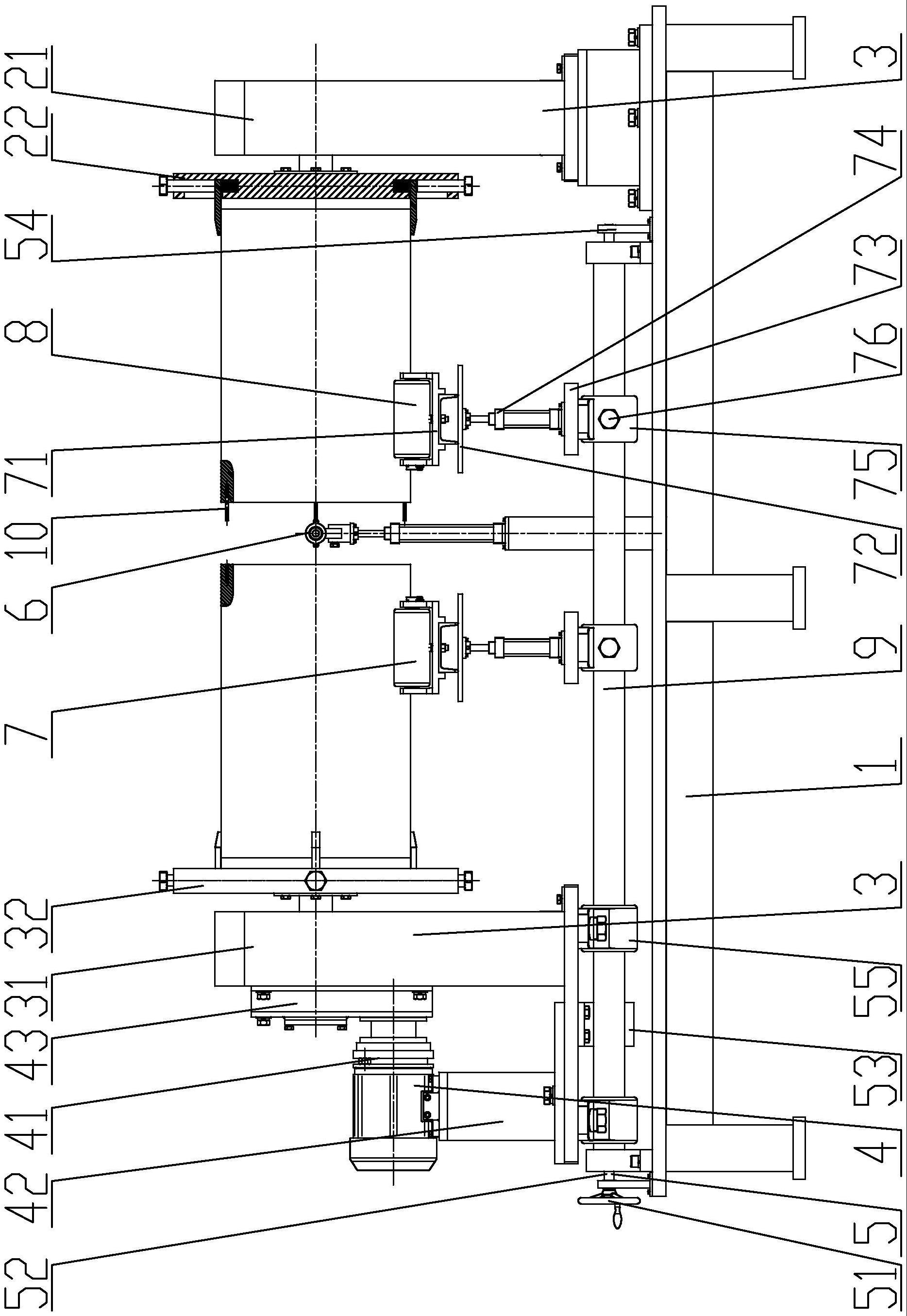
3、一种钢结构用焊接装置,它包括钢结构支撑框架1、固定端工件装夹组件2、活动端工件装夹组件3、翻转驱动组件4、丝杠丝母传动机构5、焊枪组件6、第一工件支撑组件7、第二工件支撑组件8和两个导向柱结构9,钢结构支撑框架1置于水平地面上,钢结构支撑框架1上方设置有相对布置的固定端工件装夹组件2和活动端工件装夹组件3,固定端工件装夹组件2包括支撑部ⅰ21和装夹部ⅰ22,支撑部ⅰ21侧部端面沿轴向加工有定位盘连接轴装配孔ⅰ,定位盘连接轴装配孔ⅰ内可转动安装有装夹部ⅰ22,支撑部ⅰ21底部安装在钢结构支撑框架1一侧顶端,活动端工件装夹组件3包括支撑部ⅱ31和装夹部ⅱ32,支撑部ⅱ31侧部端面沿轴向加工有定位盘连接轴装配孔ⅱ,定位盘连接轴装配孔ⅱ内可转动安装有装夹部ⅱ32,装夹部ⅱ32一端穿过支撑部ⅱ31并与翻转驱动组件4的动力输出端连接,翻转驱动组件4安装在支撑部ⅱ31上,装夹部ⅱ32在翻转驱动组件4的带动下实现转动,支撑部ⅱ31与钢结构支撑框架1之间设有丝杠丝母传动机构5,丝杠丝母传动机构5沿钢结构支撑框架1长度方向水平布置,丝杠丝母传动机构5两侧分别平行布置有两个导向柱结构9,两个导向柱结构9安装在钢结构支撑框架1顶部,活动端工件装夹组件3可滑动安装在两个导向柱结构9上,活动端工件装夹组件3和翻转驱动组件4在丝杠丝母传动机构5的带动下沿导向柱结构9长度方向水平前后移动,固定端工件装夹组件2与活动端工件装夹组件3之间由前至后依次排列有第一工件支撑组件7和第二工件支撑组件8,第一工件支撑组件7和第二工件支撑组件8均可滑动安装在两个导向柱结构9上,钢结构支撑框架1侧部安装有焊枪组件6。
4、进一步地,装夹部ⅰ22包括定位盘连接轴220、定位盘221、四个卡爪222、四个弹簧223、四个压紧调节螺栓224、四个挡块225和多个挡块连接螺钉226,定位盘221外圆柱面上沿圆周方向均匀加工有四个圆形沉孔2211,圆形沉孔2211端部内圆加工有内螺纹,每个圆形沉孔2211内部由孔底至孔口依次置有弹簧223、卡爪222和压紧调节螺栓224,压紧调节螺栓224与圆形沉孔2211端部螺纹连接,定位盘221一侧端面上沿圆周方向均匀加工有四个条形凹槽2212,四个条形凹槽2212分别与四个圆形沉孔2211一一对应且相通设置,卡爪222一端置于圆形沉孔2211内部,卡爪222另一端穿过条形凹槽2212并延伸至定位盘221外部,每个条形凹槽2212端部两侧分别加工有挡块安装槽2213,挡块安装槽2213与对应的条形凹槽2212十字交叉布置,挡块225两端分别搭接在两侧挡块安装槽2213内,挡块225两端分别通过两个挡块连接螺钉226与定位盘221可拆卸连接,定位盘221另一侧端面中心同轴固定有定位盘连接轴220,定位盘连接轴220通过轴承安装在支撑部ⅰ21的定位盘连接轴装配孔ⅰ内。
