基于行星轮式自动控制焊枪的管道内环缝埋弧焊焊接装置的制作方法
本技术属于管道内环缝焊接,特别涉及一种基于行星轮式自动控制焊枪的管道内环缝埋弧焊焊接装置。
背景技术:
1、管道运输是油气运输中最主要的也是最快捷、经济、可靠的方式,可用于输送水、原油、天然气、成品油等,具有输量大、距离长、安全性、成本低等优点,在全世界各国发展迅速。管道焊接环境恶劣、焊接跨度大,加之管道输送向高压、大口径方向发展,这就对管道内环焊缝的焊接提出了更高更严格的要求,自动化管道内环焊缝的焊接方式已成为制约整个工程质量的关键因素。
2、在石油、化工、天然气、船舶等行业管道自动焊接中常用的焊接方法有钨极氩弧焊(tig),焊接质量好、成本高、效率低,一般应用于小孔口径和薄厚度的重要管道焊接中。然后对于特别大型管道工件内环缝的焊接方法,同时要求焊缝质量高、焊接速度快和改善焊缝金属的成分及性能,一般常用的焊接方式就无法满足。
3、专利cn 114952139 a该实用新型通过本身机械结构能在管桩内腔固定且能实现对内环缝进行自动或人机焊接,并且焊接完成后无需人工进入把内焊机器人取出,虽然满足部分焊接需求,解决了部分焊接设备进入狭小的管桩内腔的焊接作业,但是当焊接设备被管道的惯性带动偏离管道垂线最低点时,只能通过人工手动的方式将其硬拉到最低点,大大提高了人工劳动力的危险系数。专利cn 113427181 b该方法将管道放置在焊接轮架上,龙门焊接架设置在管道的上方,龙门焊接架下方安装有可升降的第一焊枪,可实现管道的外环缝焊接。在管道的侧部设置内环缝焊机,内环缝焊机的焊接臂上安装有第二焊枪,可实现管道的内环缝焊接。具有同时进行内外环缝的焊接工作且使用方便、省时省力,但是设备操作起来难度较为复杂,对于焊接质量无法保证同时不能满足小型管道的焊接工作,故适用环境受限不利于现有的环境。
4、专利cn 113182861 a该管道焊接机器人固定转齿固定连接有伸缩杆,伸缩杆上固定连接有能够为焊枪提供固定空间的固定框,固定转齿转动连接在移动横腔上,圆筒腔内固定连接有固定横轴,固定转齿转动连接在固定横轴上,圆筒腔的外壁上均匀固定连接有多个顶靠支腿。虽然该实用新型有益效果是可完成对管道内壁的焊接,同时确保管道不会发生断裂造成不可逆的损害,但是只能围绕管道的内壁进行环行,不能始终保持处于管道垂直线的最低点,无法适用于大型工件管道的埋弧焊焊接工作。