用于学习椅椅轮装配的智能装配生产线的制作方法
本技术属于工业机器人,涉及学习椅椅轮,尤其涉及一种用于学习椅椅轮装配的智能装配生产线。
背景技术:
1、儿童学习椅要求在使用时,能够方便移动,进入学习状况后,椅轮应能够锁定,保证儿童学习时养成坐姿正确;为此,申请人设计研发了一种可调式刹车椅轮{cn202020893325.8},该刹车椅轮由七大部分组成,具体为轮架总成、轮轴、行走轮、转轴、刹车件、压缩弹簧(细弹簧)、调节弹簧(粗弹簧),此种椅轮的组装生产工序多、复杂性较高,比如:先将调节弹簧安装在轮架总成上,然后将压缩弹簧的一端与刹车件安装,然后将压缩弹簧的另一端和刹车件一起安装在轮架总成上,然后在轮轴的一端安装一个行走轮,再将轮轴的另一端穿过轮架总成,并在轮轴的另一端也安装一个行走轮,最后将转轴安装在轮架总成上,并用按压设备或通过敲击将转轴安装到位。
2、为此,整套椅轮的生产工序复杂且繁琐,传统的加工方法为人工组装,但人工组装效率低且在整个组装工序中多次使用的压力设备,而压力设备的使用虽然能够达到按压的目的,但是其基于人工夹持的状态下使用,工作人员一不小心,就可能造成误伤,为此,为了解决上述技术问题,提出一种用于学习椅椅轮装配的智能装配生产线。
技术实现思路
1、本实用新型针对上述学习椅椅轮组装过程中所存在的技术问题,提出一种设计巧妙、结构合理且能够实现椅轮自动化装配的用于学习椅椅轮装配的智能装配生产线。
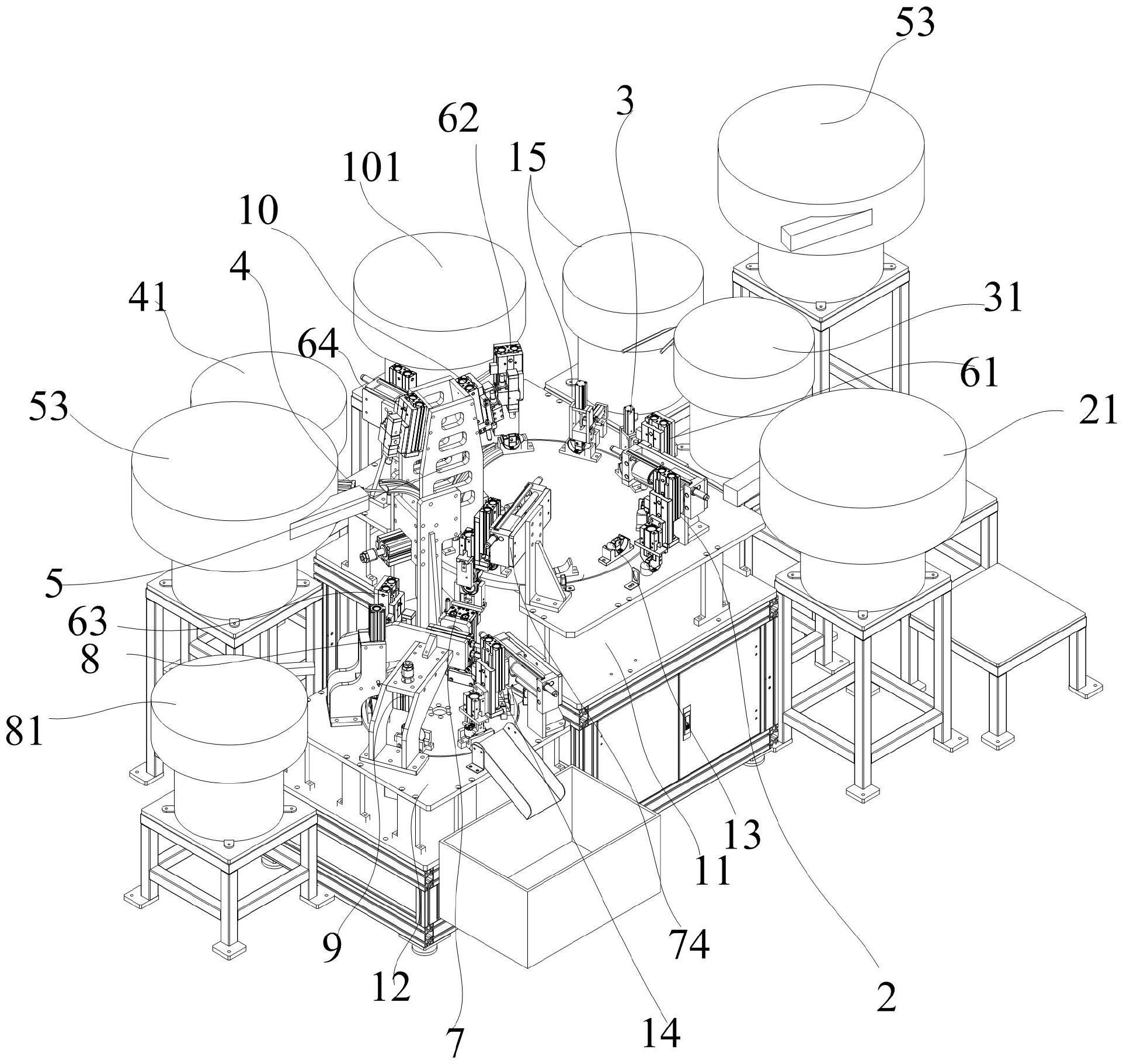
2、为了达到上述目的,本实用新型采用的技术方案为:本实用新型提供一种用于学习椅椅轮装配的智能装配生产线,包括用于放置轮架的工位、用于工位移动的工位移动机构以及沿工位移动方向依次设置的用于将轮架放置在工位上的轮架上料机构、用于向轮架内第一次注油的第一注油机构、用于向轮架内放置细弹簧的细弹簧组装机构、用于向轮架内放置粗弹簧的粗弹簧组装机构、用于向轮架内第二次注油的第二注油机构、用于向轮架内组装刹车件的刹车件组装机构、用于向轮架内组装轮轴的轮轴组装机构、用于向轮架上组装行走轮的行走轮组装机构、用于轮架翻转的轮架翻转机构、用于向轮架内第三次注油的第三注油机构、用于向轮架内安装转轴的转轴组装机构以及用于将组装好的椅轮脱离工位并将组装好的轮架进行收集的码垛机构。
