一种空调冷凝器焊接用高效传送设备的制作方法
本技术涉及焊接,尤其涉及一种空调冷凝器焊接用高效传送设备。
背景技术:
1、冷凝器是空调制冷系统中尤为重要的组成部件,作为一种换热器,其作用是将压缩机排出的高温高压的气态制冷剂,与外界空气进行热交换,气化吸热,达到制冷的效果。为提高冷凝器的效率,经常在管道上附加热传导性能优异的翅片,加大散热面积,以加速散热。因此在冷凝器内部与水接触的部位应光滑,其相互配合或连接部焊缝应严密、牢固、不得有渗漏水现象,同时在冷凝器固定或加工操作,应尽量减少对翅片的损伤,不能影响冷凝器翅片的散热。在冷凝器在生产过程中,需要对铜管进行焊接,传统做法通常为手工焊接,焊接时工人双腿夹紧冷凝器进行固定,逐个点位焊接,焊接效率低,且容易损伤翅片,造成较高的次品率,不利于大规模生产。
2、随着自动焊接机技术快速发展,由于其焊接快速高效且无污染,越来越多加工单位使用自动焊接机进行焊接工作,相比人工焊接,无疑大大提高了生产效率。然而传统的自动焊接机大多为单工件传送,冷凝器的辅助定位治具结构复杂,拆装费时费力,很大程度上制约了焊接的效率,无法发挥焊接的优势;此外,其辅助定位治具相对固定,无法适应多种规格的冷凝器的焊接定位;同时,具有一定高度的冷凝器在传送带上传送时也容易晃动,存在安全隐患,也无法满足多工件同时传送的高效焊接的生产线中。
3、因此还需继续研发,以解决上述现有技术的问题。
技术实现思路
1、因此,为了解决上述现有技术存在的问题,本实用新型的目的在于提供一种空调冷凝器焊接用高效传送设备,通过在传送带上设置可快速拆卸的定位工装即安装在传送带上的定位底座及定位套管、定位管夹等结构,定位底座上设置与冷凝器端板的折角延边宽度相适配的限位卡槽,在冷凝器进行焊接前,可快速将待焊接的冷凝器通过所述折角延边插装在所述限位卡槽中以竖立架设在所述定位底座上,即可确保冷凝器定位准确,同时将所述定位管夹夹持在冷凝器的上端对应的冷凝管外周实现定位;可快速地将多个冷凝器固定在所述定位工装上,操作简单、高效。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种空调冷凝器焊接用高效传送设备,用于将多个待焊接冷凝器工件传送至焊接工位,所述冷凝器包括相互连接的冷凝管、翅片及两侧具有折角延边的端板;
