一种铝型材加工机构的制作方法
本技术涉及门窗加工,具体而言,涉及一种铝型材加工机构。
背景技术:
1、门窗的铝型材在进行使用时,需要对其进行加工,以满足门窗不同的使用长度以及安装要求,在现有技术中,对铝型材的加工通常是采用激光以及刀具的复合加工,即使用一个激光加工头和两个刀具加工头,通过激光加工头和刀具加工头分别在左右,上下方向位移,再配合旋转座转动铝型材,对待加工的铝型材各个面进行加工,这种复合加工方式虽然在一定程度上提高了加工效率,但是需要刀具不断位移以及铝型材在加工完一个面之后,对铝型材进行旋转不同的角度加工另外的加工面,其位移过多,容易对加工精度产生影响,同时,不断旋转调整角度进行加工,其加工操作为加工完其中一个加工面之后,才能进行另外一个加工面的加工操作,无法同时对多个加工面同时进行加工,其加工效率难以进一步的提高。如公告号为cn217290867u的中国专利——一种激光复合加工中心,即公开了上述内容。
2、针对上述问题,现有技术亟需进行改进。
技术实现思路
1、本技术的目的在于提供一种铝型材加工机构,具有加工精度准确,以及加工效率高的有益效果。
2、第一方面,本技术提供了一种铝型材加工机构,技术方案如下:
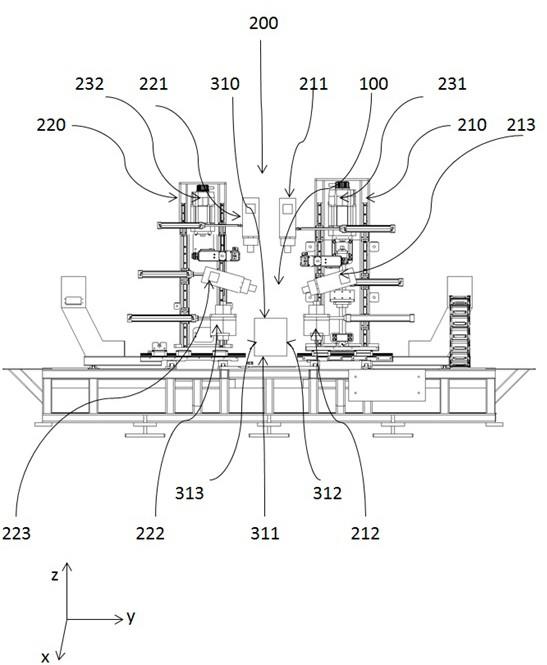
3、以铝型材输送方向为x轴,则y轴在水平方向上垂直于x轴,z轴在垂直方向垂直于x轴,铝型材加工机构包括:
4、第一加工装置、第二加工装置以及驱动装置;
5、第一加工装置以及第二加工装置相对设置在铝型材输送道两侧,第一加工装置上设置有第一刀具,第二刀具以及第三刀具,分别朝向铝型材的第一加工面,第二加工面以及第三加工面;第二加工装置上对应第一加工装置,设置有第四刀具,第五刀具以及第六刀具,分别朝向铝型材的第一加工面,第二加工面以及第四加工面;
6、驱动装置,驱动装置包括第一驱动部与第二驱动部,第一驱动部与第一加工装置连接,以驱动第一加工装置在x轴,y轴,z轴方向上运动;第二驱动部与第二加工装置连接,以驱动第二加工装置在x轴,y轴,z轴方向上运动。
7、通过在铝型材输送道两侧设置该铝型材加工机构,以铝型材输送方向为x轴,则y轴在水平方向上垂直于x轴,z轴在垂直方向垂直于x轴,为了使该铝型材加工机构在对铝型材进行加工时,同时对铝型材的四个加工面进行加工,该铝型材加工机构包括第一加工装置、第二加工装置以及驱动装置,且第一加工装置与第二加工装置在输送道两侧相对设置,其中第一加工装置与第二加工装置分别设置有三把用于加工铝型材的刀具,且第一加工装置上的三把刀具与第二加工装置上的三把刀具也在输送道两侧相对设置,通过在输送道两侧镜像设置第一加工装置与第二加工装置,其中第一加工装置与第二加工装置上的刀具对应各自需要加工的加工面进行加工,可同时对铝型材的两个加工面进行加工,无需铝型材翻转角度,节约加工时间,提高加工效率。由于现有技术中驱动装置直接与刀具本身连接,在驱动装置调整刀具的加工方向时,刀具产生位移可能会导致加工精度不准确,因此,为了避免该情况,可使用驱动装置在x轴,y轴,z轴三个方向连接第一加工装置与第二加工装置,驱动该第一加工装置与第二加工装置位移,即可带动用于加工的刀具在x轴,y轴,z轴三个方向位移,而刀具本身并不发生位移,增大刀具的加工面积,且刀具在加工过程中固定,可以提高对铝型材加工的精度。因此,该铝型材加工机构具有加工精度准确,以及加工效率高的有益效果。
8、进一步地,在一些技术方案中,第一刀具,第二刀具,第三刀具,第四刀具,第五刀具以及第六刀具的固定端分别连接有沿y轴方向设置的动力件。
