一种自动焊接DIP器件设备的制作方法
本技术涉及电子元器件dip焊接,具体涉及一种自动焊接dip器件设备。
背景技术:
1、dip封装,是一种集成电路的封装方式。dip封装的cpu芯片有两排引脚,需要插入到具有dip结构的芯片插座上。现有技术dip封装元件可以用通孔插装技术的方式安装在电路板上,并靠人工利用波峰焊让插件电子线路板的焊接面直接与高温液态锡接触达到焊接目的。但是现有的dip封装技术人工成本高,人工焊接易误操作且焊接一致性差,且焊接效率低。因此电子元器件dip焊接技术领域的技术人员希望有一种新的设备可以对上述问题进行改善和解决。
技术实现思路
1、有鉴于此,提供一种自动焊接dip器件设备,其大量的采用自动化技术对dip器件采用喷锡炉焊接,减少了人工成本,提高了焊接效率和质量,极大地增强了用户的使用体验感。
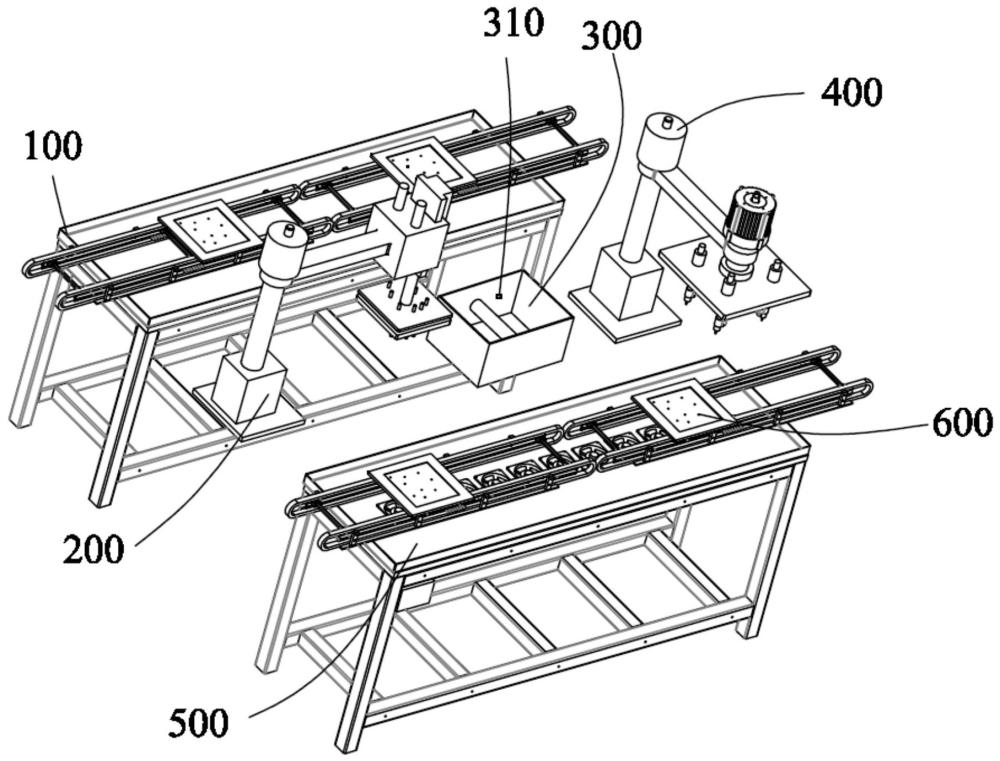
2、一种自动焊接dip器件设备,用于对dip器件进行采用喷锡炉的自动化焊接,所述自动焊接dip器件设备包括上料传输装置、焊接机械臂、锡焊炉、转料机械臂、下料传输装置、多个百格防护焊接治具;所述上料传输装置用于传输放置有待焊接的dip器件的所述百格防护焊接治具;所述焊接机械臂用于从所述上料传输装置上吸住所述百格防护焊接治具转移至所述锡焊炉进行焊接,以及将焊接完毕的所述百格防护焊接治具转移至所述下料传输装置;所述锡焊炉用于对放置有待进行焊接的dip器件的所述百格防护焊接治具内的dip器件进行焊接;所述下料传输装置具有下料工位和接收工位,所述接收工位用于接收所述焊接机械臂转移来的百格防护焊接治具,所述下料传输装置用于将放置有焊接完毕的dip器件的所述百格防护焊接治具从接收工位传输到下料工位;所述转料机械臂用于从所述下料传输装置的下料工位上吸住放置有焊接完毕的dip器件的所述百格防护焊接治具,并使所述百格防护焊接治具转移到相关收料装置。
3、在一些优选实施方案中,所述上料传输装置包括上料传输机架和上料传输机构,所述上料传输机构安装于所述上料传输机架上,所述上料传输机构包括至少一组上料传送机,所述上料传送机为皮带输送机或链板输送机或链条输送机或倍速链输送机,各组所述上料传送机为同一种输送方式输送机,各组所述上料传送机首尾对接相连,所述百格防护焊接治具能在所述上料传送机上被传送。
4、进一步地,所述焊接机械臂包括焊接旋转臂、焊接z轴升降机构、高度测距仪和焊接吸盘,所述焊接旋转臂包括焊接旋转臂机架和焊接臂体,所述焊接臂体安装在所述焊接旋转臂机架上部,所述焊接臂体能绕所述焊接旋转臂机架中心线做360度旋转;所述焊接z轴升降机构固定安装于所述焊接臂体,其安装位置位于所述焊接臂体远离所述焊接旋转臂机架的一端,所述焊接z轴升降机构包括升降电机和升降组件;所述升降组件固定连接于所述升降电机,所述升降组件具有可直线移动的执行端,所述升降电机驱动所述执行端直线往复移动,所述执行端直线往复移动方向平行于所述焊接旋转臂机架中心线,所述执行端具有升降固定面,所述升降固定面在所述执行端的一侧,所述升降固定面垂直于所述执行端直线往复移动方向,所述焊接吸盘固定安装连接于所述升降固定面,所述焊接吸盘包括两层的焊接盘体和多个焊接吸附组件;所述两层的焊接盘体固定连接于所述升降固定面,多个所述焊接吸附组件分别可调节地固定安装在所述焊接盘体上,所述焊接盘体为两层板状结构,所述两层板状结构为两块板通过隔块隔开为两层,两块所述板与所述隔块相互之间为固定连接,所述焊接吸附组件至少3组,所述焊接吸附组件可相对所述两层的焊接盘体进行横向或纵向位置以及高度方向位置调节,所述焊接吸附组件用于吸住百格防护焊接治具;所述高度测距仪固定安装于所述两层的焊接盘体与所述焊接吸附组件上吸嘴同侧位置,所述高度测距仪用于测量所述焊接吸附组件吸住的所述百格防护焊接治具的高度位置。
