一种中间管冲压设备、冲压方法及中间管与流程
本发明涉及一种管件冲压,具体是一种中间管冲压设备、冲压方法及中间管。
背景技术:
1、在汽车制造领域,摇臂装置被广泛用于汽车引擎盖以及后备箱中,具体的,摇臂装置能够在汽车引擎盖以及后备箱开启后将其顶起并保持一定的开合角度,摇臂装置涉及到两个相互套合的套管,两个套管之间填充有润滑剂,在使用中,橡胶件的转动会挤压润滑剂从其中一个套管侧壁的孔中流出至其与另一套管之间的间隙内,从而实现自由转动。
2、在这两个套管的加工过程中,需要使用到uoe直缝埋弧焊管成型工艺,uoe直缝埋弧焊钢管成型工艺的两大主成形工序包括:钢板的u成型及o成型。各工序分别采用专用的成型压力机,依次完成钢板u成型及o成型,将钢板变形成为圆形管筒。
3、而由于两个套管需要套合,使得两个套管的直径将存在差异,在生产时,不同直径的套管在u成型的圆周半径也将不同,而使在生产两种套管时需要使用到两种不同规格的压力机或者两种压力机的模头,前者提高了生产成本,后者增加了生产不同套管时的中间准备工作量,均不利于套管的快速生产。
技术实现思路
1、本发明的目的在于提供一种中间管冲压设备、冲压方法及中间管,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
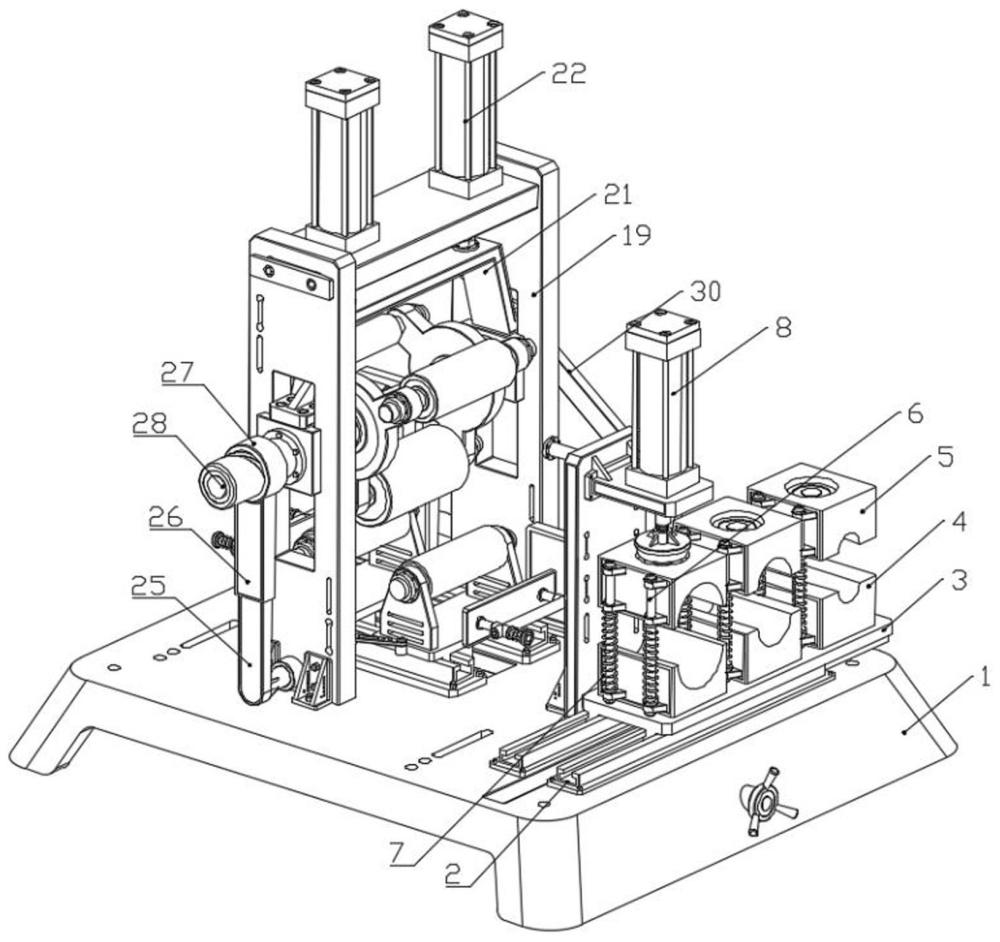
3、一种中间管冲压设备,包括:
4、底座,所述底座上固定有一号液压缸;
5、下压组件,安装于所述底座上,所述下压组件上设置有多个不同直径的下压辊轮,所述下压辊轮与对称设置在所述底座上的两个承压辊轮配合,能够对置于两个所述承压辊轮之间的钢板进行折弯;
6、冲压机构,设置在所述底座上,所述冲压机构包括第一冲压组件、第二冲压组件以及第三冲压组件,所述第一冲压组件、第二冲压组件以及第三冲压组件与所述一号液压缸适配,能够对折弯后的钢板进行冲压成管;
7、调节机构,设置在所述底座上,所述调节机构包括联动设置的直线驱动组件以及双向运动组件,所述直线驱动组件能够驱使第一冲压组件、第二冲压组件或第三冲压组件移动至一号液压缸的压放工位处,所述双向运动组件能够改变两个承压辊轮之间的间距;
8、旋转组件,连接所述双向运动组件与所述下压组件,所述旋转组件能够在两个所述承压辊轮之间的间距改变时,驱使对应直径的所述下压辊轮旋转至两个所述承压辊轮的上部。
9、作为本发明进一步的方案:所述下压组件包括对称设置在所述底座上的两个侧板,所述侧板沿其长度方向上设置有容滞槽体,所述容滞槽体内滑动安装有容滞块,两个所述容滞块之间转动安装有旋转件,所述下压辊轮转动安装在所述旋转件上;