5、进一步地,条形凹槽2212槽宽小于圆形沉孔2211直径。
6、进一步地,翻转驱动组件4包括伺服电机41、电机安装座42和二级减速箱43,二级减速箱43包括主动齿轮、从动齿轮和齿轮传动轴,二级减速箱43壳体固定在支撑部ⅱ31侧部端面上,装夹部ⅱ32的定位盘连接轴通过联轴器与齿轮传动轴连接,齿轮传动轴通过两个轴承与二级减速箱43壳体可转动连接,齿轮传动轴上安装有从动齿轮,从动齿轮与主动齿轮相啮合,主动齿轮安装在伺服电机41的电机轴上,伺服电机41的壳体与二级减速箱43壳体固定连接,伺服电机41安装在电机安装座42上,电机安装座42安装在支撑部ⅱ31的底板上。
7、进一步地,丝杠丝母传动机构5包括手轮51、丝杆52、丝母、滑块连接件53、两个丝杆支承座54和四个导柱套筒连接件ⅰ55,丝杆52沿钢结构支撑框架1的长度方向水平设置在两个导向柱结构9之间,丝杆52两端光轴部分分别通过两个轴承可转动安装在两个丝杆支承座54上,两个丝杆支承座54安装在钢结构支撑框架1上,丝杆52端部固定有手轮51,丝杆52上螺纹连接有丝母,丝母通过滑块连接件53与装夹部ⅱ32的底板固定连接,装夹部ⅱ32的底板下端面四角处分别安装有四个导柱套筒连接件ⅰ55,位于丝杆52每一侧的两个导柱套筒连接件ⅰ55与对应的导向柱结构9可滑动配合。
8、进一步地,第一工件支撑组件7包括双滚筒支撑结构71、上支撑板72、下支撑板73、两个滚筒升降气缸74、两个导柱套筒连接件75和两个导柱套筒锁紧螺钉76,两个导柱套筒连接件75分别可滑动安装在两个导向柱结构9上,每个导柱套筒连接件75侧部加工有套筒锁紧螺纹孔,套筒锁紧螺纹孔与导柱套筒连接件75内孔垂直连通,套筒锁紧螺纹孔内螺旋连接有导柱套筒锁紧螺钉76,两个导柱套筒连接件75上部均与上方水平布置的下支撑板73固定连接,下支撑板73顶部安装有竖直并排布置的两个滚筒升降气缸74,两个滚筒升降气缸74的活塞杆顶端通过连接件与上部水平布置的上支撑板72固定连接,上支撑板72顶部安装有双滚筒支撑结构71。
9、进一步地,双滚筒支撑结构71包括滚筒支撑架711、两个滚筒712和两个滚筒安装座713,滚筒支撑架711沿钢结构支撑框架1宽度方向水平布置在上支撑板72上方,滚筒支撑架711底部与上支撑板72上表面固接,滚筒支撑架711上沿长度方向加工有两个同轴布置的条形孔7111,滚筒支撑架711上方沿长度方向水平并排布置有两个滚筒安装座713,两个滚筒安装座713分别通过螺栓与滚筒支撑架711上的两个条形孔7111可拆卸连接,每个滚筒安装座713上可转动安装有一个滚筒712。