3、作为优选,所述轮架上料机构包括用于将轮架倒置输送的轮架振动上料盘以及用于将轮架抓取并放置在工位上的轮架放置单元,其中,所述轮架放置单元包括设置在工位移动机构一侧的用于夹持轮架的夹持气缸、用于控制夹持气缸的升降的轮架升降气缸以及用于控制轮架升降气缸在工位和轮架振动上料盘方向往返的轮架往返气缸。
4、作为优选,所述细弹簧组装机构和粗弹簧组装机构均包括用于输送细弹簧或粗弹簧的弹簧振动上料盘以及用于安装细弹簧或粗弹簧的弹簧安装单元,所述弹簧安装单元包括用于将细弹簧或粗弹簧调整呈竖直状态的导向管以及设置在导向管下方的弹簧下料块,所述弹簧下料块上设置有弹簧导向槽,所述弹簧导向槽贯穿弹簧下料块远离工位移动机构的一端,所述弹簧导向槽设置在导向管的下方,所述弹簧导向槽内设置有弹簧推块,所述弹簧推块远离弹簧下料块的一端设置有弹簧推动气缸,所述弹簧下料块上还设置有弹簧下料孔,所述弹簧下料孔与弹簧导向槽连通设置且弹簧下料孔设置在弹簧导向槽远离弹簧推块的一端,所述弹簧下料孔的上方设置有弹簧压杆,所述弹簧压杆升降设置在弹簧下料孔的上方。
5、作为优选,所述轮轴组装机构包括用于输送轮轴的轮轴振动上料盘以及设置在轮轴振动上料盘输出端端部的轮轴导向座,所述轮轴导向座中空设置,所述轮轴导向座的一侧设置有轮轴进孔,所述轮轴导向座通过轮轴进孔与轮轴振动上料盘的输出端连通,所述轮轴导向座远离轮轴进孔的一侧设置有轮轴出孔,所述轮轴出孔设置在轮轴导向座远离轮轴进孔的一端,所述轮轴出孔设置在轮轴进孔的斜下方,所述轮轴导向座外还设置有用于将轮轴从轮轴出孔内推出的推杆,所述推杆相对轮轴导向座伸缩设置。
6、作为优选,所述行走轮组装机构包括设置在工位移动机构上方的行走轮组装架,所述行走轮组装架上设置有用于调整行走轮呈竖直状态的行走轮导向槽,所述行走轮导向槽设置在工位的两侧,所述行走轮导向槽的底部设置有组装孔,所述行走轮组装架上设置有用于穿过组装孔将行走轮推入轮轴上的行走轮推入气缸,所述行走轮组装机构还包括用于输送行走轮的行走轮振动上料盘,所述行走轮振动上料盘的输出端与行走轮导向槽连通设置。
7、作为优选,所述行走轮组装架上还设置有用于向行走轮注油的第四注油机构。
8、作为优选,所述第一注油机构、第二注油机构、第三注油机构以及第四注油机构均包括注油气缸以及设置在注油气缸端输出端的注油座,所述注油座上设置有滴油嘴,所述滴油嘴上连通有滴油管,所述滴油管上设置有定量阀。