9、通过在第一刀具,第二刀具,第三刀具,第四刀具,第五刀具以及第六刀具的固定端分别连接有沿y轴方向设置的动力件,可以推动刀具在y轴方向上位移,当需要某个刀具进行加工时,该刀具的动力件便推动其伸出与铝型材接触加工,完成加工后,该刀具通过动力件退回复位,避免干涉其他需要进行加工的刀具。
10、进一步地,在一些技术方案中,第一刀具,第二刀具以及第三刀具设置在同一平面内,相应地,第四刀具,第五刀具以及第六刀具设置在同一平面内。
11、由于铝型材在进行切削加工前,需要将刀具从铝型材加工机构上伸出,与铝型材接触,因此,通过将第一加工装置上的第一刀具,第二刀具以及第三设置在同一个平面内,可以保证刀具在伸出时,不会互相干涉。同理,将第二加工装置上的第四刀具,第五刀具以及第六刀具设置在同一个平面上,可以保证刀具之间的独立运行。
12、进一步地,在一些技术方案中,第一刀具的刀头与第二刀具的刀头在z轴上相对设置,第三刀具设置在第一刀具与第二刀具之间,且与z轴存在夹角。
13、通过将刀具以不同角度,不同朝向的设置,可以使不同的刀具加工不同的加工面,从而在加工过程中,无需翻转铝型材的角度,即可对整个铝型材需要加工的加工面进行加工,以提高铝型材的加工效率。
14、进一步地,在一些技术方案中,第四刀具的刀头与第五刀具的刀头在z轴上相对设置,第六刀具设置在第四刀具与第五刀具之间,且与z轴存在夹角。
15、进一步地,在一些技术方案中,铝型材加工机构还包括第一滑轨组与第二滑轨组,第一加工装置与第一滑轨组滑动连接,第二加工装置与第二滑轨组滑动连接。
16、进一步地,在一些技术方案中,第一滑轨组与第二滑轨组均包括沿x轴和y轴方向延伸的水平轨道。
17、进一步地,在一些技术方案中,第一加工装置以及第二加工装置上还设置有沿z轴方向延伸的垂直轨道,动力件与垂直轨道滑动连接。
18、进一步地,在一些技术方案中,动力件与垂直轨道的连接处设置有活动板。
19、进一步地,在一些技术方案中,活动板包括凹槽面与固定面,凹槽面与固定面相对设置,固定面与动力件固定连接,凹槽面设置有与垂直轨道匹配的凹槽,垂直轨道嵌入凹槽中,与活动板滑动连接。
20、由上可知,本技术提供的一种铝型材加工机构,通过在铝型材输送道两侧设置该铝型材加工机构,以铝型材输送方向为x轴,则y轴在水平方向上垂直于x轴,z轴在垂直方向垂直于x轴,为了使该铝型材加工机构在对铝型材进行加工时,同时对铝型材的四个加工面进行加工,该铝型材加工机构包括第一加工装置、第二加工装置以及驱动装置,且第一加工装置与第二加工装置在输送道两侧相对设置,其中第一加工装置与第二加工装置分别设置有三把用于加工铝型材的刀具,且第一加工装置上的三把刀具与第二加工装置上的三把刀具也在输送道两侧相对设置,通过在输送道两侧镜像设置第一加工装置与第二加工装置,其中第一加工装置与第二加工装置上的刀具对应各自需要加工的加工面进行加工,可同时对铝型材的两个加工面进行加工,无需铝型材翻转角度,节约加工时间,提高加工效率。由于现有技术中驱动装置直接与刀具本身连接,在驱动装置调整刀具的加工方向时,刀具产生位移可能会导致加工精度不准确,因此,为了避免该情况,可使用驱动装置在x轴,y轴,z轴三个方向连接第一加工装置与第二加工装置,驱动该第一加工装置与第二加工装置位移,即可带动用于加工的刀具在x轴,y轴,z轴三个方向位移,而刀具本身并不发生位移,增大刀具的加工面积,且刀具在加工过程中固定,可以提高对铝型材加工的精度。因此,该铝型材加工机构具有加工精度准确,以及加工效率高的有益效果。
- 还没有人留言评论。精彩留言会获得点赞!