一种管状件自动焊接工装的制作方法
【】本技术属于焊接技术设备领域,具体涉及一种管状件自动焊接工装。
背景技术
0、
背景技术:
1、在石油、化工、电力、造船、核工业等行业,由于其所使用的管道直径较大,一般无法采用热轧加工,往往会采用卷板机将板材弯曲成管状件,并通过焊接方式即可加工成管道。而传统手工焊接方式具有工作效率低,质量不稳定等缺点。
2、申请号为2013100340013的专利公开了一种内胆半自动焊接生产线,包括板料卷圆机构、直缝焊接装置、端盖环缝焊接装置、进出水管焊接装置、工艺挂架焊接装置,各个装置之间采用输送链连接,其中:所述板料卷圆机构为卷圆机;所述直缝焊接装置是完成卷圆内胆直缝焊接的工位,包括三台等离子隧道直缝焊机;所述环缝焊接装置包括三工位组对机和三台卧式环缝机器人工作站;所述进出水管焊接装置为镁棒水管焊机;所述工艺挂架焊接装置为机器人挂架焊机。本发明的内胆半自动焊接生产线,与现有技术相比,布局合理、生产设备占地面积减少60%,劳动力减少260%,生产效率提高近3倍。
3、上述专利通过等离子隧道直缝焊接机完成管道的直缝焊接,通过卧式环缝机器人工作站完成环峰的焊接,可见该专利是通过不同的工装、不同的工站完成不同的工作,这就存在所需生产设备较多,生产设备占地面积较大,集成度不高等问题。同时该生产线是采用等离子焊进行焊接,然而等离子焊在焊接过程中,容易出现焊缝,对于密封要求较高的产品,显然等离子焊不能满足较好的满足焊接要求。
4、另外在焊接过程中,为了避免焊缝背面出现氧化,需要在焊缝背面提供保护气体;现如今,对于管状件的焊接,一般是将管状件两端进行封堵,并对管状件通入氩气,如专利申请号为2017111762676的专利,这种方法虽然可以解决上述问题,但是,对于直径较大的管状件来说,操作起来较为麻烦,且需要通入大量氩气,才能达到保护效果。
技术实现思路
0、
技术实现要素:
1、为了解决上述问题,本实用新型提供一种管状件自动焊接工装,其将等离子焊、氩弧焊集成为一套设备,当等离子焊接完成后,通过氩弧焊再次进行焊接,从而避免出现焊缝;同时在驱动单元的作用下,结合滚筒装置,通过一套设备即可完成直缝、环缝的焊接,既减少了生产设备占地面积,又可完成直缝、环缝的焊接,集成度较高;同时该焊接工装无需对管状件注入保护气体,通过背保工装沿着焊缝移动,即可避免焊缝背面出现氧化,全程自动化,减少了人力,提高了工作效率,并大大减少了氩气通入量。
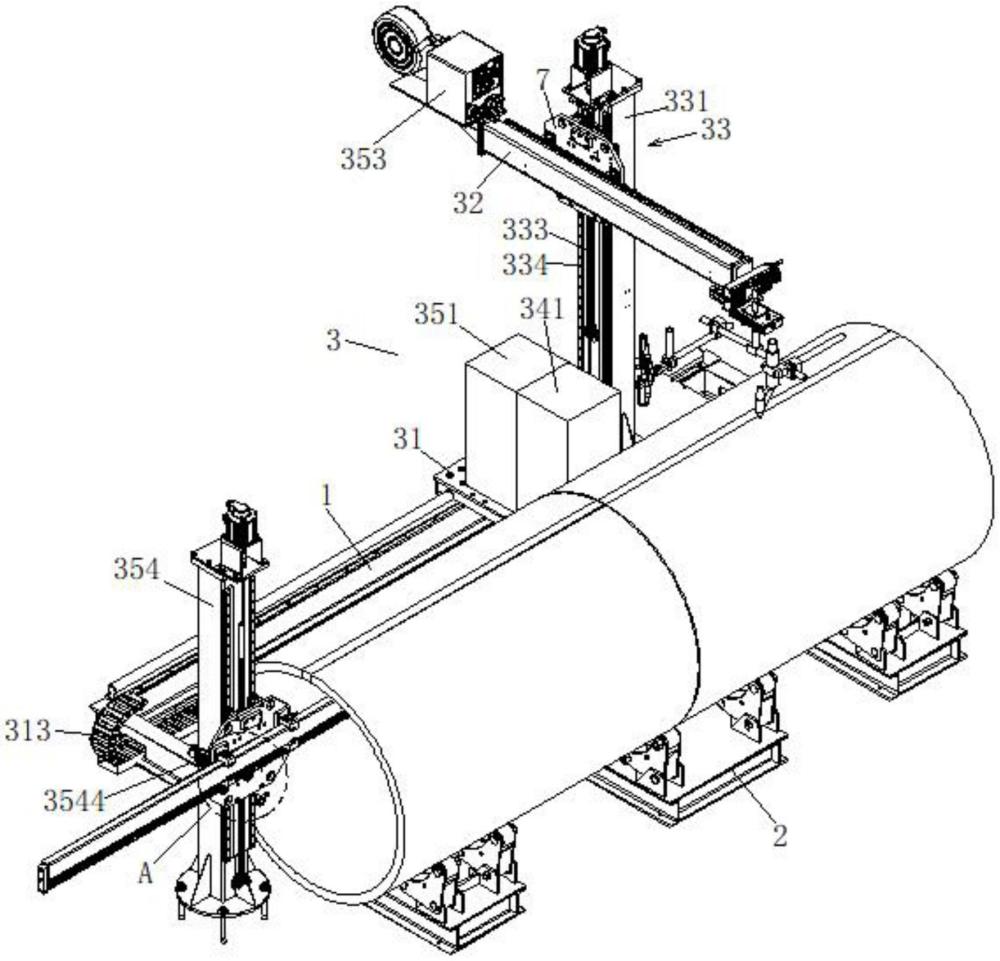
2、本实用新型是通过以下技术方案实现的,提供一种管状件自动焊接工装,包括:
3、水平设于地面上的机架;
4、设于机架一侧,用于支撑并使管状件旋转的滚筒组件;