9、作为优选,所述轮架翻转机构包括设置在工位移动机构一侧的旋转机构以及设置在旋转机构动力端的升降单元,所述升降单元的输出端设置有轮架夹持气缸。
10、作为优选,所述转轴组装机构包括用于输送转轴的转轴振动上料盘以及设置在转轴振动上料盘输出端端部的转轴安装座,所述转轴安装座上设置有用于调整转轴呈竖直状态的转轴导向槽,所述转轴安装座通过转轴导向槽与转轴振动上料盘连通,所述转轴安装座上设置有安装气缸,所述安装气缸的动力端设置有转轴导向槽的端部,所述转轴导向槽的端部设置有用于松放以及夹持转轴的松夹机构。
11、作为优选,所述松夹机构包括设置在转轴两侧的夹持块,所述夹持块的顶部与转轴安装座轴接,所述夹持块的底部设置有复位轴,所述复位轴贯穿转轴安装座设置,所述转轴安装座上设置有用于复位轴穿过并滑动的弧线槽孔,所述复位轴和转轴安装座之间设置有复位弹簧。
12、作为优选,还设置有转轴辅助压紧机构,所述转轴辅助压紧机构设置在转轴组装机构和码垛机构之间,所述转轴辅助压紧机构包括设置在工位移动机构一侧的压紧架以及设置在压紧架上的压紧气缸,所述压紧气缸的动力端朝向工位方向设置。
13、作为优选,所述工位移动机构为转盘式工位移动机构。
14、作为优选,所述工位移动机构包括行走轮安装工位移动机构以及转轴安装工位移动机构,其中,所述轮架上料机构、第一注油机构、细弹簧组装机构、粗弹簧组装机构、第二注油机构、刹车件组装机构、轮轴组装机构以及行走轮组装机构围绕行走轮安装工位移动机构设置。
15、作为优选,所述刹车件组装机构包括用于将刹车件调整为竖直状态的刹车件振动上料盘以及用于将刹车件抓取并放置在轮架上的刹车件放置单元,所述刹车件放置单元包括设置在工位移动机构一侧的用于夹持刹车件的刹车件夹持气缸、用于控制夹持气缸的升降的刹车件升降气缸以及用于控制刹车件升降气缸在工位和刹车件振动上料盘方向往返的刹车件往返气缸。
16、与现有技术相比,本实用新型的优点和积极效果在于:
17、1、本实用新型提供一种用于学习椅椅轮装配的智能装配生产线,利用沿工位移动方向依次设置的轮架上料机构、第一注油机构、细弹簧组装机构、粗弹簧组装机构、第二注油机构、刹车件组装机构、轮轴组装机构、行走轮组装机构、轮架翻转机构、第三注油机构、转轴组装机构以及码垛机构的设置,有效实现了对学习椅椅轮的自动装配,进而解决了现有椅轮装配过程中所存在的技术问题。
- 还没有人留言评论。精彩留言会获得点赞!