一种套板自动化生产线的制作方法
本技术涉及套板生产,具体涉及一种套板自动化生产线。
背景技术:
1、垭口对于装修风格有比较好的修饰作用,很多装修风格都有它的身影。套板是用于装饰垭口的板材,一个垭口的装饰需要用到多块套板,通过在每块套板的边部开槽和打孔来将多块套板连接,从而将垭口包封;同时,不同宽度和长度的垭口,需要使用尺寸相对应的套板。可见套板的切割、开槽和打孔是套板加工的重要工序。
2、但传统的套板加工的机器都是单台机作用,费时费力且加工精度低,劳动强度高,部分企业已采用部分数控机床来减小工人劳动强度、提高加工精度,但其智能化、自动化程度不高,生产效率无法进一步提升,尤其是在异型尺寸加工,仍存在加工速度慢、精度低的问题,因此,能提供一种套板自动化生产线,提升套板生产效率,是现阶段本技术人员亟需解决的问题。
技术实现思路
1、本实用新型需要解决的技术问题是提供一种套板自动化生产线,可有效提高套板的生产效率。
2、为解决上述技术问题,本实用新型所采取的技术方案如下。
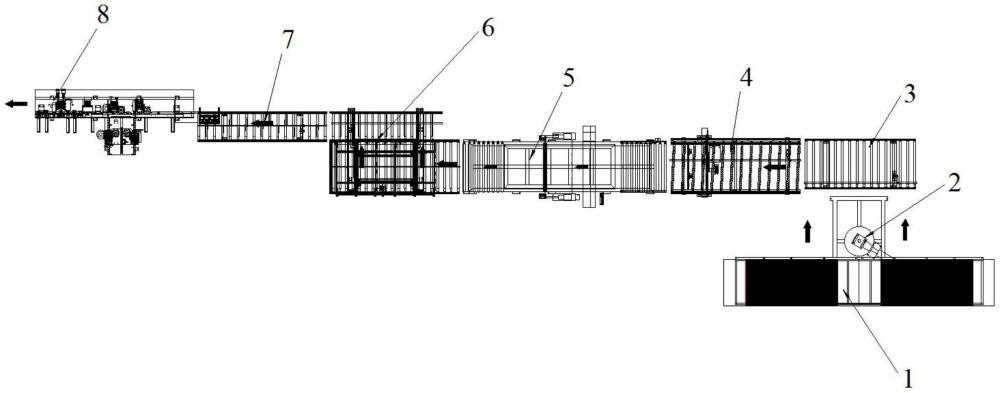
3、一种套板自动化生产线,包括上位机以及设置有两个用于放置生产套板的原始板材的工位的双工位上料架;所述双工位上料架上设置有用于交替拾取两个工位上的原始板材的机械臂,双工位上料架的一侧设置有用于放置机械臂拾取的原始板材的入料滚筒线;所述入料滚筒线的后方依次设置有用于对原始板材进行打码以设定原始板材生产的套板尺寸规格参数的打码输送机、用于对原始板材进行扫码并根据原始板材扫码参数信息对原始板材进行切割的数控下料锯、用于将切割好的套板进行分拣并对套板进行打码以设定套板开槽和打孔位置及尺寸规格参数的分拣打码机、用于对套板进行扫码的扫码输送机以及用于根据套板扫码参数信息对套板进行开槽和打孔的数控套板铣型机;所述上位机与机械臂、入料滚筒线、打码输送机、数控下料锯、分拣打码机、扫码输送机和数控套板铣型机分别连接。
4、优选的,所述双工位上料架上的两个工位水平间隔设置,机械臂位于两个工位的中部一侧,机械臂上设置有用于拾取原始板材的第一波纹吸盘;所述入料滚筒线与两个工位平行设置并位于靠近机械臂的一侧中部;所述机械臂和第一波纹吸盘的受控端分别与上位机的输出端连接。
5、优选的,所述打码输送机包括位于入料滚筒线后方的打码滚筒线,打码滚筒线上跨设有可沿打码滚筒线长度方向可控移动的第一打码机,第一打码机上设置有可沿打码滚筒线宽度方向可控移动、用于检测原始板材位置并对原始板材进行打码的第一打码探杆仪;所述打码滚筒线、第一打码机和第一打码探杆仪的受控端分别与上位机的输出端连接。
6、优选的,所述数控下料锯包括位于打码输送机后方的切割滚筒线、支设在切割滚筒线入料端的第一扫码仪、分别设置在切割滚筒线两侧并可沿切割滚筒线长度方向可控移动的纵向切割机构、跨设在切割滚筒线出料端上方并可沿切割滚筒线的宽度方向和长度方向可控移动的横向切割机构以及跨设在切割滚筒线中部上方的若干个用于按压原始板材的下压机构;
7、两个所述纵向切割机构上相对设置有可控以实现向对方靠近和远离来对原始板材进行长度方向切割的第一切割刀;所述横向切割机构上设置有可控以实现上升和下降的第二切割刀;所述下压机构包括伸缩杆朝下设置的第一下压油缸以及设置在第一下压油缸的伸缩杆端头的第一橡胶压头;
8、所述第一扫码仪的输出端与上位机的输入端连接,切割滚筒线、纵向切割机构、横向切割机构、第一切割刀、第二切割刀和第一下压油缸的受控端分别与上位机的输出端连接。
9、优选的,所述切割滚筒线的入料端跨设有头部支架,头部支架上设置有可控升降来清扫原始板材的清扫机构、位于清扫机构前方并可控升降来按压原始板材的压头机构、位于清扫机构后方并可控升降来按压原始板材的压辊机构;
10、所述清扫机构包括间隔设置在头部支架上的两根清扫油缸,两根清扫油缸的伸缩杆端头朝向头部支架的后方倾斜向下设置并连接有沿切割滚筒线宽度方向水平设置的第一安装架,第一安装架上设置有用于清扫原始板材的扁长型的刷头;
