定位组件、定位机构以及焊接辅助工装的制作方法
本技术涉及焊接定位设备,特别涉及一种定位组件、定位机构以及焊接辅助工装。
背景技术:
1、受碳排放和能源危机的影响,近年来国家大力支持新能源汽车的发展。其中,电池是新能源汽车的核心部件,而电芯是电池的核心。方壳电池因能量密度高、安全性能好和循环使用寿命长等特点,成长为目前主流的电池产品之一。其中,方壳电池的顶盖的激光焊接作为一道重要工序,主要实现了密封、保护电极承载电解液等作用。
2、在对顶盖进行激光焊接的过程中,首先需要对电芯进行定位,然而,在定位电芯的过程中,电芯的铝壳体受定位工装摩擦的影响,容易产生划痕,严重的划痕既影响产品外观质量,也影响包膜后的安全性。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种定位组件,能够降低对待加工工件划伤的风险。
2、本实用新型还提出一种具有上述定位组件的定位机构、以及具有上述定位机构的焊接辅助工装。
3、根据本实用新型第一方面实施例的定位组件,包括:定位件,所述定位件具有定位面;以及防刮伤单元,所述防刮伤单元包括弹性件以及抵持件,所述弹性件的一端与所述定位件连接,另一端与所述抵持件连接,所述抵持件具有抵持面,所述抵持面的朝向与所述定位面的朝向相同,且所述抵持面在所述弹性件处于初始状态时凸出于所述定位面,所述抵持件被配置为能够与所述定位件发生相对位移以使所述抵持面相对于定位面沿预设方向移动,所述预设方向与所述抵持面的朝向相反,所述弹性件在所述抵持面相对于定位面沿所述预设方向移动时产生弹性形变;
4、其中,具有所述抵持面的部位的硬度小于具有所述定位面的部位的硬度。
5、根据本实用新型的一些实施例,所述抵持件被配置为能够与所述定位件发生相对位移以使所述抵持面与所述定位面平齐。
6、根据本实用新型的一些实施例,所述定位件设有槽口形成于所述定位面的安装槽,所述抵持件可活动地穿设于所述安装槽;
7、其中,所述抵持面在所述弹性件处于初始状态时露出于所述安装槽的槽口,所述抵持件被配置为能够与所述定位件发生相对位移并全部伸入至所述安装槽内。
8、根据本实用新型的一些实施例,所述抵持件具有与所述安装槽的槽口相对设置的背板,所述弹性件设置于所述安装槽内,且所述弹性件的一端与所述背板连接,所述弹性件的另一端与所述抵持件背向所述抵持面的一侧连接。
9、根据本实用新型的一些实施例,所述背板设有与所述安装槽连通的装配孔,所述装配孔的轴线垂直于所述定位面,所述防刮伤单元还包括可活动地穿设于所述装配孔的导向件,所述导向件被配置为能够沿所述装配孔的轴向移动,所述导向件与所述抵持件固定连接。
10、根据本实用新型的一些实施例,所述弹性件为弹簧,所述弹簧套设于所述导向件。
11、根据本实用新型的一些实施例,所述防刮伤单元还包括导向套,所述导向套固定地穿设于所述装配孔内,所述导向件可活动地穿设于所述导向套,所述弹性件的一端与所述导向套连接。
12、根据本实用新型的一些实施例,所述导向件包括限位头、以及与所述限位头连接的导向轴,所述导向轴穿设于所述导向套并使所述限位头与所述导向套远离所述安装槽的一端限位配合,所述导向轴与所述抵持件固定连接。
13、根据本实用新型第二方面实施例的定位机构,包括第一定位组件、第二定位组件和驱动件,其中,所述第一定位组件以及所述第二定位组件均为如上所述的定位组件;
