多组过渡块的拆装装置的制作方法
本发明涉及注塑模具,具体的是一种多组过渡块的拆装装置。
背景技术:
1、如图1所示的一种产品,包括塑胶主体110和设置于塑胶主体内部的金属端子120,金属端子作为导体,塑胶主体为金属端子提供绝缘。该产品通常采用注塑模具制备,注塑前,先将金属端子放入模具内,再在金属端子外面成型出塑胶主体。
2、上述注塑主体的结构复杂,为满足脱模需求,通常需要设置至少三个具有型芯的滑块。越多的滑块则意味着脱模时需要充分考虑各个滑块的滑出方向以避免滑块无法打开或闭合的现象,同时,由于多滑块需要配备多个驱动机构一一驱动,这些因素叠加会导致注塑模具的体积过大。
3、为解决上述问题,业内研发出了用过渡块取代连接于模具上的滑块的方案。具体来说,将多个可共同围构成一特定型腔/型芯的滑块设计成可脱离模具的状态,在成型前,先于模具外将金属端子放置于滑块上并将多个滑块闭合以形成一整体的过渡块,然后将这一过渡块放入模具内,前后模合模之后,过渡块与前后模之间形成预设型腔,注塑机进行注塑,随后开模,将过渡块及其上所成型的产品自模具内取出,于模具外将过渡块拆成多个滑块状态,将产品取下,然后再将多个滑块闭合成过渡块,重复上述步骤。采用过渡块方案,可减少(甚至取消)模具内滑块及对应驱动机构的设置。但是,过渡块的组装与拆分较为繁琐,其拆装的效率性是影响生产节拍的重要因素,因此,如何提高过渡块组装与拆分的效率,是本领域技术人员持续致力于解决的问题。
技术实现思路
1、为了克服现有技术中的缺陷,本发明实施例提供了一种多组过渡块的拆装装置,其用于解决上述问题。
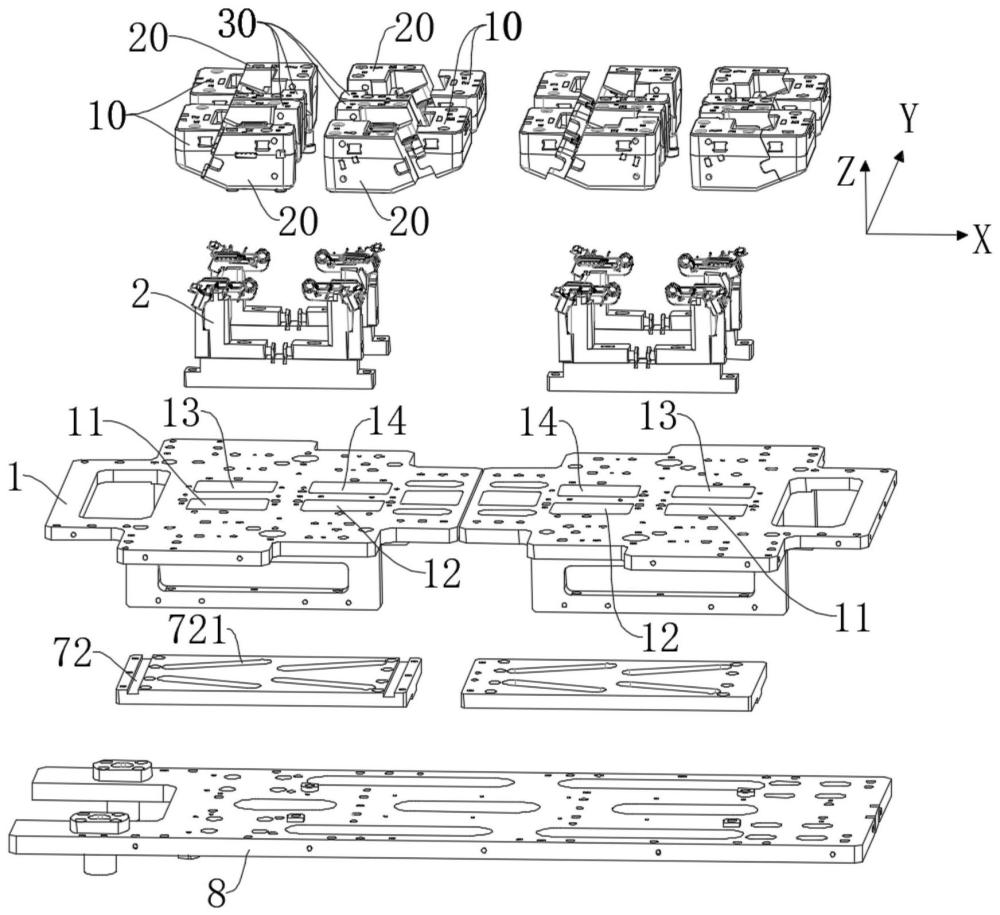
2、本技术实施例公开了:一种多组过渡块的拆装装置,用于对过渡块进行拆分和组装,所述过渡块包括两两相接的滑块a、滑块b和滑块c,所述装置包括机架和设置于所述机架上的至少一个拆装组件,所述拆装组件包括:
3、第一固定板,所述第一固定板上设有第一工位、沿x方向与所述第一工位相邻的第二工位、沿y方向与所述第一工位相邻的第三工位以及同时与第二工位和第三工位相邻的第四工位,所述第一工位、第二工位、第三工位和第四工位上分别设有料架,相邻两个料架呈轴对称设置;
4、第一拆装机构,设置于所述机架上,用于对第一工位和第三工位上的滑块a进行拆装;
5、第二拆装机构,设置于所述机架上,用于对第二工位和第四工位上的滑块a进行拆装;
6、第三拆装机构,设置于所述机架上,用于对第一工位和第二工位上的滑块b进行拆装;
7、第四拆装机构,设置于所述机架上,用于对第三工位和第四工位上的滑块b进行拆装;
8、第五拆装机构,设置于所述机架上,用于对第一工位、第二工位、第三工位和第四工位上的滑块c进行拆装。
9、具体地,所述第一拆装机构包括第一支撑座、两个第一动力元件和两个第一底座,所述第一支撑座安装于所述第一固定板上,两个所述第一动力元件安装于所述第一支撑座上,两个第一底座分别连接于两个第一动力元件的输出轴上,所述第一底座上设有用于对滑块a进行定位的第一定位柱。
10、具体地,所述机架包括连接于所述第一固定板下方且与所述第一固定板间隔设置的第二固定板。
