用于塑封组件的自动组装设备的制作方法
本技术属于塑封组件装配,具体涉及一种用于塑封组件的自动组装设备。
背景技术:
1、电磁阀是洗衣机内常用的用于控制水流通断的部件,电磁阀通常包括阀体和塑封组件;目前市面上的电磁阀都是人工手动进行组装,整体组装效率低;塑封组件与阀体在人工装配时,塑封组件会没有安装到位,导致塑封组件容易从阀体上脱离。由于塑封组件与阀体之间有确定的朝向,人工在流水线上大批量组装时塑封组件的朝向会安装错误或者朝向有偏差。这样需要对这些不良品重新进行返工,大大降低了成品产出率。因此,需要设计一种用于塑封组件的自动组装设备。去克服以上困难。
技术实现思路
1、本实用新型针对现有技术中存在的问题,设计了一种用于塑封组件的自动组装设备,本实用新型通过塑封组件上料机构把塑封组件批量依次抓取放置旋转机构上,通过旋转机构调节塑封组件的朝向,并通过装配机械手机构把塑封组件安装到阀体内,装配过程可靠且自动化程度高。
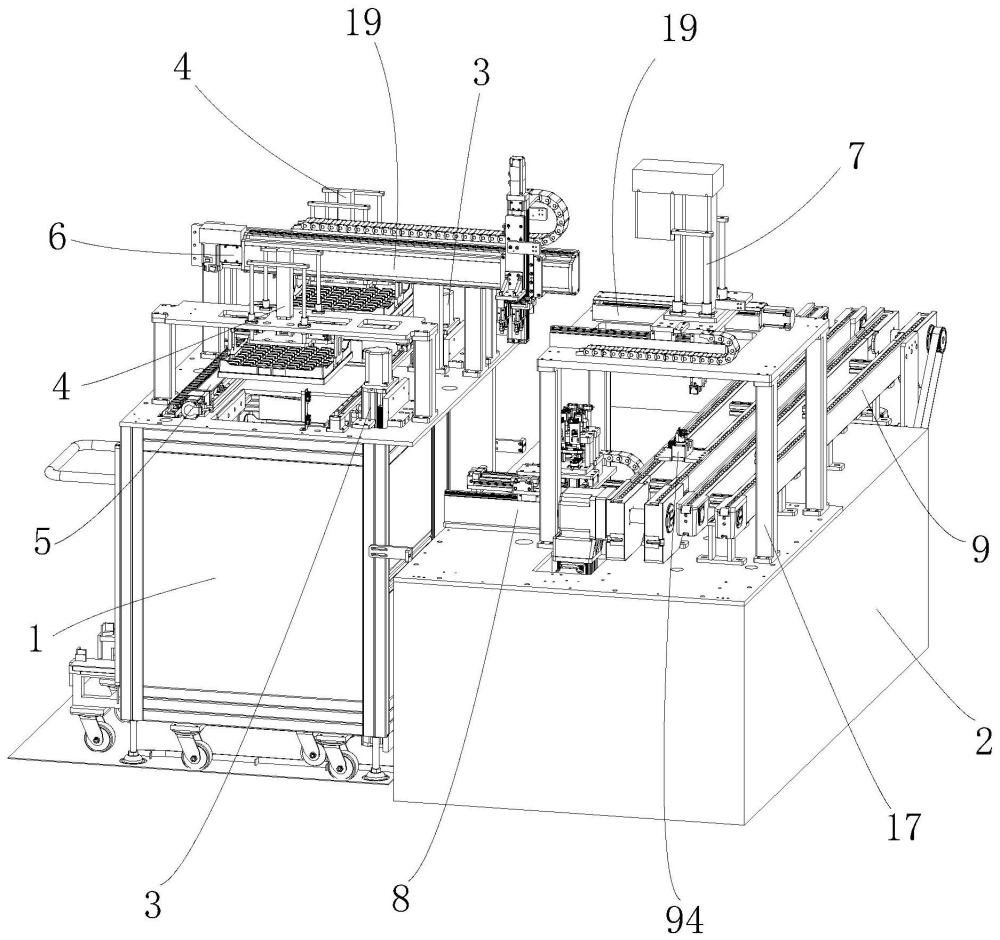
2、本实用新型的发明目的是通过以下技术方案实现的:一种用于塑封组件的自动组装设备,包括第一平台和第二平台,所述第一平台上设有上下料机构、用于抓取物料框的抓取机构、物料框水平移送机构和塑封组件上料机构;所述上下料机构成对设置在第一平台内,所述抓取机构成对设置且设置在上下料机构的正上方,两个所述抓取机构之间设有物料框水平移送机构;所述第二平台上设有用于塑封组件装配的装配机械手机构和用于转动塑封组件朝向的旋转机构,所述旋转机构设置在塑封组件上料机构与装配机械手机构之间;所述旋转机构包括转动电机、传动机构和旋转底座,转动电机带动传动机构转动,所述传动机构转动时带动旋转底座转动。
3、作为优选,所述旋转机构的正下方设有驱动旋转机构水平移动的第一无杆气缸;所述第一无杆气缸上设有第一移动板,所述第一移动板上设有旋转机构;所述第二平台设有第一导轨,第一无杆气缸包括能相对其移动的第一滑块;所述第一移动板的一端固定安装在第一滑块上,第一移动板的另一端安装在第一导轨上,所述第一无杆气缸工作时驱动第一移动板沿着第一导轨所在的方向移动。
4、第一无杆气缸工作控制第一滑块移动,第一滑动移动时带动第一移动板沿着第一导轨所在的方向移动。所述第一移动板上设有旋转机构,这样就能方便控制旋转机构与装配机械手机构的水平间距。在旋转机构上未放置塑封组件时,通过第一无杆气缸控制旋转机构靠近塑封组件上料机构,这样塑封组件上料机构就能快速把塑封组件放置到旋转机构上;然后第一无杆气缸控制旋转机构靠近装配机械手机构,这样方便装配机械手机构快速抓取塑封组件并安装到阀体上。
5、作为优选,所述旋转机构还包括第一支架、第一传动带、第二传动带、第一传动轴和第二传动轴;所述第一支架安装在第一移动板上,所述第一支架的底部设有与其固连接的转动电机;所述转动电机的电机轴上设有传动轮,所述第一传动轴通过轴承安装在第一支架顶部,第一传动轴穿过第一支架的顶部且与旋转底座连接;所述第一传动轴的末端设有传动轮,转动电机上的传动轮与第一传动轴上的传动轮之间设有第一传动带;第二传动轴通过轴承安装在第一支架的顶部,第二传动轴穿过第一支架的顶部且与旋转底座连接;所述第二传动轴上设有与其同步转动的传动轮,所述第一传动轴的中间也设有传动轮,第一传动轴中间位置的传动轮与第二传动轴上的传动轮通过第二传动带连接。