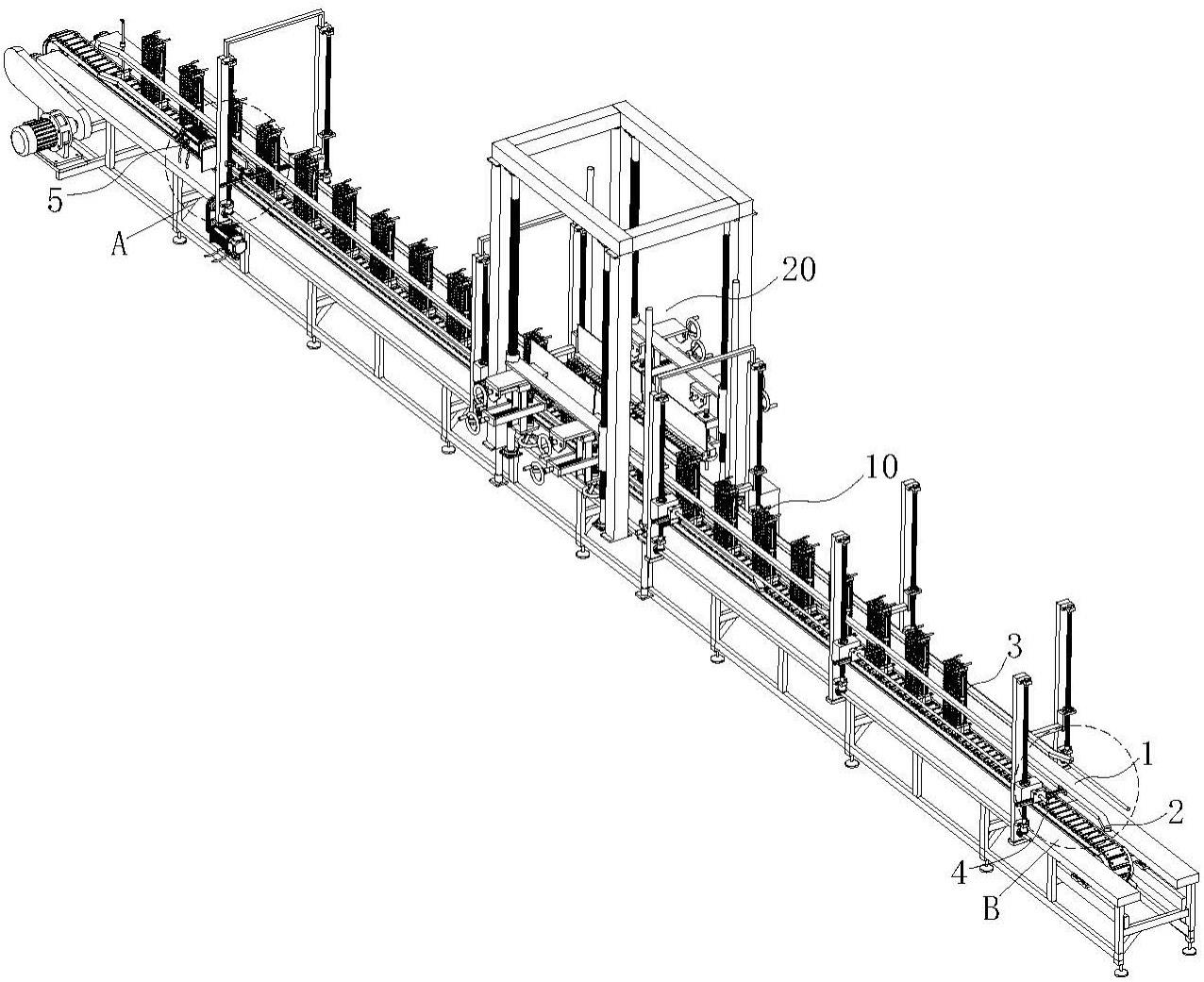
4、高效传送设备包括机架、设置在所述机架上的环形传送带、安装在所述传送带上的多个定位工装;所述定位工装包括定位底座;所述定位底座上设有开口朝上的限位卡槽,所述限位卡槽的宽度与所述折角延边宽度相适配;所述端板通过所述折角延边插装在所述限位卡槽中以实现冷凝器竖立架设在所述定位底座上;所述定位底座上竖直设有定位套管及与所述定位套管外径相匹配的定位套筒,所述定位套管的下端插装在所述定位套筒上;所述定位套管的上端设有用于限制所述冷凝管晃动的定位管夹,所述定位管夹夹持在所述冷凝管外周;所述传送带的两侧分别设有对所述冷凝器定位的定位杆以及驱动两根所述定位杆相互靠近或远离的驱动装置;两根所述定位杆相互靠近后的间距与所述冷凝器的宽度相适配。
5、进一步地,所述定位套管的中部固定套设有减震缓冲套;所述减震缓冲套的外壁与所述翅片的侧壁相抵。
6、进一步地,所述定位管夹的夹持端包括两个可并拢或撑开的弹性夹持臂;两个所述弹性夹持臂并拢后形成与所述冷凝管相适配的夹持槽,所述冷凝管位于所述夹持槽中并被限位。
7、进一步地,所述定位底座上设有用于固定所述定位套筒的套筒固定座,所述套筒固定座包括一体成型的顶板、侧板、底板;所述顶板、底板分别设有用于所述定位套筒插装限位的上通孔、下通孔。
8、进一步地,所述传送带上间隔设有安装板,所述定位底座、底板、安装板分别设有对应匹配的第一安装孔、第二安装孔、第三安装孔,通过紧固件与所述第一安装孔、第二安装孔、第三安装孔的连接将定位底座、套筒固定座依次安装在所述安装板上。
9、进一步地,所述定位底座的一侧向上弯折设有限位凸片,所述限位凸片与所述侧板之间形成所述限位卡槽;所述端板的折角延边插装在所述限位卡槽中,所述限位凸片的顶部与所述端板的底面相抵。
10、进一步地,所述定位管夹的固定端通过紧固件固定在所述定位套管的顶部。
11、进一步地,两根所述定位杆的两端分别朝相互远离的方向倾斜设有折弯部,两根所述定位杆的折弯部形成拆装操作区域。
12、进一步地,所述驱动装置包括驱动电机、与所述定位杆固定的齿条;所述驱动电机输出轴上设有齿轮,所述齿轮与所述齿条啮合连接。
13、进一步地,所述环形传送带沿竖直方向可转动地环绕设置在所述机架上,并沿竖直方向环绕所述机架上方及下方转动传送。
