一种双排八刀库六面钻铣加工中心的制作方法
本发明涉及数控加工,特别是涉及一种双排八刀库六面钻铣加工中心。
背景技术:
1、传统双钻包六面钻铣加工设备的上钻组配置一个钻包加一个开槽主轴,下钻组配置一个钻包加一个开槽主轴。传统结构能够满足钻孔、拉直槽、铣异形、切角等基础工艺要求。通常情况下,每种特殊工艺都对应一把特定刀具。当一块木板或同一批板材存在多种开槽工艺,如木板上表面有拉米诺安装槽、拉直槽、铣型等工艺的情况下,开槽主轴需要安装对应的拉米诺铣刀、直刃铣刀,因普通的直刃铣刀无法满足拉米诺槽这类工艺的要求,需要停机更换开槽主轴上的刀具或将木板送至另一台设备上加工此种工艺。停机换刀与换设备加工均需花费一定的时间,会一定程度上降低生产效率。若木板侧面需要加工长槽、短槽、方槽、拉米诺等隐形件安装槽,则开槽主轴需装配侧铣头、锯片、拉米诺锯片。此类侧面短槽、侧面拉米诺安装槽的工艺需要在拉米诺隐形件开槽机等专门加工板材侧面的设备上完成,更换至拉米诺隐形件开槽机等专门加工板材侧面的设备上前,木板可能已完成了部分加工,换至拉米诺隐形件开槽机等专门加工板材侧面的设备上则需要对木板重新定位原点或在木板上增加用于重新定位的工艺孔,容易出现不同层度的原点偏差,甚至严重影响成品的合格率。
技术实现思路
1、本发明的目的是提供一种双排八刀库六面钻铣加工中心,以解决上述现有技术存在的问题,能够有效地提高生产效率和加工精度。
2、为实现上述目的,本发明提供了如下方案:
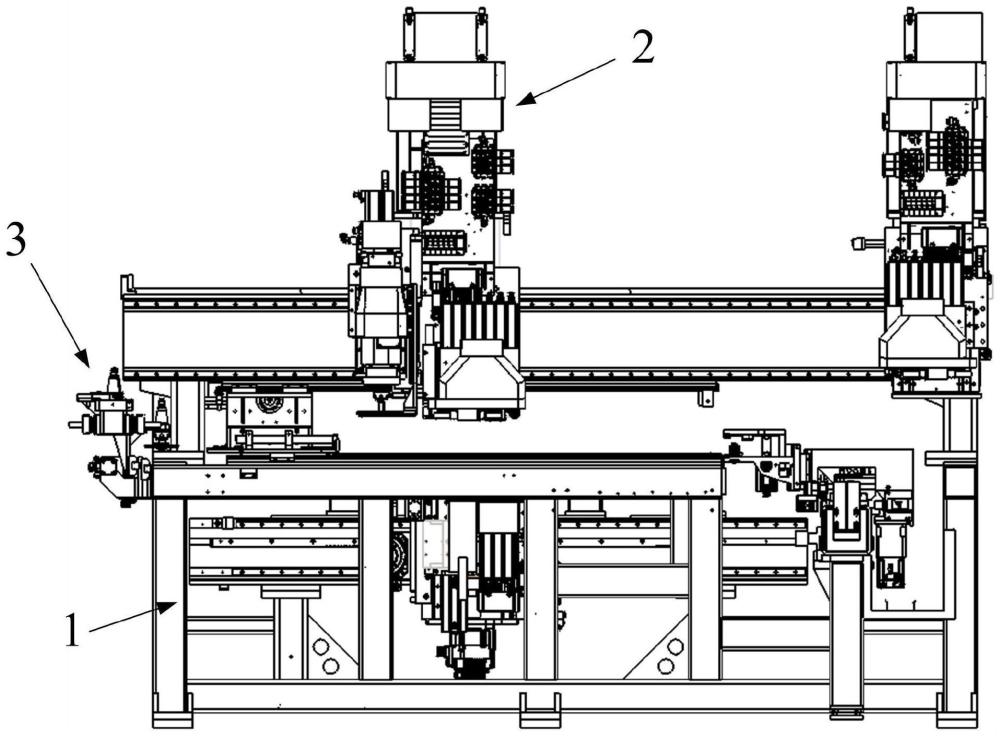
3、本发明提供一种双排八刀库六面钻铣加工中心,包括机架、控制器、上钻组以及刀库,所述刀库设于所述机架的第一端,所述机架上的所述刀库处设有换刀位,所述上钻组能够沿所述机架滑动地设于所述机架上,所述上钻组能够滑动至所述换刀位;所述刀库包括刀架以及刀夹驱动装置,所述刀架上设有两排刀夹,所述刀夹的数量为八个,所述刀夹中包括至少一个侧铣头刀夹以及若干个标准刀柄刀夹,所述侧铣头刀夹上夹持固定有t字侧铣头,各所述标准刀柄刀夹上分别夹持固定有标准刀柄,所述刀夹驱动装置与所述侧铣头刀夹以及所述标准刀柄刀夹传动连接,所述刀夹驱动装置能够驱动所述侧铣头刀夹以及所述标准刀柄刀夹移动至所述换刀位;所述上钻组上设有自动换刀主轴,所述自动换刀主轴能够在所述换刀位将移动至所述换刀位的所述侧铣头刀夹上的t字侧铣头取走,所述自动换刀主轴能够在所述换刀位将移动至所述换刀位的所述标准刀柄刀夹上的标准刀柄取走;所述控制器与所述上钻组、所述自动换刀主轴以及所述刀夹驱动装置通信连接,所述控制器能够控制所述上钻组、所述自动换刀主轴以及所述刀夹驱动装置工作。