6、转动电机工作时带动传动轮转动,传动轮通过第一传动带带动第一传动轴旋转,那么第一传动轴上的旋转底座就会转动;所述第一传动轴与第二传动轴之间设有第二传动带,这样第一传动轴转动时第二传动轴就会同步转动,那么第二传动轴上的旋转底座就会转动。因此,转动电机工作时第一传动轴和第二传动轴上的旋转底座同步转动,这样就能同时调节两个塑封组件的朝向,塑封组件朝向调节好后,通过装配机械手机构抓取就能直接安装到阀体上。
7、作为优选,所述第一移动板上设有成对设置的旋转机构,两个所述旋转机构并排且相邻设置;第一个所述旋转机构与第一移动板固定连接,第二个所述旋转机构与第一移动板活动连接;所述第一移动板上设有第二无杆气缸,第二无杆气缸包括能相对其移动的第二滑块,所述第一移动板上还设有与第二无杆气缸平行设置的第二导轨,所述第一支架的一端安装在第二滑块上,第一支架的另一端安装在第二导轨上;第二无杆气缸工作时驱动第一支架沿着第二导轨所在的方向移动。
8、第一移动板上设置了成对的旋转机构,这样方便单次调节多个塑封组件的朝向,通过第二无杆气缸调节两个所述旋转机构的间距,这样避免两个所述旋转机构在调节塑封组件的朝向时塑封组件之间相互干涉。第二无杆气缸工作时控制第二滑块移动,第二滑块移动时带动第一支架沿着第二导轨移动,这样第二无杆气缸就能控制第二个所述旋转机构整体移动。
9、作为优选,装配机械手机构包括第一电机、直线运送模组、第一轨道、第一滑动板、第一升降板、第一气缸和成对设置的第二气缸;所述第二平台上设有用于安装所述装配机械手机构的第二支架,所述直线运送模组和第一轨道安装在第二支架的上端面,所述直线运送模组包括柱状壳体、丝杆和螺纹套;所述柱状壳体与第一轨道平行设置,所述丝杆通过轴承安装在柱状壳体内,所述丝杆的末端穿过柱状壳体与第一电机连接,所述螺纹套安装在丝杆外层且与其相互啮合;所述第一滑动板的一端安装在柱状壳体的外层且与螺纹套固定连接,所述第一滑动板的另一端安在第一轨道上,第一电机工作时带动第一滑动板沿着第一轨道所在的方向移动;所述第一滑动板上设有第一气缸,第一滑动板的正下方设有第一升降板,第一气缸的活塞轴与第一升降板固定连接;所述第一升降板与第一滑动板之间设有若干均匀分布的第一导杆,所述第一滑动板套设安装在第一导杆上;所述第一升降板的底部设有成对设置的第二气缸,第二气缸的活塞轴上设有用于吸住塑封组件的吸取件。
10、所述直线运送模组就是目前现有技术中的通过电机驱动滑块直线移动的组件;所述第一电机工作时带动丝杆转动,丝杆转动时带动第一滑动板沿着柱状壳体所在的轴向移动,那么第一滑动板就方便在第一轨道上移动,第一滑动板的下方设有吸取塑封组件的吸取件;先通过第一电机驱动第一滑动板靠近旋转机构,然后通过第一气缸控制第一升降板上下移动;第一升降板下移时吸取件吸取旋转机构上的塑封组件,然后第一电机控制第一滑动板靠近运输流水线上的阀座;第一升降板上还设有第二气缸,第二气缸的活塞轴上设有吸取件;第一气缸控制第一升降板大幅度上下移动,第二气缸控制吸取件小幅度上下移动;第二气缸控制吸取件下降并把塑封组件安装到阀体上,吸取件松开塑封组件,从而把塑封组件安装到阀体上。
