医疗X射线管用阴极零件的加工方法及加工工装与流程
本发明涉及医疗器械加工,具体涉及医疗x射线管用阴极零件的加工方法及加工工装。
背景技术:
1、射线管是工作在高电压下的真空二极管,利用高速电子撞击金属靶面产生x射线的真空电子器件。包含有两个电极:一个是用于发射电子的灯丝,作为阴极,另一个是用于接受电子轰击的靶材,作为阳极。两级均被密封在高真空的玻璃或陶瓷外壳内。两个电极,分别用于接受电子轰击的靶材和发射电子的灯丝。两极均被密封在高真空的玻璃或陶瓷外壳内。x射线管供电部分至少包含有一个使灯丝加热的低压电源和一个给两极施加高电压的高压发生器。当钨丝通过足够的电流使其产生电子云,且有足够的电压(千伏等级)加在阳极和阴极间,使得电子云被拉往阳极。此时电子以高能高速的状态撞击钨靶,高速电子到达靶面,运动突然受到阻止,其动能的一小部分便转化为辐射能,以x射线的形式放出,以这种形式产生的辐射称为轫致辐射。改变灯丝电流的大小可以改变灯丝的温度和电子的发射量,从而改变管电流和x射线强度的大小。改变x光管激发电位或选用不同的靶材可以改变入射x射线的能量或在不同能量处的强度。由于受高能电子轰击,x射线管工作时温度很高,需要对阳极靶材进行强制冷却。虽然x射线管产生x射线的能量效率十分低下,但是在目前,x射线管依然是最实用的x射线发生器件,已经广泛应用于x射线类仪器。目前医疗用途主要分为诊断用x射线管和治疗用x射线管。
2、然而,在加工x射线管阴极支座时,工装与产品间隙小,导致产品装装夹困难,而且取出产品时容易划伤外圆;装夹工装与产品基准面无法完全贴合,影响产品的加工精度。
技术实现思路
1、针对上述存在的技术问题,本发明提供了一种医疗x射线管用阴极零件的加工方法及加工工装。
2、本发明的技术方案为:医疗x射线管用阴极零件的加工方法,包括以下步骤:
3、s1、原材料处理;
4、选取直径大于零件目标直径8~12mm的圆柱形棒材为原材料,并截取厚度大于零件目标厚度3~6mm的原材料,得到零件毛坯;然后将零件毛坯加热至在750~830℃,并保温3~5h,最后随炉冷却至室温,并去除零件毛坯表面氧化皮;
5、s2、粗加工;
6、将步骤s1处理后的零件毛坯放置在平面磨床上进行粗磨,使零件毛坯的厚度和平面度达到加工要求,其中,粗磨过程中控制零件毛坯的单边加工余量为0.2~0.4mm;并在零件毛坯外部底端预留高度为1~2mm,宽度为2~4mm的工艺台阶;
7、s3、车削加工;
8、将步骤s2处理后的零件毛坯夹持在四轴加工中心上,进行基准面、孔和开槽的加工处理,处理过程中控制车刀的走刀量为0.1~0.2mm/r,切削速度为40~55m/min;
9、s4、精加工;
10、将步骤s3处理后的零件毛坯固定在数控车床上,车削步骤s2中零件毛坯外部底端预留的工艺台阶,然后进行精磨,使零件零件毛坯表面度、厚度和粗糙度达到使用要求,即可得到成品零件。
11、进一步地,步骤s3中,零件毛坯基准面、孔和开槽的加工处理过程中,首先预留0.2~0.4mm的加工余量,然后将零件毛坯加热至800~900℃,保温20~55min,然后将零件毛坯油冷至200~350℃,保温1~3h,然后将零件毛坯空冷至室温;最后进行零件毛坯的二次车削加工;
12、说明:零件毛坯基准面、孔和开槽的加工处理分两次完成,避免了零件毛坯热处理导致的零件变形和尺寸精度问题,提高了零件的加工效率。
13、进一步地,步骤s1中,零件毛坯截取完成后,将零件毛坯放入整平机中整平,使得零件毛坯翘曲度小于0.3mm;
14、说明:通过对零件毛坯进行整平处理,减少了零件毛坯车削处理时的车削量,降低了原材料的损耗,同时也降低了成品零件的加工成本。
15、进一步地,步骤s2进行之前,对零件毛坯的进行粗车,首先粗车零件毛坯上端面,然后粗车零件毛坯下底面,粗车过程中,控制车刀走刀量为0.2~0.3mm/r,背吃刀量为0.3~0.5mm,切削速度为30~45m/min;控制零件毛坯的单边加工余量为0.4~0.6mm;
