一种真空激光焊接装置及焊接方法与流程
本发明涉及有色金属焊接,具体而言,涉及一种真空激光焊接装置及焊接方法。
背景技术:
1、大厚度钛合金材料的应用越来越广泛,例如球壳式载人潜水器的载人舱、深海潜航器等。针对钛合金厚板焊接,激光焊接能够实现良好的接头质量,但是激光焊接需要在真空室内进行,大型钛合金结构件由于受尺寸限制无法进行激光焊接。窄间隙焊接方法在钛合金厚板焊接中应用广泛,但由于厚度较大,窄间隙焊需进行多层多道焊接,焊接效率低,同时厚板焊接的变形控制难度大,不能满足大型结构的高效焊接。
2、二十世纪80年代,研究人员提出在真空条件下进行激光焊接,能够提高激光能量利用率,提高入射激光的穿透能力能够大幅增加焊缝熔深,但由于激光器功率的限制,其焊缝的深宽比远远低于电子束焊接,因此,钛合金厚板更多采用电子束焊接。近年来,随着大功率高品质激光器的出现,研究人员发现大功率激光在真空下也能获得类似电子束焊接的大深宽比焊缝,并且真空激光焊接不需要达到电子束焊接所需的极高的真空度,同时激光焊接也不存在大气分子对电子的散射的问题,还不需要射线保护。
3、现有技术中,真空激光焊接装备结构复杂,且在焊接过程中未考虑金属烟尘对真空环境、激光防护玻璃等方面的影响,也没有相应的防护措施,无法满足长时间稳定真空激光焊接。
4、中国专利cn202110350724.9公开了一种可实现真空激光焊镜片气冷和防护的插入式激光入口装置,包括:主体块、空腔、环形台阶、入射镜片、水平孔、竖直孔、镜片盖、进气阀和法兰盘;空腔垂直主体块上表面并贯穿主体块,主体块顶部设置有环形台阶,入射镜片放置在环形台阶上,主体块上表面左右两侧向下设置有竖直孔,主体块左右两侧内部设置有水平孔,水平孔与竖直孔连接,入射镜片上端安装镜片盖,镜片盖通过螺栓与主体块连接,进气阀与主体块左右两侧螺纹连接,进气阀与水平孔连通,法兰盘与主体块固定连接。该专利通过在防护装置中通入惰性气体,在装置空腔中产生一个正压环境来阻止焊接飞溅和金属蒸气污染入射镜片,能够在一定程度上保护入射镜片。但是,该专利存在以下两个问题:一是由于需要利用惰性气体冷却入射镜片,使得惰性气体的流量较大,从而导致真空环境的真空度较低,无法获得高真空度的焊接环境,影响焊缝的熔深;二是由于惰性气体吹到入射镜片上再反射入空腔中,其流向无法控制,在空腔内形成紊流,紊流容易带动部分金属蒸汽进入空腔,该部分金属蒸汽在空腔中随惰性气体无序流动,并逐渐累积,同样会对入射镜片造成污染,防护效果不佳。
技术实现思路
1、本发明解决的问题是,现有技术中,真空激光焊接装置无法及时排除产生的烟尘,焊接过程中的金属蒸汽容易对镜片造成影响,导致焊接过程稳定性不足。
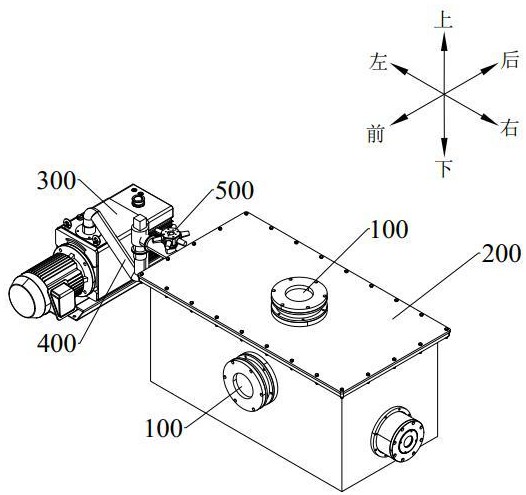
2、本发明公开了一种真空激光焊接装置,包括:
3、焊接箱,所述焊接箱用于形成激光焊接的真空腔;
4、激光焊枪,所述激光焊枪设置在焊接箱的外侧,用于产生激光以焊接待焊工件;
5、动态烟尘防护装置,所述动态烟尘防护装置与所述激光焊枪相对应地设置在焊接箱上,在所述动态烟尘防护装置上设置有镜片,所述激光焊枪产生的激光透过镜片对待焊工件进行焊接;所述动态烟尘防护装置包括内锥体部,所述内锥体部的内部空间呈锥形设置,所述内锥体部的内径沿远离镜片的方向逐渐缩小,在内锥体部的内侧壁上设置有进气孔,所述进气孔用于向内锥体部内部输送防护气体;所述内锥体部的锥度在1.6-2.8之间,将内锥体部的高度记为l,所述进气孔在内锥体部上的高度为l/3~2l/3,使得进入内锥体部内部的气体在进气孔的两侧均形成有序的流场,以阻止焊接时产生的烟尘进入内锥体部内;
