环形件外圆面精加工用辅助夹具的制作方法
本发明属于夹具,尤其涉及一种环形件外圆面精加工用辅助夹具。
背景技术:
1、一些环形件的外圆面在精加工时需要用到辅助夹具,通常辅助夹具为内撑式夹具,内撑式夹具由内向外撑开从而胀紧环形件的内孔以夹紧环形件。辅助夹具通常需要固定在机床上,同时辅助夹具会设有定位套对环形件的位置进行定位,使得环形件在加工时的位置不会发生偏移。例如当环形件的外圆面需要滚齿或者车外圆面时,需要保证环形件的平整度较好,以使环形件的外圆面的加工精度较好。
2、例如申请号为202221042184.4的中国专利公开了一种车床用内撑式限位夹具,包括用于与车床固定连接的主体;还包括拉杆、拉钉、定位件以及产品固定件,所述拉杆设置于主体靠近机床的一侧,所述定位件设置于主体远离机床的一侧,所述产品固定件设置于所述定位件远离主体的一侧。
3、上述方案通过定位件对所需要加工的环形件产品进行定位,定位件通过螺丝与主体固定,主体与机床固定在一起,但是主体与机床固定在一起后难以保证定位件的平整度。并且在不同环形件产品进行加工时,需要用到不同的定位件,所以需要对定位件进行更换。在更换后需要通过千分表检测定位件的端面跳动值,从而保证定位件的平整度。上述方案难以调整定位件的平整度,当定位件的平整度不符合要求时,会导致环形件在定位时发生偏移,无法保证环形件的平整度,造成环形件的外圆面在加工时精度较差。
技术实现思路
1、本发明的目的是提供一种通过调整工装平整度,以保证环形件的外圆面的加工精度的环形件外圆面精加工用辅助夹具。
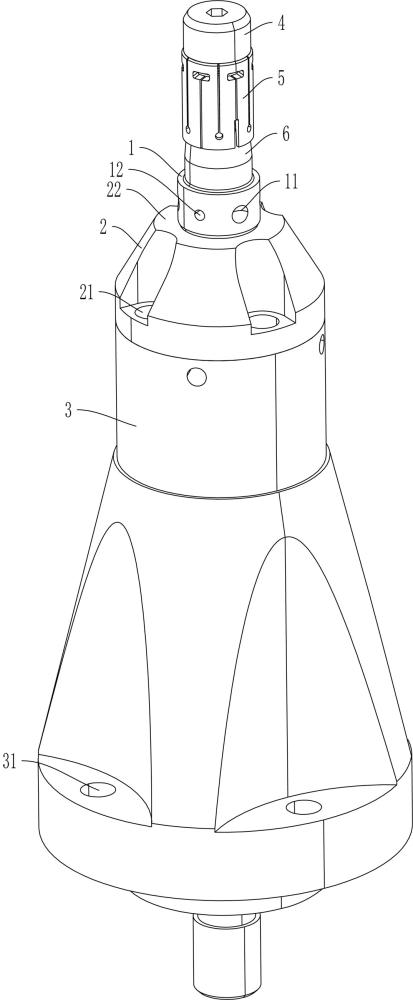
2、为实现上述目的,本发明采用如下技术方案:一种环形件外圆面精加工用辅助夹具,包括用于与机床固定的基座本体和用于定位环形件工件的夹具本体,夹具本体固定在基座本体的前端,所述夹具本体包括靠近基座本体侧的大径段和远离基座本体侧的小径段,大径段和小径段的连接处形成台阶,所述小径段上套设有定位套,定位套的一端端面与台阶的端面接触,定位套的另一端的端面用于与环形件工件的端面接触;小径段的前端连接有撑开部,撑开部外套设有用于胀紧环形件工件内孔的胀套,胀套与撑开部之间相互接触的面均为锥面,胀套搭配有实现胀套轴向移动的芯轴;小径段的外壁上设有至少三个沿周向均匀间隔设置的径向延伸的调整凹槽,所述调整凹槽呈由开口处向底部逐渐缩小的半球形结构或锥形结构,所述定位套设有与调整凹槽一一对应并径向贯穿的第一调整孔,调整凹槽与第一调整孔非同心设置,调整凹槽的中心线相较于第一调整孔的中心线更靠近于台阶,所述第一调整孔螺纹配合有第一调整螺栓;当第一调整螺栓拧入第一调整孔内并与调整凹槽接触时,所述定位套具有向台阶处移动的趋向力以使定位套的一端端面与台阶的端面紧贴。
3、其中,芯轴实现胀套的移动可以采用推拉式的芯轴,也可以采用螺纹旋拧式的芯轴。
4、其中,当第一调整螺栓与第一调整孔螺纹配合后,第一调整螺栓的头部会与调整凹槽的槽壁接触,在第一调整螺栓继续旋拧时,由于调整凹槽的宽度由外向内逐渐缩小,第一调整螺栓会使得第一调整孔的中心线逐渐与调整凹槽的中心线靠近,使得定位套具有向下移动的力,从而使得定位套的下端面与台阶的端面紧贴。
