一种随焊超声冲击设备的制作方法
本发明涉及焊接设备,尤其涉及一种随焊超声冲击设备。
背景技术:
1、熔化焊是一种焊接工艺的总称,电弧焊、激光束焊接都属于熔化焊,它依靠熔化来连接具有相似成分和熔点的材料。由于熔化焊工艺固有的高温相变,在焊接热循环作用下,焊缝两侧处于固态的母材发生明显的组织和性能变化的区域,称为焊接热影响区。焊接接头主要是由焊缝和热影区两大部分组成,其间存在一个过渡区,称为熔合区。要保证焊接接头的质量,就必须使焊缝和热影响区的组织与性能同时都达到要求。随着各种高强钢、不锈钢、耐热钢以及一些特种材料(如铝合金、钛合金、镍合金、复合材料和陶瓷等)在生产中不断使用,焊接热影响区存在的问题显得更加复杂,已成为焊接接头的薄弱地带。
2、焊接热影响区的组织分布是不均匀的,因而在性能上也不均匀。焊接热影响区与焊缝不同,焊缝可以通过化学成分的调整再配合适当的焊接工艺来保证性能的要求。而热影响区性能不可能进行成分上的调整,它是在焊接热循环作用下才产生的不均匀性问题。对于一般焊接结构来讲,主要考虑热影响区的硬化、脆化、韧化、软化,以及综合的力学性能、耐蚀性能和疲劳性能等。
3、冷作强化或热处理强化的金属或合金,在焊接热影响区一般均会产生不同程度的软化现象,最典型的是经过调质处理的高强钢和具有沉淀强化及弥散强化的合金,焊后在热影响区产生的软化或失强。冷作强化金属或合金的软化,则是由再结晶引起的。
4、目前,为克服熔化焊工艺中焊接热影响区的缺陷,现有技术中采用了多种技术手段,其中,申请号201410806107.5的发明专利公开的用超声和电脉冲耦合提高焊缝区力学性能和耐蚀性的方法,导入脉冲电流至金属件的焊缝表面和焊接热影响区表面进行电致塑性处理,同时超声冲击设备通过其高硬度冲击压头对该工作区域的表面依次进行超声冲击处理。
5、在实现本发明过程中,发明人发现现有技术中至少存在如下问题:1、现有技术是在焊接完成后,先对焊缝进行电致塑性处理,再通过超声冲击设备对焊缝进行处理。焊接完成后,焊缝、焊接热影响区的晶体结构已经形成,改变晶体结构的难度增加,且耗能耗时。2、现有技术中,增强焊缝结构需要专用设备,成本高。
技术实现思路
1、本发明针对现有技术的不足,研制一种随焊超声冲击设备,该设备可以在焊接时对焊缝、焊接热影响区域进行处理,提高焊缝强度,抑制母材软化,提高焊接热影响区的性能。
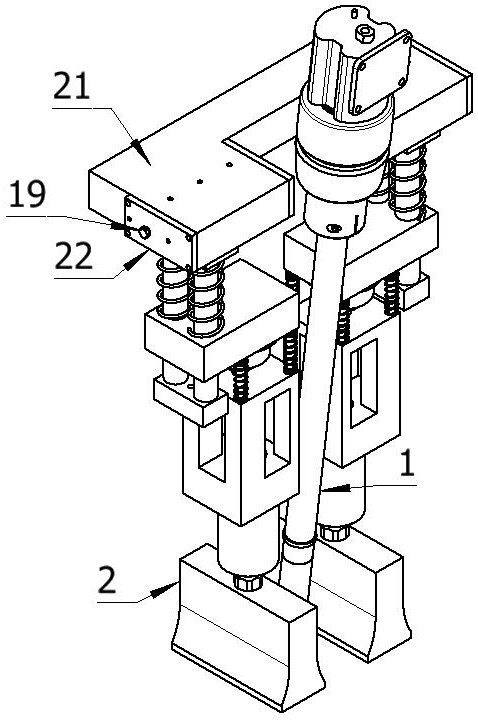
2、本发明解决技术问题的技术方案为:本发明的实施例提供了一种随焊超声冲击设备,设置在焊枪头的末端,包括冲击头、超声换能器、安装座,冲击头连接超声换能器,超声换能器安装在安装座上,所述冲击头、超声换能器、安装座设置两组,所述随焊超声冲击设备还包括万向球、伸缩顶杆、弹簧a、浮动座,浮动座设置在安装座的上方,万向球安装在浮动座的底部,安装座连接万向球,安装座的顶部还设置有竖直的导杆b,导杆b围绕万向球圆周均布至少三根;伸缩顶杆为一端开口的圆管,伸缩顶杆的封闭端设置有圆头形顶头,顶头下端设置有挡板,挡板的直径大于弹簧a的外径,伸缩顶杆从导杆b的顶部套入,弹簧a设置在安装座与挡板之间的伸缩顶杆上。焊枪头连接焊接设备,焊枪头、随焊超声冲击设备可以是人工手持进行焊接和冲击,也可以是固定在自动焊接设备上进行自动焊接并随焊冲击。
3、作为优化,所述万向球包括球体、球套、端盖,球体为实心圆球,球套设置有半球形凹槽,球体安装在球套的凹槽中,端盖安装在球套凹槽的开口处,球套固定在浮动座的底部,安装座连接球体。
4、作为优化,所述随焊超声冲击设备还包括弹簧b、导杆a、基座、挡块,基座设置在浮动座上方,浮动座上设置有导向孔,导杆a上端连接基座、下端穿过浮动座上的导向孔后连接挡块,弹簧b设置在基座与浮动座之间的导杆a上。
5、作为优化,所述基座的底部设置有t型槽,导杆a顶部设置有对应的t型块,t型块安装在t型槽中,t型槽的两端设置有端板,端板上安装有调整螺钉,调整螺钉与t型块的端面接触,调整螺钉通过螺纹连接端板。