11、具体地,所述第二拆装机构包括第二支撑座、第二动力元件、活动框以及两个第二底座,所述第二支撑座安装于所述第二固定板的下方,所述第二动力元件安装于所述第二支撑座上;所述活动框包括第一底板、两个第一侧板、两个内板以及连接座,所述第一底板用于与所述第二动力元件的输出轴连接,两个所述第一侧板相对地设置于所述第一底板上,两个第一侧板相向的一侧分别设有内板,所述连接座的两端与两个所述内板连接,所述内板上设有倾斜的第一长条孔,所述第一侧板上设有倾斜的第二长条孔,所述第一长条孔和与之对应的第二长条孔的倾斜方向相反;两个所述第二底座能滑动地连接于所述连接座上,两个所述第二底座由一连接轴连接,所述连接轴的两端分别贯穿两个第二底座并依次伸入对应侧的第一长条孔和第二长条孔内,所述第二底座上设有用于对滑块a进行定位的第二定位柱。
12、具体地,所述第三拆装机构包括第三动力元件、摆杆、支架、第一活动板和两个第三底座,所述第三动力元件通过第三支撑座安装于所述第二固定板上,所述支架安装于所述第一固定板上,所述第一活动板能滑动地连接于所述第一固定板上,所述摆杆铰接于所述支架上,所述摆杆一端与所述第三动力元件的输出轴铰接、另一端与所述第一活动板铰接,两个所述第三底座固定于所述第一活动板上,所述第三底座设有用于对滑块b进行定位的第三定位柱。
13、具体地,所述第五拆装机构包括第五动力元件、凸轮槽板、两个第五支撑座、两个第五底座和两个第六底座,所述第五动力元件固定于所述第二固定板上,所述凸轮槽板连接于所述第五动力元件的输出轴上且位于第一固定板的下方,所述凸轮槽上设有两个槽孔组,每个槽孔组包括两个呈八字分布的槽孔,一个第五支撑座设置于所述第一工位和所述第三工位之间,另一个第五支撑座设置于所述第二工位和所述第四工位之间,每一第五支撑座上滑动连接有一个第五底座和一个第六底座,所述第五底座和所述第六底座的底部通过滚子轴承随动器与所述凸轮槽板上的槽孔连接,所述第五底座设有用于对滑块c进行定位的第五定位柱,所述第六底座设有用于对滑块c进行定位的第六定位柱。
14、具体地,所述第五底座通过第一滑动支架与所述第五支撑座连接,所述第六底座通过第二滑动支架与所述第五支撑座连接,所述第五支撑座包括第二底板和相对地设置于所述第二底板两侧的两个第二侧板,所述第一滑动支架包括第一连接部、连接于所述第一连接部的第一滑动部以及连接于所述第一滑动部上方的第一安装部,所述第一连接部下方连接有滚子轴承随动器,所述第一滑动部用于与所述第二底板滑动连接,所述第一安装部用于安装所述第五底座,所述第二滑动支架包括第二连接部、连接于所述第二连接部的第二滑动部以及连接于所述第二滑动部上方的第二安装部,所述第二连接部的下方连接有滚子轴承随动器,所述第二滑动部用于与所述第二底板滑动连接且与所述第一滑动部错位,所述第二安装部安装所述第六底座。
15、具体地,所述拆装装置包括两个拆装组件,两个所述拆装组件呈轴对称地设置于所述机架上。
16、具体地,所述机架还包括设置于所述第二固定板四周的支撑框架和设置于所述支撑框架上端的第三固定板,所述拆装装置还包括至少一个压料组件,所述压料组件安装于所述第三固定板上且与所述拆装组件对应设置以在组装所述过渡块时进行压料。
17、具体地,所述压料组件包括第六动力元件、连接于所述第六动力元件的输出轴上的第二活动板和连接于所述第二活动板上的多个弹性压头,每一工位上的滑块a、滑块b、滑块c和预埋件均由相应的弹性压头压住。
18、本发明至少具有如下有益效果:本实施例的拆装装置可同时对八个过渡块进行自动拆分和组装,极大地提高了过渡块的拆装效率,取代繁琐的人工组装;本装置通过对各个拆装机构进行巧妙地设计,有效地节省了装置的占地面积,节约了安装空间。
19、为让本发明的上述和其他目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附图式,作详细说明如下。
- 还没有人留言评论。精彩留言会获得点赞!