车辆底盘增紧设备和车辆生产线的制作方法
本技术涉及汽车底盘加工,尤其涉及一种车辆底盘增紧设备和车辆生产线。
背景技术:
1、目前在现有的车辆生产加工中,车辆的前悬和后悬搭载完毕后,需要对底盘大扭力螺栓进行增紧,对于螺栓的增紧业内常用以下两种方式:该工序由人工进行,为便于人工操作,通常需要将车辆悬置于指定位置处,再由工作人员操作拧紧工具对螺栓进行增紧作业,该过程不仅耗费大量人力,还由于车辆需要在一个位置停留较长时间,迟迟无法进入下个工位进行加工,增紧完成后再向下个工位移动,从而降低了车辆的生产效率;另一种方式为增设运载车,运载车与车辆保持同步移动,由于工作人员在移动的运载车上不便作业,因此通过在运载车上加设自动增紧机构对底盘螺栓进行自动增紧,该方式不仅节省了人力,还减少了车辆在完成底盘螺栓增紧后移动至下个工位所花费的时间,进而提高了生产效率。
2、现有的自动增紧机构通常由机械臂加拧紧枪组成,通过将拧紧枪安装于机械臂,使得机械臂带动拧紧枪进行移动以实现底盘螺栓的增紧。拧紧枪上套设有拧紧头,拧紧头上套设有套筒,通过拧紧枪带动拧紧头及套筒转动,以实现车辆底盘螺栓的增紧。由于车辆底盘的螺栓存在多种型号,因此需要更换不同的套筒以对螺栓进行增紧,现有技术中,采用工作人员手动更换套筒,一种型号的螺栓增紧完成后,更换另一种型号的螺栓,该方式生产效率低。另一种方式则为增设拧紧枪,每个拧紧枪的拧紧头装配不同型号的套筒,该方式增加了拧紧枪的数量,进而增加了生产成本。
3、鉴于此,有必要提供一种新的车辆底盘增紧设备和车辆生产线,以解决或至少缓解上述技术缺陷。
技术实现思路
1、本实用新型的主要目的是提供一种车辆底盘增紧设备和车辆生产线,旨在解决进行车辆底盘螺栓增紧的过程中,套筒更换不便,生产效率低的问题。
2、为了实现上述目的,本实用新型提供一种车辆底盘增紧设备,车辆底盘用以通过吊具进行吊装,所述车辆底盘增紧设备包括:
3、运载车,所述运载车包括安装架和多个移动轮,多个所述移动轮安装于所述安装架的底部;
4、同步机构,所述同步机构包括顶升驱动件和与所述顶升驱动件的伸出轴连接的夹持组件,所述顶升驱动件安装于所述安装架,所述顶升驱动件用以驱动所述夹持组件升降,以使所述夹持组件夹持或放开所述吊具;
5、增紧机构,所述增紧机构包括机械臂和拧紧枪,所述机械臂安装于所述安装架,所述机械臂用以驱动所述拧紧枪移动,所述拧紧枪用以对所述车辆底盘的螺栓进行增紧;