5、用于完成管状件直缝焊与环缝焊的焊接组件,其包括:x轴运动组件、y轴运动组件、z轴运动组件、等离子焊接组件、氩弧焊接组件;
6、所述x轴运动组件设于机架上方,其移动方向与滚筒组件上的管状件轴向相平行;
7、所述z轴运动组件垂直设于x轴运动组件上方,且在x轴运动组件的作用下沿管状件轴向运动;
8、所述y轴运动组件通过连接板一垂直设于z轴运动组件一侧,且在z轴运动组件作用下于机架上方上下运动,所述y轴运动组件靠近滚筒组件的一端设有一t形连接杆,该t形连接杆纵向端与y轴运动组件固定连接;
9、所述等离子焊接组件包括:等离子焊接机、等离子焊接枪,所述等离子焊接枪设于t形连接杆横向端的一端;
10、所述氩弧焊接组件包括:氩弧焊接机、氩弧焊接枪、氩弧焊送丝机、用于为氩弧焊提供保护气体的背保工装,所述氩弧焊接枪设于t形连接杆横向端的另一端,所述氩弧焊送丝机设于y轴运动组件另一端,所述背保工装包括:垂直设于机架一侧的固定架、通气管、用于使通气管管口沿着管状件轴向移动的伸缩臂、设于固定架上用于使伸缩臂沿固定架上下移动的丝杆模组二,所述通气管与外部储气罐连接;
11、用于控制滚筒组件、焊接组件工作的控制器。
12、特别的,所述t形连接杆纵向端上设有一滑块模组,该滑块模组上设有用于驱动其产生摇摆的驱动电机一。
13、特别的,所述t形连接杆纵向端与y轴运动组件之间设有一用于对t形连接杆进行微调的调节机构,横向端设有用于对等离子焊接枪、氩弧焊接枪分别进行调节的调节螺母。
14、特别的,所述滚筒组件包括:沿x轴运动组件移动方向依次设置的三个支撑座、以及设于支撑座上的滚轮组件;
15、所述滚轮组件包括:面对面设置的两组支撑架、若干滚轮,每组支撑架包含两个支撑架,且两组支撑架面对面的一侧边为与管状件相适应的圆弧形,每个支撑架位于弧形的两端分别活动设有滚轮;
16、位于中间的滚轮组件上还设有活动组件,其包括:动齿轮、至少两个定齿轮以及用于驱动动齿轮转动的驱动电机二,所述驱动电机二设于两个支撑架之间,所述定齿轮与滚轮通过转动轴连接,该定齿轮与动齿轮相啮合。
17、特别的,所述两组支撑架中的其中一组与支撑座之间设有用于调节两组支撑架间距的滑动模组。
18、特别的,所述x轴运动组件包括:工作台以及平行设于机架上方的直线导轨、拖链、传动链、用于驱动传动链工作的驱动电机三;
19、所述等离子焊接机、氩弧焊接机分别设于工作台上方,该工作台底部开设有与直线导轨相适应的滑槽。
20、特别的,所述y轴运动组件包括:垂直设于z轴运动组件一侧的连接架、齿条、驱动电机三、导轨模块一;
21、所述t形连接杆、氩弧焊送丝机分别设于连接架两端;