16、说明:通过对零件毛坯的两个端面进行粗车,能够克服零件车削过程中产生的形变影响零件毛坯平整度的问题。
17、进一步地,步骤s4中,采用旋转抛磨方式对零件毛坯进行精磨,控制磨料流的工作压力为0.3~0.7mpa、流量范围为5~10l/s、循环间隔时间为50~120min;控制零件毛坯的旋转速度为65~851r/min;
18、说明:采用旋转抛磨方式对零件毛坯进行精磨,能够提高零件毛坯的精磨效率,使得零件毛坯表面光洁度更加均匀,同时也减少了精磨死角的产生。
19、进一步地,磨料为sic、sio2和zro2中的一种,磨料的粒径为0.1~0.3mm;
20、进一步地,步骤s4完成后,对成品零件进行探伤、清洗、表面涂油防护处理。
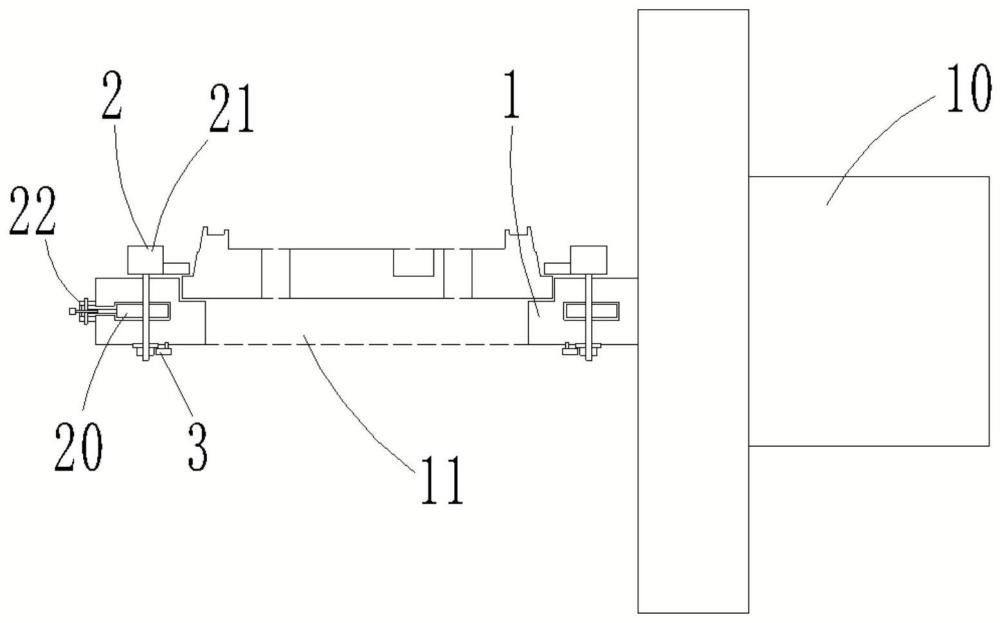
21、本发明还提供了x射线管用阴极零件的加工工装,适用于上述的医疗x射线管用阴极零件的加工方法,包括工装卡盘、设置在工装卡盘上的夹持组件和设置在工装卡盘上且与夹持组件连接的压紧组件;工装卡盘一端设置有连接柱,工装卡盘上贯穿设置有台阶孔;工装卡盘上且位于台阶孔的外侧等距分别有数个弧形滑槽;
22、夹持组件包括转动卡接在工装卡盘内部且位于台阶孔外侧的驱动盘、滑动卡接在各个弧形滑槽内部的夹持块和设置在工装卡盘另一端且与驱动盘连接的定位构件;驱动盘上且与弧形滑槽位置对应处均贯穿设置有推动槽,驱动盘靠近定位构件的一侧设置有贯穿工装卡盘的连接杆;各个夹持块的下底面均转动卡接有贯穿对应位置处的弧形滑槽和推动槽的螺杆;定位构件包括设置在工装卡盘侧壁上的定位架和滑动卡接在定位架上且与连接杆活动插接的操作拉杆;操作拉杆上套设有与连接杆的内壁抵接的复位弹簧,操作拉杆与定位架连接处设置有能够与定位架卡接的齿棒;
23、压紧组件包括转动卡接在工装卡盘上下底面且位于各个弧形滑槽内侧的齿圈、与各个螺杆螺纹连接且与对应位置处的弧形滑槽滑动卡接的压紧齿轮和转动卡接在工装卡盘上下底面且与齿圈啮合连接的调节齿轮;各个压紧齿轮均能够与齿圈啮合连接;调节齿轮上设置有内六方调节孔。
24、进一步地,连接杆上设置有与定位架滑动卡接的导向杆;
25、说明:通过设置导向杆,有利于提高连接杆在定位架上移动时的稳定性,从而提高夹持组件对于零件毛坯的夹持效果。
26、本发明的工装的使方法为:
27、将零件毛坯放置在工装卡盘的台阶孔内部,将操作拉杆向外拉出并拨动操作拉杆,利用操作拉杆带动驱动盘旋转,此时各个螺杆在推动槽和弧形滑槽的配合作用下同步滑动,并带动夹持块靠近零件毛坯的工艺台阶;松开操作拉杆,操作拉杆在复位弹簧的作用下复位,并利用齿棒与定位架卡接锁止;螺杆移动后,与螺杆连接的压紧齿轮分别与齿圈啮合连接;利用调节齿轮扳手扭动调节齿轮,利用调节齿轮带动齿圈旋转,从而使得各个压紧齿轮同步旋转,螺杆在压紧齿轮的旋转作用下拉动对应的夹持块向下移动,对零件毛坯的工艺台阶进行挤压固定;最后通过连接柱将工装卡盘卡接在四轴加工中心即可。
28、与现有技术相比,本发明的有益效果体现在以下几点:
29、第一、本发明的加工方法设计合理,通过对零件毛坯进行热处理以及粗磨处理,有效提高了成品零件的结构强度以及内部组织的均匀性;经粗磨后的零件毛坯加工预料更少,缩短了后续成品零件的加工周期;
30、第二、本发明的零件毛坯一次装夹完成后,便可完成零件毛坯到成品零件的加工过程,解决了多次装夹而造成的零件毛坯表面划伤问题,有效提高了x射线管用阴极零件的加工品质以及加工效率;
31、第三、本发明的加工工装在使用时,利用驱动盘的旋转作用带动各个夹持块水平移动,利用压紧齿轮的旋转作用带动各个夹持块上下移动,从而使得零件毛坯的夹持更加高效;同时,由于各个夹持块是同步移动的,使得各个夹持块对于零件毛坯的夹持力度保持一致,从而提高了零件毛坯的夹持稳定性以及可靠性。
- 还没有人留言评论。精彩留言会获得点赞!