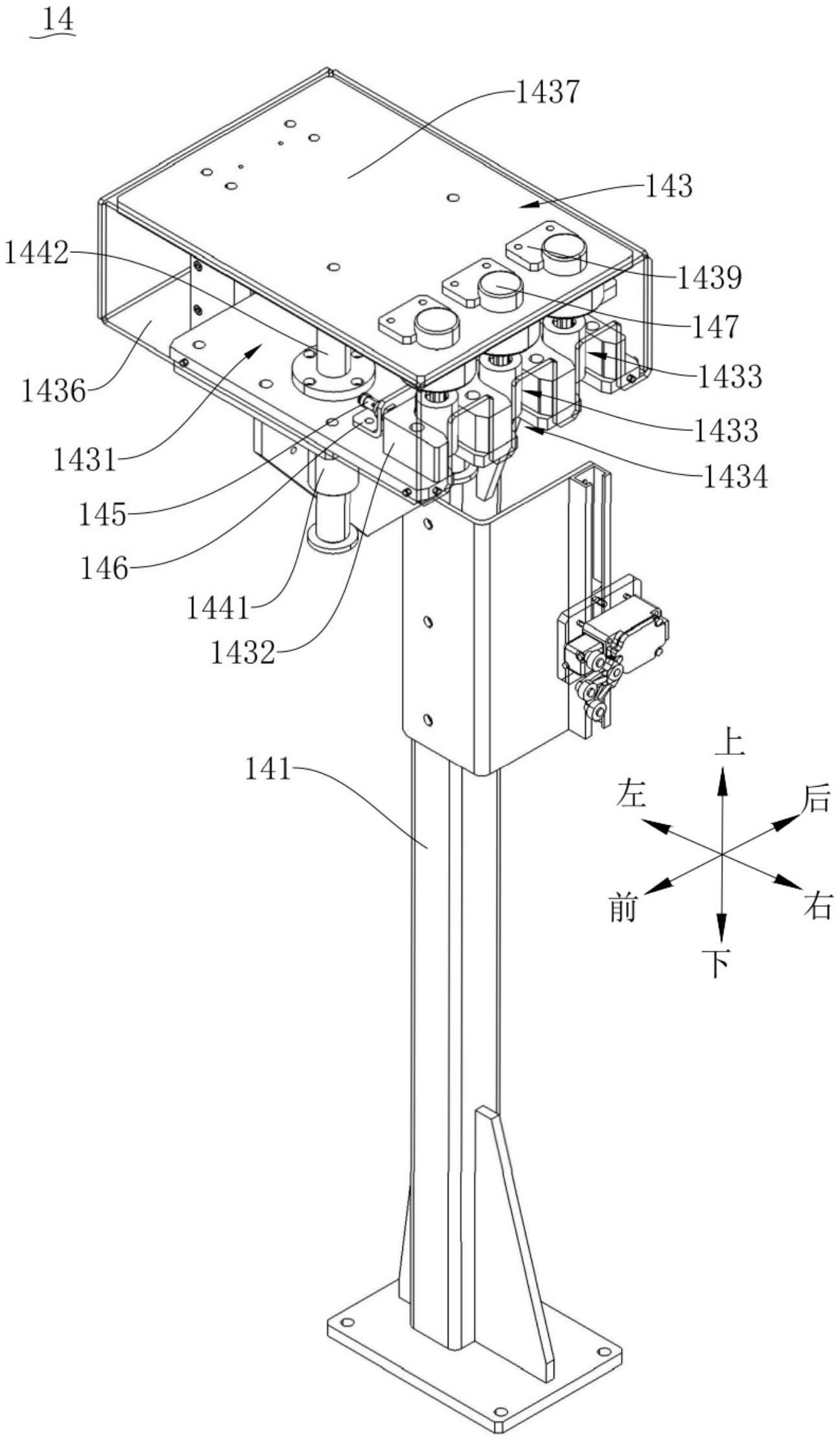
6、套筒切换机构,所述套筒切换机构包括支撑架、升降驱动件和盒体,所述支撑架安装于所述安装架顶部,所述盒体内形成容纳腔,所述容纳腔内设置有安装块,所述安装块开设有至少两个沿横向间隔设置的卡槽,所述卡槽用于放置套筒,所述盒体对应各所述卡槽的位置均开设有与容纳腔连通的第一开口和第二开口,所述套筒用于自所述第一开口伸入至所述卡槽内,所述盒体的顶部穿设有压紧套,所述压紧套的数量与所述卡槽的数量一致且一一对应,所述升降驱动件用于驱动所述压紧套相对所述安装块下降或上升,以使所述压紧套抵紧对应的所述卡槽内的套筒或与套筒脱离抵接。
7、在一实施例中,所述盒体包括底板、顶板和围板,所述围板位于所述顶板和所述底板之间并与所述顶板和所述底板围合成所述容纳腔,所述底板开设有所述第二开口,所述安装块安装于所述底板,所述安装块与所述底板的连接处形成用于支撑所述套筒的台阶,所述围板开设有所述第一开口,所述顶板与所述升降驱动件连接,所述压紧套穿设于所述顶板,所述升降驱动件用于驱动所述顶板相对所述底板下降或上升,以使所述顶板带动所述压紧套下降或上升。
8、在一实施例中,所述套筒切换机构还包括导向组件,所述导向组件包括导向套筒和可升降地穿设于所述导向套筒的导向杆,所述导向杆沿竖向安装于所述顶板的底部,所述导向套筒穿设并固定于所述底板且伸入所述容纳腔内。
9、在一实施例中,所述导向组件的数量为两个,两个所述导向组件沿横向间隔设置。
10、在一实施例中,所述顶板上方设置有卡接块,所述卡接块的数量与所述压紧套的数量一致且一一对应,所述压紧套的顶端形成有用于供对应的所述卡接块伸入的卡接槽。
11、在一实施例中,所述套筒切换机构还包括感应组件,所述感应组件包括传感器和定位块,所述定位块安装于所述底板上方且靠近所述安装块设置,所述传感器的数量与所述卡槽的数量一致且一一对应设置,所述传感器的感应端朝向对应的所述卡槽设置。
12、在一实施例中,所述套筒切换机构的数量为多个,多个所述套筒切换机构横向间隔安装于所述安装架上方。