6、作为优化,所述导杆a设置两根,两导杆a的顶部连接同一t型块。导杆a设置两根,防止浮动座转动。
7、作为优化,所述焊枪头与随焊超声冲击设备分别安装在一机械手上,基座连接机械手。两台机械手分别控制焊枪头与随焊超声冲击设备,焊枪头焊接的同时,随焊超声冲击设备对焊枪头两侧的焊接热影响区以及焊缝进行处理。
8、作为优化,所述随焊超声冲击设备还包括侧板a、连接套a,侧板a在基座的顶部设置对称的两块,连接套a安装在焊枪头上,连接套a设置在两侧板a之间,连接套a与侧板a通过转轴连接。
9、作为优化,所述随焊超声冲击设备还包括内套环、外套环、弹簧c,内套环与外套环为同心圆环,弹簧c的两端分别连接内套环的外侧面与外套环的内测面,弹簧c绕内套环圆周均布至少三个;内套环套在连接套a下方的焊枪头上,外套环的两侧分别连接两侧板a。
10、作为优化,所述随焊超声冲击设备还包括侧板b、连接套b、导向轴,侧板b在基座的顶部对称的设置两块,连接套b安装在焊枪头上,连接套b设置在两侧板a之间,侧板a上设置有导向槽,连接套b的两侧分别间隔设置两根平行的导向轴,导向轴安装在导向槽中,导向轴的侧面与导向槽的上下两侧面贴合,导向槽为以焊枪头的焊接端为圆心的圆弧形。
11、一种随焊超声冲击焊接工艺,采用了所述的随焊超声冲击设备,包括以下步骤:
12、s1、将焊枪头的焊接端放置到两母材之间焊缝的起始点,并调整好焊枪头的高度和角度;
13、s2、调整两组冲击头的间距,令两组冲击头分别放置在焊枪头焊接位置两侧、母材焊缝两侧的焊接热影响区域;
14、s3、依次启动随焊超声冲击设备和焊枪头,焊枪头沿焊缝进行焊接的同时,随焊超声冲击设备随着焊枪头一同前进并始终位于焊枪头焊接位置两侧的焊接热影响区域。
15、
技术实现要素:
中提供的效果仅仅是实施例的效果,而不是发明所有的全部效果,上述技术方案具有如下优点或有益效果:
16、通过设置两组冲击头、超声换能器、安装座,焊接时,将两组冲击头分别放置在焊枪头两侧的焊接热影响区域。冲击头发出的冲击作用在焊接热影响区,可抑制母材软化;冲击头发出的冲击可以传递到焊接熔池,可细化焊缝晶体,有抑制焊缝冷裂、强化焊缝的作用。该设备可以在焊接时对焊缝、焊接热影响区域进行处理,提高焊缝强度,抑制母材软化,提高焊接热影响区的性能。
17、通过设置浮动座通过万向球连接安装座,且在万向球周边设置伸缩顶杆和弹簧a,安装座与浮动座之间形成柔性连接,冲击头可绕万向球转动,且在弹簧a的作用下具备一定的挠度,冲击头与母材接触后,即便冲击头底面与母材不平行,在压力下冲击头会主动超声与母材表面贴合,不必要求冲击头与母材平行便可使冲击头与母材表面贴合,降低了操作难度。
18、通过设置弹簧b、导杆a、基座,导杆a可沿浮动座上的导向孔上下滑动,弹簧b压缩越大,提供给冲击头的压力越大,令冲击头与母材形成缓冲接触,避免压力直接过大造成碰撞损坏,且令压力大小可通过观察弹簧b的压缩量直观的观察到,方便了操作。
19、通过设置t型槽、t型块,导杆a可沿基座左右滑动,超声调整螺钉可调整导杆a的位置,从而调节两冲击头之间的间距,从而适用于不同宽度的焊缝。
20、通过设置侧板a、连接套a,可将随焊超声冲击设备与焊枪头连接为一体,使用一台机械手便可进行焊接和随焊超声冲击。且由于连接套a与侧板a通过转轴连接,可在保证冲击头与母材贴合顺利冲击的同时,对焊枪头的角度进行小幅度调整,可用于多种情况下的焊缝焊接。通过设置内套环、外套环、弹簧c,可限定侧板a绕连接套a的转动幅度,且转动过程受到弹簧c的抵抗力,工作完成后可恢复初始状态,提高了设备的稳定性。
21、通过设置侧板b,且在侧板b上设置以焊枪头的焊接端为圆心的圆弧形导向槽,连接套b两侧的导向轴安装在导向槽中,且导向轴的侧面与导向槽的上下两侧面贴合,连接套b可沿导向槽滑动,且运动的轨迹为以焊枪头的焊接端为圆心的圆弧,既焊枪头可以焊接端为圆心转动。该设备可以在保证冲击头与母材贴合、顺利冲击的同时,对焊枪头的角度进行调整,且焊枪头的焊接端位置不变,可用于多种角度要求的焊缝焊接。
- 还没有人留言评论。精彩留言会获得点赞!