4、优选的,所述机架上固定设有上钻组滑轨以及上钻组齿条,所述上钻组滑轨与所述上钻组齿条平行;所述上钻组包括上钻组滑座以及上钻组滑板,所述上钻组滑座与所述上钻组滑轨滑动连接并能够沿所述上钻组滑轨滑动,所述上钻组滑座上设有上钻组齿轮,所述上钻组齿轮能够转动,所述上钻组齿轮能够与所述上钻组齿条啮合,所述上钻组滑座上设有升降滚珠丝杆机构,所述升降滚珠丝杆机构包括丝杆和滚珠螺母,所述丝杆能够转动地设于所述上钻组滑座上,所述滚珠螺母套设于所述丝杆上,所述滚珠螺母能够随所述丝杆转动而升降,所述上钻组滑板与所述滚珠螺母固定连接;所述自动换刀主轴设于所述上钻组滑板上;所述上钻组滑座上设有上钻组齿轮驱动电机,所述上钻组齿轮驱动电机与所述上钻组齿轮传动连接,所述上钻组齿轮驱动电机能够驱动所述上钻组齿轮转动;所述上钻组滑座上设有丝杆驱动电机,所述丝杆驱动电机与所述丝杆传动连接,所述丝杆驱动电机能够驱动所述丝杆转动。
5、优选的,所述自动换刀主轴包括自动换刀主轴保持架以及自动换刀主轴滑架,所述自动换刀主轴保持架固定设于所述上钻组滑板上,所述自动换刀主轴保持架上固定设有自动换刀主轴滑轨,所述自动换刀主轴滑架与所述自动换刀主轴滑轨滑动连接并能够沿所述自动换刀主轴滑轨滑动,所述自动换刀主轴保持架上设有主轴升降气缸,所述主轴升降气缸的缸体固定设于所述自动换刀主轴保持架上,所述主轴升降气缸的活塞杆与所述自动换刀主轴滑架固定连接,所述主轴升降气缸的活塞杆能够带动所述自动换刀主轴滑架沿所述自动换刀主轴滑轨滑动;所述自动换刀主轴滑架上设有刀柄夹持机构以及自动换刀电机,所述刀柄夹持机构能够夹持或松开所述t字侧铣头,所述刀柄夹持机构能够夹持或松开所述标准刀柄,所述自动换刀电机与所述刀柄夹持机构传动连接,所述自动换刀电机能够为所述刀柄夹持机构动作提供动力。
6、优选的,所述自动换刀主轴滑架上设有主轴压板以及主轴压板气缸,所述主轴压板气缸的缸体固定设于所述自动换刀主轴滑架上,所述主轴压板气缸的活塞杆与所述主轴压板固定连接,所述主轴压板用于在所述标准刀柄工作前压紧待加工板材。
7、优选的,所述主轴压板套设于所述刀柄夹持机构夹持的所述标准刀柄外,所述主轴压板与所述自动换刀主轴滑架围绕所述刀柄夹持机构夹持的所述标准刀柄围成集尘空间,所述集尘空间与中央吸尘系统连通,所述主轴压板上布设有至少一个通风槽。