13、在一实施例中,所述同步机构还包括保护组件和安装台,所述夹持组件包括夹持驱动件、第一夹持件和第二夹持件,所述夹持驱动件安装于所述安装台,所述夹持驱动件的伸出轴与所述第二夹持件连接,用以驱动所述第二夹持件靠近或远离所述第一夹持件,所述第一夹持件与所述安装台滑动配合;所述保护组件包括活动件、过载检测件和弹性件,所述活动件包括相互连接的触发部和滑动部,所述触发部与所述第一夹持件连接,所述安装台设置有与所述滑动部滑动配合的固定块,所述弹性件的两端分别与所述固定块和所述触发部抵接,所述滑动部远离所述触发部的一端与所述过载检测件间隔设置,所述过载检测件用以检测所述滑动部。
14、在一实施例中,所述运载车还包括驱动组件,所述驱动组件包括行走驱动件和与所述行走驱动件传动连接的行走轮,所述行走驱动件安装于所述安装架,所述行走驱动件用以驱动所述行走轮转动,以使所述行走轮带动所述运载车移动。
15、此外,本实用新型还提供一种车辆生产线,所述车辆生产线设置有同步工位,所述同步工位设置有用于检测所述运载车的到位检测机构。
16、本实用新型的上述技术方案中,当卡槽内未放置有套筒,拧紧枪的拧紧头上套设有套筒,需要将套设于拧紧头的套筒放置于卡槽内时,机械臂带动拧紧枪移动,使得套筒对准第一开口,拧紧枪的拧紧头带动套筒并从第一开口进入至卡槽内,当套筒进入至卡槽内后,拧紧枪向下移动,使得拧紧头从第二开口退出卡槽,套筒的直径大于第二开口的宽度,因此在拧紧头退出卡槽后,实现了拧紧头与套筒的分离,并将套筒放置于卡槽内。可以理解的,当卡槽内放置有套筒,拧紧枪的拧紧头上未套设有套筒,需要将套筒套设于拧紧头上时,升降驱动件驱动压紧套相对安装块下降,使得压紧套与套筒抵紧,机械臂驱动拧紧枪从第二开口伸入至卡槽内,拧紧枪的拧紧头从套筒的底部伸入至套筒内,通过设置压紧套将套筒抵紧,能够使得拧紧头从套筒的底部伸入至套筒内的过程中,套筒不会移动,当位于卡槽内的套筒套设于拧紧头上后,升降驱动件驱动压紧套上升,机械臂驱动拧紧枪的拧紧头向右移动,使得拧紧头以及套筒从第一开口脱出卡槽,以实现套筒的切换。本实用新型中的车辆底盘增紧设备,在对车辆底盘螺栓增紧的过程中,能够灵活的切换不同类型的套筒,以实现对不同型号的螺栓进行增紧,无需操作人员手动切换套筒,降低了车辆底盘螺栓增紧所需的时长,增加了生产效率。相较于采用多个拧紧枪分别套设不同套筒的方案,通过拧紧枪灵活切换不同的套筒,减少了拧紧枪的数量,降低了生产成本。
- 还没有人留言评论。精彩留言会获得点赞!