5、进一步地,所述下料传输装置包括下料传输机架和下料传输机构,所述下料传输机构安装在所述下料传输机架上,所述下料传输机构包括至少一组下料传送机,所述下料传送机为皮带输送机或链板输送机或倍速链输送机或链条输送机,两组所述下料传送机为同一种输送方式输送机,两组所述下料传送机首尾对接相连,所述百格防护焊接治具能放置在所述下料传送机上传送;所述下料传输装置还包括多个温度传感器,所述温度传感器安装于下料传输机架上且分布在所述下料传送机安装的中心线位置,所述温度传感器用于测量放置在所述下料传送机上所述百格防护焊接治具的温度;所述下料传输装置还包括冷却系统,所述冷却系统包括多个风扇,所述风扇安装在下料传输机架上,所述风扇安装分布在所述下料传送机安装的中心线位置,且对应位于接收工位传输到下料工位的通道的下方,所述风扇用于对放置在所述下料传送机上所述百格防护焊接治具进行冷却降温。
6、在一些具体实施方案中,所述转料机械臂包括转料旋转臂、z轴升降传输机构和pcba吸盘,所述转料旋转臂包括转料旋转臂机架和旋转臂体,所述旋转臂体安装在所述转料旋转臂机架上部,所述旋转臂体可绕所述转料旋转臂机架中心线做360度旋转;所述旋转臂体在远离所述转料旋转臂机架的一端有安装孔柱,所述z轴升降传输机构固定安装于所述安装孔柱中,所述z轴升降传输机构包括z轴电机和移动组件;所述移动组件固定连接于所述z轴电机,所述移动组件具有可直线移动的活动端,所述z轴电机驱动所述活动端直线往复移动,所述活动端直线往复移动方向平行于所述转料旋转臂机架中心线,所述活动端具有活动安装面,所述活动安装面在所述活动端的一侧,所述活动安装面垂直于所述活动端直线往复移动方向,所述pcba吸盘固定安装连接于所述活动端的活动安装面,所述pcba吸盘包括吸盘体和至少三组吸嘴组件;所述吸盘体固定连接于所述移动安装面,至少三组所述吸嘴组件分别可调整地固定安装在所述吸盘体上,所述吸嘴组件能相对吸盘体进行横向或纵向位置以及高度方向位置调整,所述吸嘴组件用于吸住所述百格防护焊接治具。
7、优选地,所述百格防护焊接治具用于安装待焊接的pcba印刷电路板,所述百格防护焊接治具包括多个可调整位置的百格防护块和治具体,所述治具体具有凹下的空间用于安装待焊接的所述pcba印刷电路板,所述百格防护块可调整地安装于所述治具体上,所述百格防护块用于保护所述待焊接的pcba印刷电路板的不需焊接部分,使所述不需焊接部分不受焊接高温的破坏,所述百格防护块压紧固定需焊接的pcba印刷电路板的不需焊接部分,以固定定位所述pcba印刷电路板,所述百格防护块以及所述治具体分别为隔热性材质的构件。
8、优选地,所述升降电机为伺服电机,所述z轴电机为伺服电机。
9、具体地,所述移动组件和所述升降组件的传动构件原理为通过滚珠丝杠或齿轮齿条或螺纹传动。
10、具体地,所述焊接盘体和所述吸盘体上分别安装有ccd机器人视觉设备,所述ccd机器人视觉设备用于所述焊接吸附组件或所述吸嘴组件对所述百格防护焊接治具吸附时的精确定位。
11、进一步地,所述锡焊炉包括有温度感应装置,所述温度感应装置安装于所述锡焊炉内,所述温度感应装置能将感应的温度传到所述锡焊炉的系统控制模块,所述系统控制模块根据设定的温度对锡炉温度的控制,所述锡焊炉具有恒温功能。
12、上述自动焊接dip器件设备,其大量的采用自动化技术对dip器件采用喷锡炉焊接,对比传统技术需要6个人工焊接的工位,其焊接完成一个产品需要6分钟,而采用本自动焊接dip器件设备,仅需一名员工将dip器件插入pcba,启动自动焊接后50秒便可完成所有的焊接过程。因此达到了减少人工成本,极大地提高了焊接效率和质量的效果,具有广泛的应用前景。
- 还没有人留言评论。精彩留言会获得点赞!