8、优选的,所述上钻组滑板上固定设有侧铣刀压板升降气缸,所述侧铣刀压板升降气缸的缸体固定设于所述上钻组滑板上,所述侧铣刀压板升降气缸的活塞杆与侧铣刀压板固定连接,所述侧铣刀压板用于在所述t字侧铣头工作前压紧待加工板材。
9、优选的,两排所述刀夹分别为第一排刀夹以及第二排刀夹,所述第一排刀夹为四个所述标准刀柄刀夹,所述第二排刀夹为三个所述标准刀柄刀夹以及一个所述侧铣头刀夹。
10、优选的,所述刀夹驱动装置包括第一安装架、第二安装架、第一刀库导轨、第二刀库导轨、第一刀库气缸、第二刀库气缸、第三刀库气缸以及第四刀库气缸,所述第一刀库导轨固定设于所述机架上,所述第一刀库导轨上设有第一滑块,所述第一滑块能够沿所述第一刀库导轨滑动,所述第一安装架与所述第一滑块固定连接,所述第一刀库气缸的缸体固定设于所述机架上,所述第二刀库气缸的缸体固定设于所述第一安装架上,所述第二刀库气缸的活塞杆与所述第一刀库气缸的活塞杆固定连接,所述第二刀库导轨固定设于所述第一安装架上,所述第二刀库导轨与所述第一刀库导轨平行,所述第二刀库导轨上设有第二滑块,所述第二滑块能够沿所述第二刀库导轨滑动,所述第二安装架与所述第二滑块固定连接,所述第三刀库气缸的缸体固定设于所述第二安装架上,所述第四刀库气缸的缸体固定设于所述第一安装架上,所述第四刀库气缸的活塞杆与所述第三刀库气缸的活塞杆固定连接;所述侧铣头刀夹以及所述标准刀柄刀夹均固定设于所述第二安装架上。
11、本发明相对于现有技术取得了以下技术效果:
12、本发明提供的双排八刀库六面钻铣加工中心,刀夹中包括至少一个侧铣头刀夹以及若干个标准刀柄刀夹,侧铣头刀夹上夹持固定有t字侧铣头,各标准刀柄刀夹上分别夹持固定有标准刀柄,刀夹驱动装置能够驱动侧铣头刀夹以及标准刀柄刀夹移动至换刀位,上钻组上设置的自动换刀主轴能够在换刀位将移动至换刀位的侧铣头刀夹上的t字侧铣头取走,自动换刀主轴能够在换刀位将移动至换刀位的标准刀柄刀夹上的标准刀柄取走,可根据板材工艺更换不同的刀具对板进行加工,根据工艺需求装配不同的刀具,完成板材上表面及侧面的异形槽、长槽、短槽及拉米诺、隐藏式自闭缓冲合页等隐形件安装槽的工艺,此结构六面钻铣加工设备占地面积较小,解决了常规带刀库六面钻铣加工设备无法一次性完成板材正面铣型、长短槽、异形槽和侧面安装天地铰链、隐藏式自闭缓冲合页的方槽的工艺问题,上钻组配置自动换刀主轴,配合机架上的刀库,可实现无需停机换刀或更换设备,一次性完成板材加工,能够有效地提高生产效率和加工精度。
- 还没有人留言评论。精彩留言会获得点赞!