6、移动组件,所述移动组件设置在焊接箱内,所述移动组件用于带动待焊工件移动;
7、抽真空装置,所述抽真空装置与所述焊接箱连接,用于抽吸焊接箱内部空气,以形成真空焊接环境。
8、通过动态烟尘防护装置中内锥体部以及其侧壁上进气孔的设置,在真空焊接的过程中通过进气孔向内锥体部输送保护气体,保护气体在内锥体部中形成多方向的有序的流场,从而可以有效地避免焊接时的金属蒸汽对镜片造成污染或者损坏,有效地保证了镜片的使用安全性,也提升了真空激光焊接连续作业的稳定性。此外,焊接箱的设置,可以将待焊工件整体放置进真空空间内,再在移动组件的带动下相对激光焊枪移动,以进行待焊工件的焊接,由于待焊工件整体处于焊接箱内,因而焊接箱在抽真空后具有较好的真空保持能力,由于存在保护气体输送的环节,能够配合抽真空装置实现进气量与抽气量的动态平衡,在避免焊接时的烟尘进入动态烟尘防护装置的同时,使得真空度可以在10pa~1000pa之间自由设定,显著提高了真空焊接时对于真空度要求的适配性。
9、进一步的,所述焊接箱包括箱体和箱盖,所述箱盖可拆卸地密封盖设在所述箱体上,用于形成真空腔,所述动态烟尘防护装置设置在箱盖上,和/或,所述动态烟尘防护装置设置在箱体前侧板和后侧板的至少一个上,在所述移动组件上设置有可更换的平焊台或横焊组件,所述平焊台与箱盖上的动态烟尘防护装置配合设置,所述横焊组件与箱体前侧板和/或后侧板上的动态烟尘防护装置配合设置。
10、所述箱盖拆下时,用于更换移动组件上的平焊台或横焊组件,或者,用于放置待焊工件,更换或者放置完成后,将箱盖与箱体密封连接,即可进行相应的焊接操作,简单便捷,当动态烟尘防护装置设置在箱盖上时,在移动组件上设置平焊台,便于对待焊工件进行平焊,当动态烟尘防护装置设置在箱体前侧板和后侧板的至少一个上时,在移动组件上设置横焊组件,便于对待焊工件进行横焊,通过上述设置,使得所述焊接装置可以适应不同的焊接需求,提高了其适配性。
11、进一步的,在所述箱体的顶端设置有第四法兰,在所述第四法兰上设置有第四凹槽,在所述第四凹槽中设置有第一密封件,所述第一密封件用于箱体与箱盖之间的配合密封。
12、所述第一密封件的设置可以提升箱体与箱盖之间的密封性能,从而保证激光焊接时的真空度。
13、进一步的,所述移动组件包括前后移动组件、移动台和左右移动组件,所述移动台设置在前后移动组件上,所述前后移动组件能够带动所述移动台在前后方向上移动,所述左右移动组件设置在所述移动台上,所述平焊台或横焊组件设置在所述左右移动组件上,所述左右移动组件能够带动所述平焊台或横焊组件在左右方向上移动。
14、通过前后移动组件的设置,可以在前后方向上调整平焊台上待焊工件与激光焊枪对齐,从而使得真空激光焊接顺利进行,或者,调整横焊组件上待焊工件与激光焊枪的距离,以利于调整对焦。
15、进一步的,所述前后移动组件包括前后移动导轨、前后移动滑块和限位块,所述前后移动导轨固定设置在箱体的底部,所述前后移动滑块可移动地设置在所述前后移动导轨上,所述移动台与所述前后移动滑块固定连接,所述限位块用于限定前后移动滑块的位移。
16、通过上述设置,可以实现移动台在前后方向上的移动,进而带动待焊工件进行移动,以便在平焊时使待焊部位与激光焊枪对齐,在横焊时进行激光的对焦调整。
17、进一步的,所述左右移动组件包括左右移动导轨、左右移动滑块、传感器,所述左右移动导轨固定设置在移动台上,所述左右移动滑块可移动地设置在所述左右移动导轨上,所述平焊台或横焊组件与所述左右移动滑块连接。