11、所述压头机构包括间隔设置在头部支架上的若干根第二下压油缸,各第二下压油缸的伸缩杆朝下设置并固定有用于按压原始板材的第二橡胶压头;
12、所述压辊机构包括间隔设置在头部支架上的两根第三下压油缸,两根第三下压油缸的伸缩杆朝下并连接有沿切割滚筒线宽度方向水平设置的第二安装架,第二安装架上转动设置有水平设置的压辊本体;
13、所述清扫油缸、第二下压油缸和第三下压油缸的受控端分别与上位机的输出端连接。
14、优选的,所述分拣打码机包括位于数控下料锯后方的分拣入料滚筒线、与分拣入料滚筒线并排设置的分拣出料滚筒线、设置在分拣出料滚筒线远离分拣入料滚筒线的侧部以将分拣入料滚筒线上的套板移至分拣出料滚筒线上的分拣机构以及跨设在分拣出料滚筒线的出料端并可沿分拣出料滚筒线长度方向可控移动的第二打码机;
15、所述分拣机构包括间隔设置在分拣出料滚筒线侧部并横跨分拣出料滚筒线且伸向分拣入料滚筒线上方的两根倒l型支臂,两根倒l型支臂的横体的相对面分别沿水平方向滑动装配有一个第一分拣油缸以及固定设置有一个与第一分拣油缸连接来驱动第一分拣油缸水平滑动的第二分拣油缸,两个第一分拣油缸的伸缩杆朝下设置并连接有一个水平设置的第三安装架,第三安装架沿长度方向间隔设置有若干个用于拾取分拣入料滚筒线上套板的第二波纹吸盘;
16、所述第二打码机上设置有可沿分拣出料滚筒线宽度方向可控移动、用于检测套板位置并对套板进行打码的第二打码探杆仪;
17、所述分拣入料滚筒线、分拣出料滚筒线、第二打码机、第一分拣油缸、第二分拣油缸、第二波纹吸盘和第二打码探杆仪的受控端分别与上位机的输出端连接。
18、优选的,所述扫码输送机包括位于分拣出料滚筒线后方的扫码滚筒线以及支设在扫码滚筒线上的第二扫码仪;所述扫码滚筒线的受控端与上位机的输出端连接,第二扫码仪的输出端与上位机的输入端连接。
19、优选的,所述数控套板铣型机包括位于扫码输送机后方、用于与套板边部下表面接触以输送套板的输送带,输送带的第一侧和第二侧分别设置有若干个用于对套板的侧部进行开槽的开槽机构以及用于对套板的侧部进行打孔的打孔机构,输送带上支设有沿输送带的长度方向设置并受控来靠近和远离输送带以在套板开槽和打孔时按压套板的滚轮下压机构;
20、各所述开槽机构上分别设置有可靠近和远离套板以及做升降运动的开槽机,各开槽机上分别设置有由开槽电机驱动的开槽锯片,各开槽锯片的厚度不同;
21、各所述打孔机构上分别设置有可靠近和远离套板以及做升降运动的打孔机,各打孔机上分别设置有由打孔电机驱动的钻头,各钻头的外径尺寸不同;
22、所述输送带的第一侧和第二侧还分别设置有用于对套板侧部进行打磨的磨盘机构;所述磨盘机构上设置有安装角度可调节的磨盘气缸,磨盘气缸的伸缩杆端头设置有第一磨盘电机,第一磨盘电机的输出轴连接有用于对套板侧部底面进行打磨的第一磨盘;所述磨盘气缸的伸缩杆上还设置有倾斜角度可调节的支撑架,支撑架上设置有第二磨盘电机,第二磨盘电机的输出轴连接有用于对套板侧部顶面进行打磨的第二磨盘;
23、所述输送带、开槽机构、打孔机构、滚轮下压机构、开槽电机、打孔电机、磨盘气缸、第一磨盘电机和第二磨盘电机的的受控端分别与上位机的输出端连接。
24、优选的,所述输送带的第一侧间隔设置有若干个用于与套板侧面抵接的挡板,输送带的第二侧间隔设置有若干个水平设置且顶部与输送带上表面平齐、用于拖持套板的托辊,输送带的第二侧还设置有可靠近和远离输送带的履带以及可靠近和远离输送带、用于与挡板配合来夹紧套板的顶板机构;所述顶板机构和设置在输送带第二侧的开槽机构、打孔机构和磨盘机构均设置在履带上。
25、由于采用了以上技术方案,本实用新型所取得技术进步如下。
26、本实用新型通过设置的上位机、双工位上料架以及与上位机连接的机械臂、入料滚筒线、打码输送机、数控下料锯、分拣打码机、扫码输送机和数控套板铣型机,不但可进行自动化套板生产,完成原始板材切割、套板分拣以及套板开槽和打孔工作,减少劳动强度,提高生产效率,节约人力物力成本,而且方便实时追踪信息,同时,通过上位机的设置,还可实现异形套板加工,提升异形套板加工精度和效率。
- 还没有人留言评论。精彩留言会获得点赞!