10、所述下压组件还包括与两个所述容滞块固定连接的连接架,所述连接架同安装在所述侧板上的二号液压缸连接。
11、作为本发明再进一步的方案:所述底座上固定有两个一号导轨,所述一号导轨上滑动安装有一号移动板;
12、所述第一冲压组件包括设置在所述一号移动板上的下模具以及上模具,所述下模具的一侧设置有两个立轴,所述立轴与设置在所述上模具上的突出部滑动连接,所述立轴上还套设有一号弹簧,所述一号弹簧的一端与所述立轴的端部连接,另一端与所述突出部连接。
13、作为本发明再进一步的方案:所述直线驱动组件包括与所述一号移动板固定连接并贯穿所述底座的齿条板,所述齿条板与转动安装在所述底座上的齿轮啮合;
14、所述直线驱动组件还包括与所述齿轮同轴固定连接的限位盘,所述限位盘的偏心位置处设置有凹槽,所述凹槽与设置在所述底座上的弹性伸缩杆滑动配合。
15、作为本发明再进一步的方案:所述双向运动组件包括与所述齿轮同轴固定连接的双向丝杆,所述双向丝杆上对称设置有两个与之螺纹连接的螺纹套筒,每个所述螺纹套筒上均连接有一个二号移动板,所述二号移动板与所述承压辊轮转动连接;
16、所述底座上还设置有两个二号导轨,所述二号移动板能够在所述二号导轨上滑动。
17、作为本发明再进一步的方案:所述旋转件转轴的一端贯穿其中一个所述容滞块并连接有旋转轴;
18、所述旋转组件包括与所述二号移动板转动连接的支撑杆,所述支撑杆远离所述二号移动板的一端与贯穿所述侧板设置的伸缩杆转动连接,所述伸缩杆上固定有随动板,所述随动板上滑动安装有连接套板,所述连接套板远离所述伸缩杆的一端设置有套设在所述旋转轴上的套环;
19、所述套环的内壁上固定有凸轴,所述凸轴能够在形成于所述旋转轴圆周外壁上的螺旋槽内滑动。
20、作为本发明再进一步的方案:还包括设置在所述底座上的双向推送组件,所述双向推送组件包括与所述容滞块固定连接的升降架以及设置在所述底座上的驱动板,所述升降架上设置有凸起,所述凸起能够在形成于所述驱动板上的导向槽内滑动;
21、所述驱动板上对称设置有两个滑动套筒,所述滑动套筒与固定在所述侧板上的两个水平杆滑动连接;
22、所述双向推送组件还包括与两个所述滑动套筒固定连接的升降结构。
23、作为本发明再进一步的方案:所述升降结构包括连接两个所述滑动套筒的联板,所述联板沿其长度方向上设置有滑槽,所述滑槽内滑动安装有滑块,所述滑块上固定安装有横杆;
24、所述升降结构还包括固定在所述底座上的导向板,所述导向板上形成有倾斜面,转动安装在所述横杆上的抵接辊能够在所述倾斜面上滚动;