5、其中,本装置可以呈竖立式,也可以呈卧躺式,在环形件加工时会有顶尖顶住环形件,使得环形件与定位套端面紧贴。
6、本方案通过调整凹槽与第一调整孔以及第一调整螺栓的配合,使得定位套在被固定时具有向台阶面移动的趋向力,当定位套的平整度不符合要求时,可以旋拧第一调整螺栓从而可以微调环形件的平整度。同时定位套可以与台阶面紧贴,当台阶面的平整度符合要求时可以进一步保证定位套的平整度,使得定位套在定位环形件工件时更加精准。相较于对比文件来说,本方案在环形工件拆卸时也更为方便,螺丝刀为径向旋拧,不会碰到内撑式夹头。
7、作为优选,所述基座本体设有向大径段侧开口的配合孔,所述大径段的底部设有伸入配合孔内的配合凸起,所述配合凸起的外壁与配合孔的内壁接触;所述基座本体设有至少三个沿周向均匀间隔设置并径向贯穿的第二调整孔,所述第二调整孔螺纹配合有第二调整螺栓,所述第二调整螺栓的端部与所述配合凸起的外壁接触。
8、大径段和细段之间会形成台阶,台阶的端面实际也为大径段的端面,为了保证定位套的平整度,还需要保证台阶的端面的平整度。第二调整螺栓旋拧抵住配合凸起,从而实现大径段的水平度的调整,从而实现台阶的端面的平整度的调整。
9、作为优选,所述定位套的前端内缘处设有若干沿轴向开口的避让槽,所述避让槽的深度由径向外侧至径向内侧逐渐增大,所述避让槽与定位套的内孔连通。
10、避让槽可以减少定位套与环形件工件之间的接触面积,从而增加定位精度。并且在环形件进行加工时,会产生铁屑,避让槽的深度有外向内逐渐增大,避让槽与定位套的内孔连通,便于操作人员排冷却水和清理铁屑。同时,本方案只有在内缘处设置避让槽,外缘处的端面需要用于与千分表接触,从而检测定位套的平整度。
11、作为优选,所述夹具本体和撑开部均设有轴向延伸并用于定位芯轴的第一定位孔,所述芯轴的外壁与第一定位孔的内壁接触;所述小径段设有至少三个沿周向均匀间隔设置并径向贯穿的第一限位孔,所述第一限位孔与第一定位孔连通,所述第一限位孔螺纹配合有第一限位件,所述第一限位件的端部与芯轴的外壁接触。
12、芯轴需要轴向移动从而实现胀套的移动并与撑开部配合从而实现胀套胀紧环形件工件。芯轴与第一定位孔之间为间隙配合,同时胀套与芯轴之间有具有限位结构,芯轴的同心度会影响胀套的同心度,所以需要通过设置第一限位件从而实现对芯轴的径向位置进行调整,使得芯轴的跳动值符合标准范围,同心度较好。从而使得胀套在胀紧环形件工件时更加精准。
13、作为优选,所述定位套设有径向贯穿并与第一限位孔一一对应的通孔,所述芯轴的外壁设有侧向开口并轴向延伸的第一长孔,所述第一限位件由外至内依次穿过所述通孔、第一限位孔和第一长孔以限制芯轴的周向转动。
14、第一限位件通常为螺栓,第一限位件由外至内依次穿过所述通孔、第一限位孔和第一长孔,从而可以限制芯轴的周向位置以及定位套的周向位置,使得芯轴和定位套不能发生转动,保证装置的平稳性。其中,当第一限位件为螺栓时,通孔用于对螺栓头进行让位。“由外至内”是指由径向外侧至径向内侧。