综合上述三种管道内环缝焊接问题可知,首先装置无法通过自动化智能化的手段实现焊枪处于管道垂直线最低点来保证焊接质量,其次机械结构过于复杂操作起来较为麻烦不易于保障焊接质量和焊接效率,最后埋弧焊的焊接方式无法适应于其中,导致这些装置无法从事焊接大型高厚度管道,使得必须采用埋弧焊的焊接方式结合自动控制系统确保焊枪始终保持在管道最低点位置上,同时结构须紧凑确保焊接质量最佳。
技术实现思路
1、为了解决上述技术问题,本实用新型提供一种结构简单,操作方便,能够保证焊缝质量,能有效对较大、较厚和较长的直线及较大直径的内环形焊缝焊接的基于行星轮式自动控制焊枪的管道内环缝埋弧焊焊接装置。
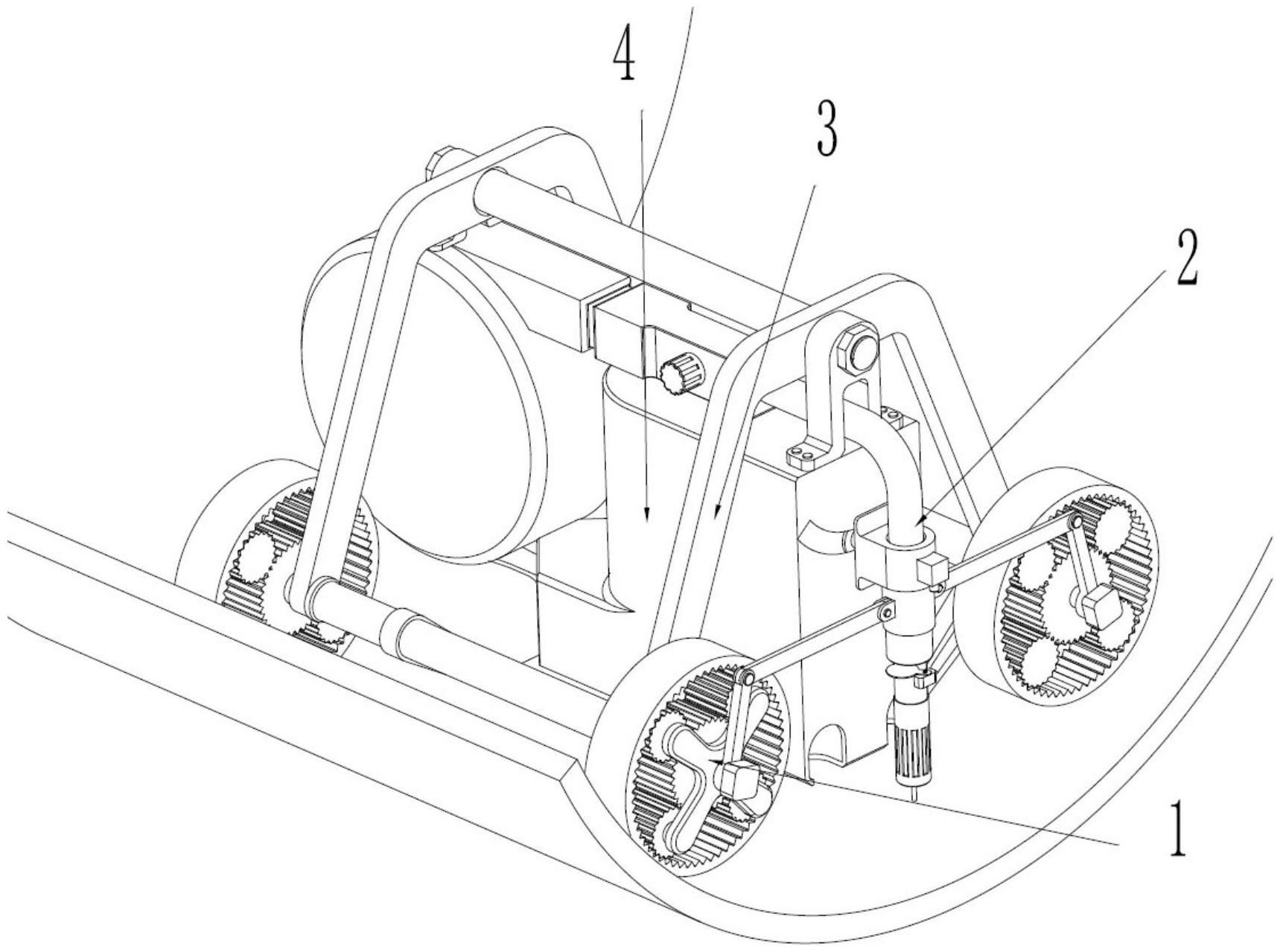
2、本实用新型采用的技术方案是:一种基于行星轮式自动控制焊枪的管道内环缝埋弧焊焊接装置,包括多组行星轮式结构、焊枪摆动控制系统、固定架、送丝装置及回收焊剂系统;固定架为截面为等腰梯形或等腰三角形的柱状框架结构;每组行星轮式结构包括两个对称布置在三角形固定结构底部的行星轮式结构,所述的行星轮式结构包括行星架、多个行星轮、太阳轮和齿圈,多个行星轮安装在行星架上,齿圈为内齿圈,多个行星轮通过齿轮啮合方式配合于齿圈和太阳轮之间,太阳轮和行星架同轴安装在电磁离合器上;电磁离合器安装在固定架底部;回收焊剂系统与固定架顶部中心处铰接,能够提供焊剂和回收焊剂;送丝装置安装在回收焊剂系统上,能够输送焊丝;
3、所述的焊枪摆动控制系统包括焊管、ccd相机、相机安装座、焊剂开关及控制装置;所述的焊管为l形,焊管的一端与送丝装置连接,焊丝穿过焊管,从导电嘴伸出;导电嘴位于固定架的一端;所述的相机安装座固定在焊管上,相机安装座上设有滑块,滑块置于回收焊剂系统侧面上的弧形滑槽内;ccd相机安装在相机安装座上,回收焊剂系统的焊剂出口与焊管连通,焊剂开关设置在焊管上;所述的焊管上固定安装有双耳圆管,双耳圆管的两个耳板分别与两个连杆i的相对端铰接,两个连杆i的相背端分别与两个连杆ⅱ的一端铰接,两个连杆ⅱ的另一端分别与一组行星轮式结构的两个行星架铰接;所述的ccd相机、电磁离合器、焊剂开关分别与控制装置连接。
4、上述的基于行星轮式自动控制焊枪的管道内环缝埋弧焊焊接装置中,所述的固定架包括两个u形板,两个u形板平行设置,两个u形板通过三个中心轴连接,中心轴垂直于u形板;三个中心轴中两个分别设置在u形板两端,另一中心轴设置在u形板中心处;u形板两端朝下设置;所述的回收焊剂系统顶部通过吊耳i与该另一中心轴铰接。