10、进一步地,焊枪组件6包括焊枪61、焊枪卡具62、焊枪安装座63、焊枪升降气缸64、立柱65、纵向调节方套66、纵向调节杆件67、纵向调节锁紧螺钉、横向调节方套68、横向调节杆件69和横向调节锁紧螺钉,横向调节杆件69沿钢结构支撑框架1长度方向水平布置在钢结构支撑框架1侧部,横向调节杆件69两端分别通过两个连接杆与钢结构支撑框架1连接,横向调节杆件69与连接杆之间通过螺栓可拆卸连接,横向调节方套68可滑动套设在横向调节杆件69上,横向调节方套68上表面加工有与方形内孔垂直相通的横向调节锁紧螺纹孔,横向调节锁紧螺纹孔内螺旋安装有横向调节锁紧螺钉,横向调节方套68侧部固定有水平布置的横向调节杆件69,横向调节杆件69上套设有纵向调节方套66,纵向调节方套66侧部加工有与方形内孔垂直相通的纵向调节锁紧螺纹孔,纵向调节锁紧螺纹孔内螺旋安装有纵向调节锁紧螺钉,横向调节方套68顶部固定有竖直布置的焊枪安装座63,焊枪安装座63顶部固定有竖直布置的焊枪升降气缸64,焊枪升降气缸64的活塞杆端部通过连接件安装有焊枪安装座63,焊枪安装座63为u型结构,焊枪安装座63的上部缺口处安装焊枪卡具62,焊枪卡具上安装焊枪61。
11、进一步地,它还包括四个定位销轴10,待焊接的每段钢柱的拼接端表面均沿轴向均匀加工有四个定位销孔,一段钢柱上的四个定位销孔与另一段钢柱上的四个定位销孔一一对应,且两段钢柱之间通过四个定位销轴10实现周向定位。
12、本实用新型与现有技术相比具有以下效果:
13、1、本实用新型能够实现钢柱结构中两段钢柱的精准对接,有效地提高了两段钢柱的焊接精度。首先,采用吊车将一段钢柱吊装至钢结构支撑框架1上方左侧,钢柱一端通过装夹部ⅱ32进行装夹,钢柱另一端底部通过第一工件支撑组件7进行支撑;然后,将另一段钢柱吊装至钢结构支撑框架1上方右侧,钢柱一端通过装夹部ⅰ22进行装夹,钢柱另一端底部通过第二工件支撑组件8进行支撑;最后,调整钢柱的位置使两端钢柱拼接端预先加工的八个定位销孔两两对应,将四个定位销轴10一端分别插装在左侧钢柱拼接端的四个定位销孔内,转动手轮51带动丝杆52转动,螺旋安装在丝杆52上的丝母通过滑块连接件53带动活动端工件装夹组件3以及左侧钢柱向右侧钢柱靠近,直至四个定位销轴10另一端分别插装在右侧钢柱拼接端的四个定位销孔内,实现两端钢柱的周向定位。
14、2、本实用新型能够实现钢柱结构中两段钢柱的自动翻面焊接,有效地提高了焊接效率。当待焊接钢柱结构为方形钢柱时,焊接方形钢柱采用一次装夹、四次翻面焊接的方式。即焊枪组件6中的焊枪升降气缸64带动焊枪61沿竖直方向移动,焊枪61对两段方形钢柱的一个面进行焊接作业,当该面焊接完成后,采用翻转驱动组件4带动两段方形钢柱整体进行翻面,并采用焊枪组件6对方形钢柱的第二面进行焊接作业;同理分别对方形钢柱的第三、第四面进行焊接作业。当待焊接钢柱结构为圆形钢柱时,焊接圆形钢柱采用一次装夹、连续翻转焊接的方式。即将焊枪组件6中的焊枪61调整至圆形钢柱的中部切点处,采用翻转驱动组件4同时驱动两段圆形钢柱整体匀速转动,当转动一圈时即完成圆形钢柱的焊接作业。
- 还没有人留言评论。精彩留言会获得点赞!