14、相比现有技术,本实用新型的有益效果至少在于以下方面:
15、1.本实用新型通过在传送带上设置可快速拆卸的定位工装即安装在传送带上的定位底座及定位套管、定位管夹等结构,定位底座上设置与冷凝器端板的折角延边宽度相适配的限位卡槽,在冷凝器进行焊接前,可快速将待焊接的冷凝器通过所述折角延边插装在所述限位卡槽中以竖立架设在所述定位底座上,即可确保冷凝器定位准确,同时将所述定位管夹夹持在冷凝器的上端对应的冷凝管外周实现定位;可快速地将多个冷凝器固定在所述定位工装上,操作简单、高效;
16、为进一步提高本实用新型定位工装的固定效果,提高焊接精度,所述定位套管中部还套设有减震缓冲套,缓冲冷凝器在传送带上运动时产生的机械晃动;也就是说,本实用新型从冷凝器的上、中、下均提供定位辅助,在传送带启动或运行过程中可以保持稳定,避免冷凝器在传送过程中发生晃动或倾侧;
17、2.本实用新型的定位工装安装灵活,通过分体式的定位套管及定位套筒的插装配合,以及与传送带安装板相适配的定位底座、套筒固定座,可以灵活地根据冷凝器的规格及焊接工位的工作效率来设定传送带上两个冷凝器之间的间距即可,换产时无需更换传送设备,使冷凝器焊接生产线更高效,生产成本更低;
18、3.另一方面,本实用新型还在传送带的两侧设置辅助定位、防止冷凝器向两侧倾侧及晃动的两定位杆,且两根所述定位杆可以相互靠近或远离,适应不同宽度的冷凝器的辅助定位;进一步地,两根定位杆靠近后的间距与冷凝器宽度相适配,一定程度上还可以提高冷凝器端板折角延边与所述限位凸片、限位卡槽的对位,进一步提高本实用新型的传送效率;
19、4.本实用新型的定位工装结构简单,无过多部件,拆装方便、灵活程度高,可以根据冷凝器的规格可拆卸插装设置不同高度的定位套管,安装定位工装时先将定位底座、套筒固定座固定在安装板上,再将定位套管插装在所述定位套筒中即可;完成焊接后拆卸时,可将定位管夹松开后,将冷凝器端板的折角延边从限位卡槽中拔出即可;根据传送带的空间设置,也可将冷凝器、定位套管一同从定位底座上拔出;
20、5.本实用新型的传送设备设计合理,冷凝器定位方式简单、准确,大大提高焊接加工生产线工作效率及焊接精度,降低对冷凝器翅片的损伤,整体成本低,经济效益好。
- 还没有人留言评论。精彩留言会获得点赞!