一种热连轧带钢卷取温度控制方法、装置、设备及介质与流程
本发明涉及轧钢,尤其涉及一种热连轧带钢卷取温度控制方法、装置、设备及介质。
背景技术:
1、热连轧带钢卷取温度是保证产品组织性能及其均匀性的最关键参数。在热连轧生产中,热连轧带钢精轧结束后通过层冷装置的冷却作用,将带钢温度由终轧温度降低至目标卷取温度。层冷装置分为粗调段和精调段,带钢经过精调段冷却后通过卷取温度检测仪表测量其最终实际温度。温度控制模型将带钢在长度方向上划分为若干个控制样本,通过调节不同样本通过层冷装置时冷却水嘴的开启数量,实现对最终卷取温度的控制。
2、其中层冷粗调段起到主要调温作用,温度调节量占整个全部层冷过程温度调节量的60%以上。而精调段的作用是精密调温,能保证实际卷取温度达到更好的控制精度。然而,现有技术中针对精密调温过程,仍存在卷取温度控制精度较差的问题,严重影响了轧钢质量。
技术实现思路
1、本技术实施例通过提供一种热连轧带钢卷取温度控制方法、装置、设备及介质,该方法能较准确地预测出带钢控制样本的卷取温度偏差值,进而准确地控制冷却集管开启数量,提高热轧带钢卷取温度控制精度。
2、第一方面,本发明通过本发明的一实施例提供如下技术方案:
3、一种热连轧带钢卷取温度控制方法,包括:
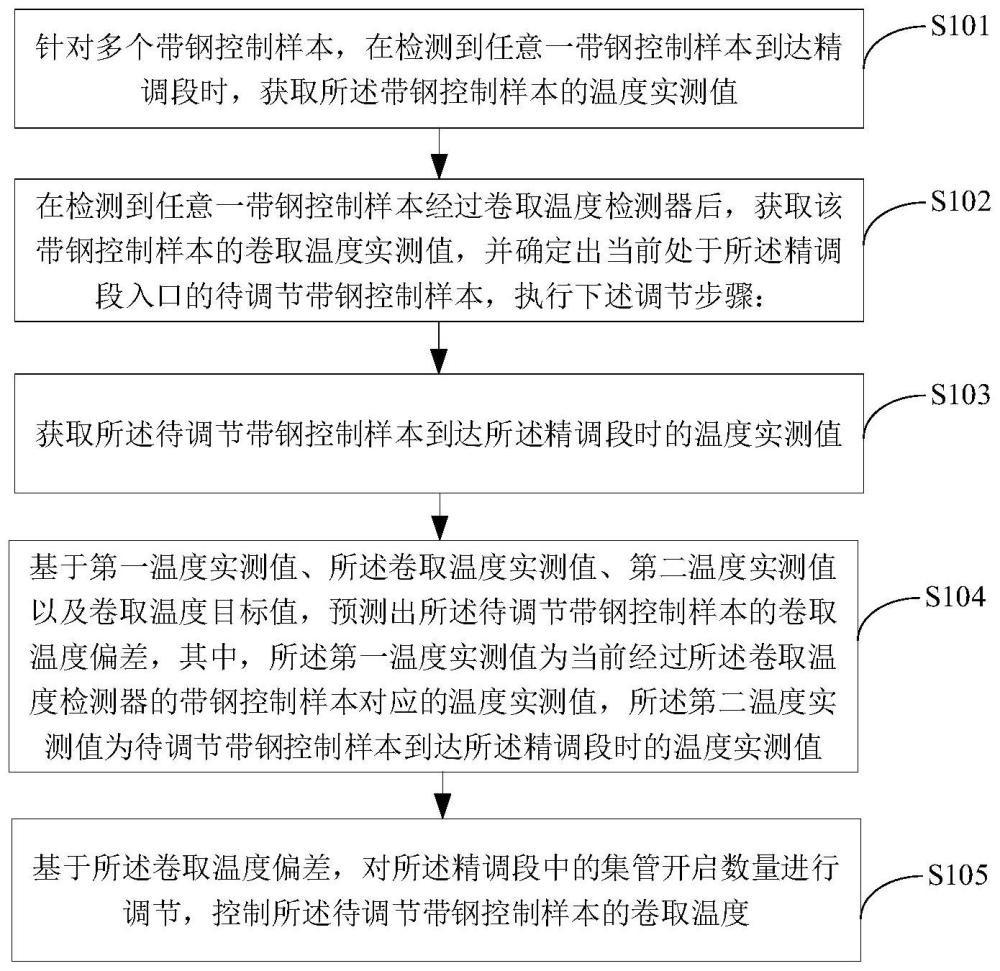
4、针对多个带钢控制样本,在检测到任意一带钢控制样本到达精调段时,获取所述带钢控制样本的温度实测值;在检测到任意一带钢控制样本经过卷取温度检测器后,获取该带钢控制样本的卷取温度实测值,并确定出当前处于所述精调段入口的待调节带钢控制样本,执行下述调节步骤:获取所述待调节带钢控制样本到达所述精调段时的温度实测值;基于第一温度实测值、所述卷取温度实测值、第二温度实测值以及卷取温度目标值,预测出所述待调节带钢控制样本的卷取温度偏差,其中,所述第一温度实测值为当前经过所述卷取温度检测器的带钢控制样本对应的温度实测值,所述第二温度实测值为待调节带钢控制样本到达所述精调段时的温度实测值;基于所述卷取温度偏差,对所述精调段中的集管开启数量进行调节,控制所述待调节带钢控制样本的卷取温度。
5、优选地,所述在检测到任意一带钢控制样本到达精调段时,获取所述带钢控制样本的温度实测值,包括:在检测到任意一带钢控制样本到达精调段时,通过设置在所述精调段入口处的精调段温度检测器,获取所述带钢控制样本的温度实测值。
6、优选地,所述确定出当前处于所述精调段入口的待调节带钢控制样本,包括:获取所述精调段温度检测器与所述卷取温度检测器之间的水平距离;基于所述水平距离以及设定的带钢控制样本长度,确定出当前处于所述精调段入口的待调节带钢控制样本。
7、优选地,所述基于第一温度实测值、所述卷取温度实测值、第二温度实测值以及卷取温度目标值,预测出所述待调节带钢控制样本的卷取温度偏差,包括:将所述卷取温度实测值减去所述卷取温度目标值以及第一温度实测值之后,再加上第二温度实测值,得到卷取温度偏差初值;将所述卷取温度偏差初值乘以设定的控制增益系数,预测出所述待调节带钢控制样本的卷取温度偏差。
8、优选地,所述基于所述卷取温度偏差,对所述精调段中的集管开启数量进行调节,包括:获取当前的集管开启数量;若所述卷取温度偏差大于设定的温度偏差上限,则进行温度正偏差控制调节;若所述卷取温度偏差小于设定的温度偏差下限,则进行温度负偏差控制调节;若所述卷取温度偏差在所述设定的温度偏差上限与所述设定的温度偏差下限之间,则不对所述精调段中的集管开启数量进行调节。