14、所述第一定位组件的所述定位件与所述第二定位组件的所述定位件间隔且相对设置、并使所述第一定位组件的所述定位面与所述第二定位组件的所述定位面相对设置,所述第一定位组件的所述抵持件与所述第二定位组件的所述抵持件间隔且相对设置、并使所述第一定位组件的所述抵持面与所述第二定位组件的所述抵持面相对设置;
15、所述驱动件与所述第一定位组件的所述定位件和/或所述第二定位组件的所述定位件驱动连接,所述驱动件用于驱使所述第一定位组件的所述定位件与所述第二定位组件的所述定位件相互靠近或远离。
16、根据本实用新型第三方面实施例的焊接辅助工装,包括安装座以及定位装置,所述定位装置包括第一定位机构以及第二定位机构,其中,所述第一定位机构以及所述第二定位机构均为如上所述的定位机构;
17、在所述第一定位机构中,所述驱动件与所述第一定位组件的所述定位件驱动连接,所述驱动件以及所述第二定位组件的所述定位件均固定在所述安装座上,所述第一定位组件和所述第二定位组件用于分别对待加工工件的其中一组相对的两侧壁进行定位;
18、在所述第二定位机构中,所述驱动件与所述第一定位组件的所述定位件驱动连接,所述驱动件以及所述第二定位组件的所述定位件均固定在所述安装座上,所述第一定位组件和所述第二定位组件用于分别对所述待加工工件的另一组相对的两侧壁进行定位。
19、根据本实用新型的一些实施例,所述第一定位机构的所述第一定位组件和所述第二定位组件,以及所述第二定位机构的所述第一定位组件和所述第二定位组件围设形成有夹持区域;
20、所述焊接辅助工装还包括设置于所述安装座并位于所述夹持区域下方的升降驱动件。
21、根据本实用新型实施例的定位组件、定位机构以及焊接辅助工装,至少具有如下有益效果:
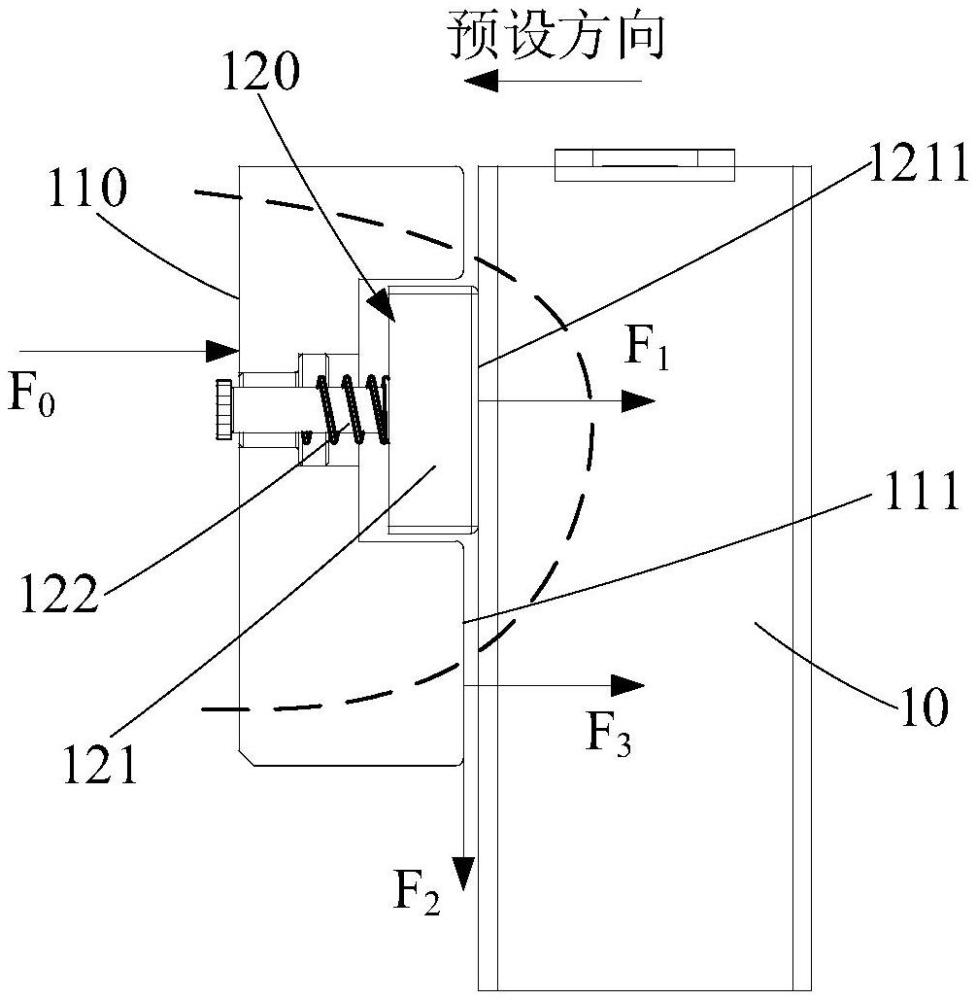
22、本实用新型的定位组件在使用时,抵持件的抵持面首先与待加工工件的其中一个侧壁相抵,由于抵持面的朝向与定位面的朝向相同,此时,定位面与待加工工件的该侧壁相对,当对定位件施加作用力以使定位件朝向待加工工件移动时,定位面会朝向待加工工件移动直至抵持待加工工件的侧壁,此时,由于弹性件产生了弹性形变,弹性件会对抵持件施加作用力,使得待加工工件同时受到来自于定位件和抵持件的压力。
23、需要说明的是,设定对定位件施加的作用力为f0,在定位件和抵持件同时侧压待加工工件的情况下,抵持件对待加工工件的作用力f1=k*△l,定位件对待加工工件的作用力f3=f0-f1,当待加工工件与定位面产生相对位移而产生滑动摩擦时,定位件与待加工工件的摩擦力f2=μ*f3。其中,k为弹性件的弹性系数,△l为弹性件的形变量,μ为定位件与待加工工件的摩擦系数。
24、可以理解的是,弹性件发生形变后可以对抵持件产生压力,从而使得抵持件将力作用于待加工工件,致使定位件对待加工工件的作用力f3减小,从而使得定位件与待加工工件之间的摩擦力f2减小,另外,由于具有抵持面的部位的硬度小于具有定位面的部位的硬度,抵持件对待加工工件的刮伤效果要小于定位件对待加工工件的刮伤效果,因此,总体而言,可以降低待加工工件的侧壁被刮伤的风险。另外,从待加工工件的受力情况来看,待加工工件所受压力未发生变化(其大小仍与f0相同),这就确保了对待加工工件的夹持力,降低了待加工工件在加工过程中移动的风险。另外,本实用新型的定位组件中的定位件的定位面能够保证与待加工工件的接触,保证待加工工件的定位精度。
25、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
- 还没有人留言评论。精彩留言会获得点赞!