15、作为优选,所述大径段和基座本体均设有轴向延伸的第二定位孔,所述第二定位孔与配合孔连通并同轴设置,所述配合孔的内径大于第二定位孔的内径;所述芯轴的外壁与第二定位孔的内壁接触,所述芯轴位于配合孔的部分设有径向向外延伸以限制芯轴的轴向移动行程的第一限位凸起。
16、第一限位凸起位于配合孔内,同时配合孔的内径大于第二定位孔的内径,所以在芯轴轴向移动时,第一限位凸起无法进入第二定位孔中,从而限制芯轴轴向移动的行程,避免芯轴移动过度,从而导致胀套与撑开部之间卡死,或者胀套脱离撑开部。
17、作为优选,所述芯轴的前端设有径向向外开口的限位槽,所述胀套的前端设有径向向内延伸并伸入限位槽内的第二限位凸起。
18、限位槽和第二限位凸起的配合,使得芯轴与胀套之间具有限位结构,从而实现胀套与芯轴的同步移动,当芯轴复位后,胀套也随即复位,便于胀套复位。
19、作为优选,所述第二限位凸起沿轴向的前端端面为斜面,第二限位凸起在轴向上的宽度由径向外侧至径向内侧逐渐缩小,所述芯轴设有径向向外延伸的第三限位凸起,所述第三限位凸起位于限位槽沿轴向的后端,所述第三限位凸起沿轴向的后端端面为斜面,所述第三限位凸起在轴向上的宽度由径向外侧至径向内侧逐渐增大。
20、第二限位凸起的沿轴向的前端端为斜面和第三限位凸起的沿轴向的后端端面为斜面,从而便于芯轴与胀套固定时,第三限位凸起的斜面与第二限位凸起的斜面接触,使得胀套的内孔被撑开,第三限位凸起滑入胀套内,使得第二限位凸起滑入限位槽内,从而实现芯轴与胀套之间的固定。
21、作为优选,所述芯轴包括相互螺纹配合的粗段和细段,所述粗段位于所述第二定位孔内,所述基座本体设有径向贯穿的第二限位孔,所述第二限位孔与第二定位孔连通,所述芯轴的粗段设有侧向开口并轴向延伸的第二长孔,第二限位孔搭配有第二限位件,所述第二限位件的端部位于第二长孔内。
22、芯轴在安装时会为了便于安装芯轴,会将芯轴分成相互螺纹配合的粗段和细段。第二限位件可以限制芯轴的粗段发生转动,从而避免粗段与细段之间发生相对转动,保证芯轴的轴向长度不变。其中第二限位孔与第二限位件可以是插销,也可以是螺栓。
23、作为优选,所述胀套设有径向贯穿并轴向延伸的第三长孔,所述撑开部设有径向延伸并与第三长孔对应的第三限位孔,第三限位孔搭配有限制胀套周向转动的第三限位件。
24、通过第三限位件可以避免胀套转动,从而避免胀套的转动划伤环形件工件的内壁,同时可以保证胀套的跳动值不变。
25、本发明具有以下优点:通过调整凹槽与第一调整孔以及第一调整螺栓的配合,使得定位套在被固定时具有向台阶面移动的趋向力,当定位套的平整度不符合要求时,可以旋拧第一调整螺栓从而可以微调环形件的平整度。同时定位套可以与台阶面紧贴,当台阶面的平整度符合要求时可以进一步保证定位套的平整度,使得定位套在定位环形件工件时更加精准。同时可以对芯轴的同心度进行调整、还可以避免芯轴以及胀套发生转动,从而进一步保证定位精度。
- 还没有人留言评论。精彩留言会获得点赞!