9、优选地,所述温度正偏差控制调节,包括集管开启计算步骤:将所述精调段中的集管开启数量加1;将所述卷取温度偏差减去增加开启的集管对应的冷却值,确定出所述待调节带钢控制样本的卷取温度偏差预测值;若所述卷取温度偏差预测值大于所述设定的温度偏差上限,且加1后的所述集管开启数量小于集管最大允许开启数量,则继续执行所述集管开启计算步骤,直至所述卷取温度偏差预测值小于或等于所述设定的温度偏差上限,或者所述集管开启数量等于所述集管最大允许开启数量,则结束控制。
10、优选地,所述温度负偏差控制调节,包括集管关闭计算步骤:将所述精调段中的集管开启数量减1;将所述卷取温度偏差加上关闭的集管对应的冷却值,确定出所述待调节带钢控制样本的卷取温度偏差预测值;若所述卷取温度偏差预测值小于所述设定的温度偏差下限,且减1后的所述集管开启数量大于集管最小允许开启数量,则继续执行所述集管关闭计算步骤,直至所述卷取温度偏差预测值大于或等于所述设定的温度偏差下限,或者所述集管开启数量等于所述集管最小允许开启数量,则结束控制。
11、第二方面,本发明通过本发明的一实施例,提供如下技术方案:
12、一种热连轧带钢卷取温度控制装置,包括:
13、第一获取模块,用于针对多个带钢控制样本,在检测到任意一带钢控制样本到达精调段时,获取所述带钢控制样本的温度实测值;
14、第二获取模块,用于在检测到任意一带钢控制样本经过卷取温度检测器后,获取该带钢控制样本的卷取温度实测值,并确定出当前处于所述精调段入口的待调节带钢控制样本,执行下述调节步骤;
15、第三获取模块,用于获取所述待调节带钢控制样本到达所述精调段时的温度实测值;
16、温度偏差计算模块,用于基于第一温度实测值、所述卷取温度实测值、第二温度实测值以及卷取温度目标值,预测出所述待调节带钢控制样本的卷取温度偏差,其中,所述第一温度实测值为当前经过所述卷取温度检测器的带钢控制样本对应的温度实测值,所述第二温度实测值为待调节带钢控制样本到达所述精调段时的温度实测值;
17、调节模块,用于基于所述卷取温度偏差,对所述精调段中的集管开启数量进行调节,控制所述待调节带钢控制样本的卷取温度。
18、第三方面,本发明通过本发明的一实施例,提供如下技术方案:
19、一种电子设备,包括:存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现前述第一方面中任一项所述方法的步骤。
20、第四方面,本发明通过本发明的一实施例,提供如下技术方案:
21、一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现前述第一方面中任一项所述方法的步骤。
22、本技术实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
23、本发明实施例提供的热连轧带钢卷取温度控制方法,根据完成卷取温度检测的带钢控制样本的实测卷取温度、带钢控制样本的温度实测值、卷取温度目标值以及当前处于精调段入口的带钢样本的温度实测值,预测当前处于精调段入口的带钢到达卷取温度检测位置时的卷取温度偏差;然后,基于此卷取温度偏差对精调段的冷却水量进行调节,从而达到消除此温度偏差的目的,实现对热轧带钢卷取温度的精确控制。该方法能有效地缓解层冷过程中工况波动影响,避免因冷却水量、带钢运行速度、冷却水温度以及控制模型自身计算精度等因素,对带钢卷取温度的预测精度的影响,能较准确地预测带钢卷取温度偏差,进而对层冷精调段集管开启数量进行精确调节的技术,最终达到提高热连轧带钢卷取温度控制精度的目的。
- 还没有人留言评论。精彩留言会获得点赞!