25、横杆上滑动安装有连杆,所述连杆的一端固定有推送板,另一端设置有限位环,所述连杆上还套设有二号弹簧,所述二号弹簧的一端与所述限位环连接,另一端与所述横杆连接。
26、一种使用所述冲压设备对中间管进行生产的方法,包括以下步骤:
27、步骤一:根据需要制作的中间管管径裁切对应长度的钢板;
28、步骤二:根据需要制作的中间管管径控制直线驱动组件以及双向运动组件动作,以使对应的第一冲压组件、第二冲压组件或第三冲压组件移动至一号液压缸的压放工位处,并使两个承压辊轮之间的间距改变;
29、步骤三:在两个承压辊轮之间的间距改变时,通过旋转组件带动对应的下压辊轮旋转至两个承压辊轮的上部;
30、步骤四:下压组件带动下压辊轮向下运动,并在下压辊轮与钢板抵接前,通过双向推送组件使钢板的中间位置处于两个承压辊轮中间位置处,然后下压辊轮作用于钢板,使钢板弯曲;
31、步骤五:将弯曲后的钢板置于第一冲压组件、第二冲压组件或第三冲压组件内,并启动一号液压缸,使弯曲的钢板成管。
32、一种使用所述冲压设备所生产出的中间管,包括一号套环以及二号套环,所述二号套环能够置入所述一号套环内。
33、与现有技术相比,本发明的有益效果是:
34、通过设置的下压组件,使得在生产不同直径的中间管时,钢板折弯处的圆周半径能够进行调节,一方面避免在生产直径较大的中间管时,由于折弯处的圆周半径较小,导致在冲压时折弯处的应力过于集中,引起钢板发生变形,影响中间管的成管平滑度,另一方面避免在生产直径较小的中间管时,由于折弯处的圆周半径较大,导致钢板无法置入冲压组件内,导致冲压作业无法进行;
35、通过设置的冲压组件,使得设备能够对不同直径的中间管进行冲压操作,降低了一号液压缸的使用数量,提高了设备集成度的同时,降低设备的使用以及制造成本;
36、通过设置的调节机构与旋转组件,使第一冲压组件、第二冲压组件或第三冲压组件的切换、两个承压辊轮之间的距离改变以及下压辊轮直径的切换实现了机械联动,一方面使对应的中间管成管直径与折弯直径相匹配,提高了中间管的成型工艺,另一方面使在生产不同直径的中间管时,可进行更为便捷的切换,避免由于生产不同直径的中间管而需要更改设备规格引起的准备工作量大,操作繁琐等问题;
37、通过设置的双向推送组件,使得在下压辊轮作用于钢板前,推送板能够将钢板的中间位置处推送至两个承压辊轮的中间位置处,而使下压辊轮能够作用于钢板的中间位置,一方面能够使钢板受力平衡,而不会与承压辊轮发生脱离引起钢板迸飞,砸伤相关人员,另一方面,使折弯后的钢板两侧长度相同,而使在冲压成管时,钢板的两侧受力平衡,提高冲压成管的质量。
- 还没有人留言评论。精彩留言会获得点赞!