18、所述左右移动组件的设置使得待焊工件在焊接过程中可以相对激光焊枪移动,从而实现待焊工件的完整焊接。
19、进一步的,所述横焊组件包括横焊支撑台、平移夹持组件、竖移支撑组件和连接板,所述连接板与所述移动组件连接,所述横焊支撑台与所述连接板固定连接,所述平移夹持组件和竖移支撑组件设置在所述横焊支撑台上靠近动态烟尘防护装置的一侧,所述平移夹持组件用于夹持待焊工件,并能够带动待焊工件相对于横焊支撑台在左右方向上移动,所述竖移支撑组件用于支撑所述待焊工件,并能够带动待焊工件在上下方向上移动。
20、所述横焊支撑台与所述连接板垂直设置,在此情况下,可以将待焊工件竖直设置,从而实现真空激光焊接的横焊,满足了多种焊接方式的需求,所述平移夹持组件和竖移支撑组件的设置,使得能够对待焊工件的位置进行上下左右的调整,以保证激光焊枪能够进行精准的焊接。
21、进一步的,在所述横焊支撑台与连接板之间设置有支撑板,所述支撑板用于加强横焊支撑台与连接板的连接稳定性。
22、该设置可以显著增强横焊组件的强度,以使其满足大厚度板材的横焊需求。
23、进一步的,所述动态烟尘防护装置包括第一法兰、动态防护部、防护座和镜片,所述第一法兰用于将所述镜片密封设置在所述动态防护部的第一端,所述防护座密封设置在所述动态防护部的第二端,所述防护座用于与所述焊接箱固定连接,所述内锥体部设置在动态防护部内。
24、通过上述设置,可以避免烟气进入动态防护部内部,从而有效地保护镜片不受损坏,保证了激光焊接的效率和质量。
25、本发明还公开了一种焊接方法,采用如上所述的真空激光焊接装置,包括如下步骤:
26、步骤s1:将待焊工件加工成i型坡口,在装配前对加工后的坡口表面及边缘30mm内的母材进行打磨,再清洗去除油污;
27、步骤s2:将焊接箱的箱盖取下,将待焊工件固定装配安装在箱体内,将箱盖密封设置在箱体上;
28、步骤s3:启动抽真空装置对焊接箱内真空腔抽真空;
29、步骤s4:真空度达到施焊要求时启动激光焊枪进行焊接,激光依次通过镜片和动态烟尘防护装置,对待焊工件进行焊接;焊接时,通过进气孔向内锥体部持续输入保护气体;移动组件带动焊接工件移动,实现待焊工件的持续焊接;抽真空装置与动态烟尘防护装置同步工作,保证焊接箱内真空度的稳定;
30、步骤s5:完成焊接。
31、通过上述步骤的设置,在焊接过程中,内锥体部内形成惰性气体的动态流动流场,在内锥体部中的两端形成压差,惰性气体在靠近待焊部件的一端处挤压空间,可以有效地抑制激光焊接过程中烟尘、金属蒸汽等进入内锥体部导致镜片污染,通过抽真空装置与动态烟尘防护装置同步工作的设置,使得激光焊接时,在向内锥体部持续输入一定流量的保护气体的同时,也抽出等量的气体,从而维持了焊接箱中真空度的稳定性,保证了真空激光焊接的连续性和稳定性。
32、相对于现有技术,本发明所述的真空激光焊接装置及焊接方法具有以下优势:
33、通过动态烟尘防护装置的设置,能够有效避免大功率激光焊接厚板过程中产生的烟尘对激光焊接过程稳定性的影响,从而解决长时间焊接过程的稳定性问题;
34、本技术提供的真空激光焊接装置的焊接厚度可以达到常压激光焊接厚度的2-3倍,且采用该真空激光焊接装置焊接的钛合金的接头强度系数能达到0.95以上,优于常压激光焊接;
35、通过平焊台和横焊组件的可更换设置,能够满足不同待焊工件的焊接需求,显著提升了真空激光焊接装置的适配性;
36、本发明提供的真空激光焊接装置结构简单,操作简便,在保证真空度的同时,避免焊接时的烟尘对镜片造成影响,提升了真空激光焊接的稳定性。
- 还没有人留言评论。精彩留言会获得点赞!