一种移液管的焊接设备及其工艺的制作方法
本发明属于移液管生产装置领域,具体涉及一种移液管的焊接设备及其工艺。
背景技术:
1、移液管是检化验经常使用的玻璃计量仪器,有各种形状,最普通的是中部吹成圆柱形,圆柱形以上及以下为较细的管颈,下部的管颈拉尖,上部的管颈刻有一环状刻度。一种用于准确测量和转移一定体积液体的工具,广泛应用于实验室、生物技术、制药和其他需要精确测量液体的领域。
2、为了高效、准确地生产这种工具,需要专业的移液管生产设备。移液管生产设备属于机械制造领域,更具体地说,它涉及到了流体处理设备这一子领域。目前的移液管生产,往往是通过管头、管身和管嘴三段式分开进行生产,完成生产后再通过焊接的形式将管头和管嘴分别焊接在管身的两端,形成成品移液管,但是目前市面上的移液管焊接设备,仅能实现一端的焊接,完成焊接后再进入第二道工序进行另一端的焊接,由此以来需要设立两条生产线进行移液管的焊接生产,占用大量的生产空间,而且第二次焊接的过程中避免不了要先校准好位置后再进行焊接,不单会占用生产时间,还会造成焊接的误差,提高了废品率。
技术实现思路
1、为解决上述技术问题,本发明提供一种移液管的焊接设备及其工艺,通过管头和管嘴的在装管机构上的分开吸附,再在运转的过程中实现管头与管身的对齐焊接,并在同一道工序内将管嘴与管身进行对齐焊接,实现三段式的移液管在一套机器、一套工序内完成焊接,缩短生产用时,提高焊接精度,提高良品率。
2、为实现上述目的,本发明采用的技术方案是:
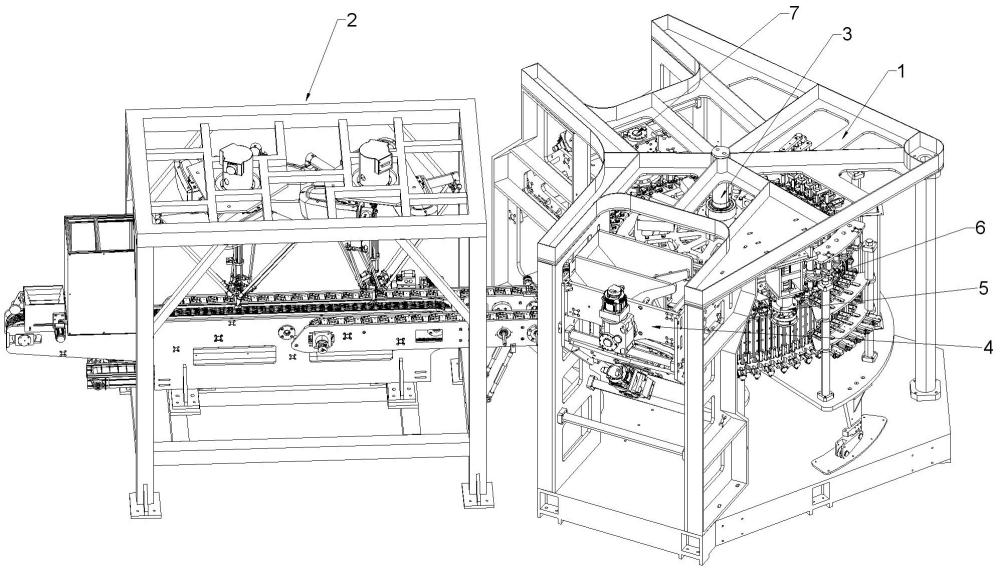
3、一种移液管的焊接设备,包括支架、管嘴运送装置、旋转装置、管身进料装置、管头进料装置、焊接装置和出料装置,所述旋转装置包括固定柱、转动筒和若干装管机构,所述固定柱固定连接在支架内,所述转动筒可转动连接于固定柱上,若干所述装管机构均匀分布在转动筒的外侧壁上;所述转动筒外侧壁圆周方向上依次排列有管嘴运送装置、管身进料装置、管头进料装置、焊接装置和出料装置,所述管嘴运送装置、管身进料装置、管头进料装置、焊接装置和出料装置分别径向指向转动筒上的装管机构。
4、所述装管机构包括管头座、管身座、管嘴座、承接座和连接柱,所述管头座、管身座和管嘴座依次通过连接柱连接在转动筒上,所述管头座、管身座和管嘴座可滑动连接在连接柱上,所述承接座可转动连接在管嘴座上,所述管头座、管身座上分别设有第一吸孔和第二吸孔,所述管嘴座上设有支撑孔,所述管嘴座底部设有滚动轮,所述承接座底部设有抬升轮;所述旋转装置还包括固定连接在固定柱上的管嘴进料凸轮和抬升凸轮,所述滚动轮与管嘴进料凸轮相抵接,所述抬升凸轮与抬升轮相抵接。