11、作为优选,所述第一平台的左右两侧分别设有上下料机构,所述上下料机构包括第二电机、直线运送模组、第二升降板和成对设置的第二轨道;所述直线运送模组包括柱状壳体、丝杆和螺纹套,所述柱状壳体安装在第一平台的侧壁且延竖直方向设置;所述丝杆通过轴承安装在柱状壳体内,所述丝杆的末端穿过柱状壳体与第二电机连接,所述螺纹套安装在丝杆外层且与其相互啮合;所述第二升降板的中间部位安装在柱状壳体的外层且与螺纹套固定连接,所述第二升降板的两端分别安装在与其相邻设置的第二轨道上;第二电机工作时带动第二升降板沿着第二轨道所在的方向上下移动。
12、所述直线运送模组就是目前现有技术中的通过电机驱动滑块直线移动的组件;第二电机工作时带动丝杆转动,丝杆转动时带动第二升降板沿着柱状壳体的轴向移动,那么第二升降板就能沿着第二轨道所在的方向上下移动。通过上下料机构方便控制物料框上下移动,物料框内用于放置塑封组件;当物料框靠近第一平台的顶部时,方便抓取机构抓取物料框。
13、作为优选,所述抓取机构包括第三支架、竖直升降气缸、第三升降板和成对设置的水平移动气缸,每个所述水平移动气缸的活塞轴上设有第一夹臂;所述竖直升降气缸安装在第三支架的顶部,所述第三升降板设置竖直升降气缸下方且与竖直升降气缸的活塞轴连接;所述第三支架与第三升降板之间设有若干均匀分布的第二导杆,所述第二导杆穿过第一支架的顶部且与第三升降板固定连接,竖直升降气缸工作时控制第三升降板沿着第二导杆所在的方向上下移动;所述水平移动气缸固定安装在第三升降板的两端,水平移动气缸工作时控制第一夹臂相互靠近或者相互远离。
14、竖直升降气缸工作时控制第三升降板上下移动,第三升降板靠近物料框时水平移动气缸工作控制第一夹臂夹取物料框。当物料框水平移送机构处于第三支架的下方时,第一夹臂相互远离把物料框放置到物料框水平移送机构的第二滑动板上。
15、作为优选,所述物料框水平移送机构包括第三电机、直线运送模组、第二滑动板、第三轨道和成对设置的限位气缸;所述直线运送模组和第三轨道平行设置在安装在第一平台的上端面,所述直线运送模组包括柱状壳体、丝杆和螺纹套;所述柱状壳体与第一轨道平行设置,所述丝杆通过轴承安装在柱状壳体内,所述丝杆的末端穿过柱状壳体与第三电机连接,所述螺纹套安装在丝杆外层且与其相互啮合;所述第二滑动板的一端安装在柱状壳体的外层且与螺纹套固定连接,所述第二滑动板的另一端安在第三轨道上,第三电机工作时带动第二滑动板沿着第三轨道所在的方向移动;所述第三轨道从其中一个所述上下料机构往另一个所述上下料机构延伸;所述第二滑动板上设有限位气缸,限位气缸的活塞轴上设有推块;两个所述限位气缸的活塞轴相互垂直设置,其中一个所述推块与第三轨道相互平行设置。
16、所述直线运送模组就是目前现有技术中的通过电机驱动滑块直线移动的组件;第三电机工作带动丝杆转动,丝杆转动时带动第二滑动板沿着柱状壳体移动,那么第二滑动板就能沿着第三轨道所在的方向移动;所述第三轨道设置在两个上下料机构之间,那么第三电机工作,方便把物料框在两个上下料机构之间传送;所述第二滑动板上设有限位气缸,通过限位气缸带动推块移动,方便物料框与第二滑动板对齐,这样塑封组件上料机构才能精准抓取物料框内的塑封组件。