22、所述齿条设于连接架朝向z轴运动组件的一侧;所述驱动电机三设于连接板一一侧,其转动轴穿过连接板一后连接一与齿条相啮合的齿轮一;
23、所述导轨模块一中的导轨设于齿条两侧,滑块设于连接板一上;
24、所述连接架在驱动电机三的作用下,通过齿轮一、齿条于z轴运动组件一侧前后移动。
25、特别的,所述z轴运动组件包括:驱动电机四、支撑杆、丝杆模组一、导轨模组二;
26、所述支撑杆垂直设于工作台上;
27、所述丝杆模组一中的丝杆设于支撑杆朝向y轴运动组件的一侧,丝母设于连接板一上;
28、所述导轨模组二中的导轨设于丝杆两侧,滑块设于连接板一上;
29、所述y轴运动组件在驱动电机四的作用下,通过丝杆模组一,沿导轨模组二于支撑杆一侧上下移动。
30、特别的,所述丝杆模组二设于固定架一侧,其端部设有用于为其提供动力的驱动电机六,所述伸缩臂通过连接板二垂直设于固定架一侧,该固定架与连接板二之间还设有导轨模组三,所述伸缩臂在驱动电机六的作用下,通过丝杆模组二沿导轨模组三于固定架一侧上下移动。
31、特别的,所述伸缩臂沿壁体设有一链条,所述通气管设于链条一侧,其出气口位于链条端部;
32、所述伸缩臂与连接板二之间设有用于使伸缩臂沿管状件轴向移动的导轨模组四,所述连接板二远离伸缩臂的一侧设有驱动电机五,该驱动电机五的转轴穿过连接板二后连接一与链条相啮合的齿轮二,所述连接板二上还设有两个与链条的齿轮三,所述链条位于齿轮二与齿轮三之间,所述伸缩臂在驱动电机五的作用下,通过齿轮二与链条沿着导轨模组四于固定架一侧移动。
33、本实用新型提供一种管状件自动焊接工装,具有以下有益效果:
34、1、等离子焊接枪、氩弧焊接枪通过旋转支架连接,集成为一体,可在等离子焊接完成后,通过氩弧焊补焊缝,确保焊接效果;
35、2、通过y轴运动组件、z轴运动组件,可调节等离子焊接组件、氩弧焊接组件与焊接组件,即管状件的距离,从而满足焊接质量要求;
36、3、焊枪处的伺服电机和滑块模组可使可使等离子焊接枪和氩弧焊接枪做“之”字摆动,从而满足焊接过程中工艺摇摆微调要求,进一步提高了焊接质量;
37、4、x轴运动组件,可使焊接组件沿着管状件轴向运动,从而满足焊接过程中直缝焊与环缝位置的调节;
38、5、背保工装的设置,可在直缝焊接过程中,通气管管口跟随氩弧焊接枪沿管状件内外移动,从而防止焊缝背面氧化,在环缝焊接过程中,可将通气管管口调节至设定位置,无需在焊接前对管状件内腔注入保护气体,即可完成焊缝背保工作,进而在减少氩气通入量的同时提高了焊接质量。
39、综上所述,该自动焊接工装全程自动化,无需人工操作,即可完成管状件的焊接,具有占地面积小、安全性高、焊接质量高、自动化强、成本低低等优点。
- 还没有人留言评论。精彩留言会获得点赞!