5、上述的基于行星轮式自动控制焊枪的管道内环缝埋弧焊焊接装置中,所述的送丝装置包括壳体、卷筒和出丝管,壳体为圆柱形结构,卷筒置于壳体内,出丝管与壳体内腔连通,出丝管轴线与卷筒轴线垂直;出丝管侧壁上设有紧定螺钉,所述的壳体固定通过吊耳ⅱ与另一中心轴铰接;所述的出丝管固定安装在回收焊剂系统顶面上,回收焊剂系统的焊剂出口与出丝管连通,出丝管与焊管的一端连接。
6、上述的基于行星轮式自动控制焊枪的管道内环缝埋弧焊焊接装置中,所述的回收焊剂系统包括外壳、螺旋输送杆及伺服电机;外壳内设置两个腔,分别为储藏腔和输送腔,输送腔为横腔和竖腔连通的l型腔,储藏腔位于横腔的上方,储藏腔与横腔之间的隔板上设有焊剂漏洞;所述的螺旋输送杆竖直安装在输送腔的竖腔内,伺服电机安装在外壳底部外壁上,伺服电机输出轴与螺旋输送杆连接,外壳顶部设有焊剂出口。
7、上述的基于行星轮式自动控制焊枪的管道内环缝埋弧焊焊接装置中,所述的外壳底部朝向送丝装置侧设有回收腔,回收腔内安装有风扇,回收腔与外壳的内腔之间设有漏网;回收腔朝向送丝装置的侧壁上设有安装有l型连板,送丝装置支撑在l型连板上。
8、与现有技术相比,本实用新型的有益效果是:
9、(1)本实用新型结构简单,其通过行星轮式结构支撑在管道内,以管道本身的转动为该装置的主要动力来源传递到行星轮式机构中,使得一对对称布置的行星轮式结构左右太阳轮和行星轮架呈现相反方向旋转,同时配合着电磁离合器调速和正反转的功能实现对焊枪的左右摆动自动控制,使得焊枪口始终保持在垂直线最低点上,以确保焊接中焊剂得到充分覆盖于导电嘴上,从而保证获得稳定高质量的焊缝。
10、(2)本实用新型通过风扇产生小压强吸收焊接过程多余的焊剂和本身装置自带的焊剂,完全实现了高效的智能化送给焊剂一体化,使焊剂可以在工作中被重复的利用,从而降低了人工成本,也避免了多余焊剂散乱在管道中对装置的摆动产生堵挡和侧翻。
11、(3)本实用新型可较为繁琐的使用埋弧焊,相比较大部分普通的钨极氩弧焊(tig)来说可适用的环境较多,同时对于大型管道工件焊接工艺更加简单且焊接焊缝质量好。
12、(4)本实用新型的固定架采用三角形结构,不受外部的离心力所影响,使得本实用新型较为紧凑,使用操作方便简单,无需要人力处于旋转的环境中工作确保工人们安全性。
- 还没有人留言评论。精彩留言会获得点赞!