17、作为优选,塑封组件上料机构包括第四支架、第四电机、第五电机、水平滑板、竖直滑板和两个相互垂直设置的直线运送模组,还包括固定板和若干设置在固定板底部的第三气缸,第三气缸上设有用于夹取塑封组件的夹取件;第一个所述直线运送模组与第四支架平行设置,第二个所述直线运送模组与第一个所述直线运送模组相互垂直设置;所述直线运送模组均包括柱状壳体、丝杆和螺纹套,第一个所述直线运送模组内的丝杆通过轴承安装在柱状壳体内,所述丝杆的末端穿过柱状壳体与第四电机,所述螺纹套安装在丝杆外层且与其相互啮合;所述水平滑板安装在柱状壳体的外层与且与螺纹套固定连接,第四电机工作时带动水平滑板沿着柱状壳体所在的方向移动;第二个所述直线运送模组内的丝杆通过轴承安装在柱状壳体上,所述丝杆的末端穿过柱状壳体与第五电机,所述螺纹套安装在丝杆外层且与其相互啮合;所述竖直滑板安装在柱状壳体的外层与且与螺纹套固定连接,第五电机工作时带动竖直滑板沿着柱状壳体所在的方向移动;所述竖直滑板上设有与其同步升降的固定板,固定板上的第三气缸工作时控制夹取件抓取塑封组件。
18、所述直线运送模组就是目前现有技术中的通过电机驱动滑块直线移动的组件;第四电机工作是带动丝杆转动,丝杆转动时带动水平滑板沿着第一个所述直线运送模组的柱状壳体移动;第五电机工作是带动丝杆转动,丝杆转动时带动竖直滑板沿着第二个所述直线运送模组的柱状壳体移动;所述竖直滑板上设有固定板,固定板上设有第三气缸和夹取件,第三气缸工作时控制夹取件夹取塑封组件;因此,通过塑封组件上料机构方便在水平和竖直方向转移塑封组件。当物料框水平移送机构带动第二滑动板处于第四支架的下方时,第三电机控制第二滑动板停止移动;此时塑封组件上料机构工作把塑封组件从物料框内夹取出来,并往旋转机构上的旋转底座上转移。
19、作为优选,所述第二平台上设有运送阀体的运输流水线,所述运输流水线包括驱动电机、安装支架、链带和设置在链带上的流转底座;所述链带的两端安装在安装支架上,安装支架上设有与链带同步转动的输入轴,所述输入轴与驱动电机同步转动;驱动电机工作时带动链带转动,所述链带转动时控制流转底座沿着安装支架所在的方向移动;所述流转底座的侧面设有导向滚轮,所述流转底座上还设有用于放置阀体的凹槽。
20、驱动电机工作时带动输入轴转动,输入轴转时带动链带相对安装支架转动,这样流转底座就能相对安装支架移动。所述流水底座的侧面设有导向滚轮,这样流转底座相对安装支架移动的过程更加平滑。
21、与现有技术相比,本实用新型具有以下有益效果:本实用新型通过上下料机构在第一平台上运送带有塑封组件的物料框,方便把塑封组件持续运送到第一平台上;上下料装置运送到第一平台的顶部时通过抓取机构抓取物料框,同时物料框水平移送机构靠近抓取机构从而接收物料框;物料框水平移送机构工作把带有塑封组件的物料框移动到塑封组件上料机构下方,塑封组件上料机构工作把塑封组件夹取到旋转机构上;通过旋转机构自动调节塑封组件的朝向,然后通过装配机械手机构把塑封组件安装到阀体上。当物料框内的塑封组件都安装完成时,物料框水平移送机构运送空的物料框到抓取机构的下方;同时,物料框水平移送机构重新回到上下料机构的上方,重新取接收新的物料框,整个上下料过程可持续进行。因此,本实用新型能自动可持续进行塑封组件的装配,通过调节塑封组件的转向,使塑封组件与阀体准确装配,装配效率高且产品质量可靠。
- 还没有人留言评论。精彩留言会获得点赞!