5、所述管嘴运送装置包括稳固架、进料机构、筛选机构、传送带、出料带和出料臂,所述进料机构、筛选机构、传送带、出料带和出料臂从左到右依次设置在稳固架内;所述传送带上设有若干送料槽,若干所述送料槽并列设置并指向传送带的传动方向;所述进料机构包括进料盒和导料轴,所述进料盒内设有若干竖向的导向板,若干所述导向板之间的间隙指向进料盒底部的送料槽,所述导料轴通过第一电机驱动并横置在进料盒和送料槽之间;所述筛选机构包括探测盒和探测头,所述探测盒包覆在传送带上端,所述探测头设置在探测盒内,所述探测头指向送料槽;所述出料带与传送带并列设置,所述出料带上传动有若干管嘴槽;所述稳固架内设有机械手,所述机械手往复于送料槽和管嘴槽之间;所述出料臂往复于管嘴槽和承接座之间。
6、所述管身进料装置包括进管口、导向头、进料径向转轮和进料锥形转轮,所述进料径向转轮的外侧壁上设有若干横置槽,若干所述横置槽内设有第三吸孔,所述进料锥形转轮的外侧壁上设有若干竖向槽,若干所述竖向槽内设有第四吸孔,所述导向头设置在进管口内,所述进管口指向进料径向转轮上的横置槽,所述进料径向转轮通过第二电机的驱动进行旋转,所述进料锥形转轮通过第三电机的驱动进行旋转,若干所述横置槽与竖向槽在转动的过程中依次配合,所述竖向槽与管身座配合。
7、所述管头进料装置包括竖向转轮,所述竖向转轮通过固定连接在支架上的第四电机驱动进行旋转,所述竖向转轮的外侧壁上设有若干吸头槽,若干所述吸头槽内设有第五吸孔,若干所述吸头槽在转动的过程中与管头座配合。
8、所述焊接装置包括管头焊接机构和管嘴焊接机构,所述管头焊接机构包括第一焊接头、第一夹持头和支撑座,所述第一焊接头通过第一气缸驱动指向管头座,所述第一夹持头通过第二气缸驱动可抵接连接在管身座上,所述支撑座通过第三气缸驱动可抵接连接在管身座的下端;所述管嘴焊接机构包括限位柱、第二夹持头和第二焊接头,所述限位柱通过第四气缸驱动指向管头座的上端,所述第二夹持头通过第五气缸驱动可抵接连接在管身座上,所述第二焊接头通过第六气缸驱动指向支撑孔。
9、所述出料装置包括出料径向转轮和出料锥形转轮,所述出料径向转轮的外侧壁上设有若干竖吸槽,若干所述竖吸槽内设有第六吸孔,所述出料锥形转轮的外侧壁上设有若干斜吸槽,若干所述斜吸槽内设有第七吸孔,所述出料径向转轮通过第五电机的驱动进行旋转,所述出料锥形转轮通过第六电机的驱动进行旋转,若干所述竖吸槽与斜吸槽在转动的过程中依次配合,所述竖吸槽与管身座配合。
10、进一步的,所述第一焊接头和第二焊接头均为超声波焊接枪。
11、进一步的,所述管嘴进料凸轮设置在管嘴运送装置和管身进料装置之间,所述抬升凸轮设置在管嘴焊接机构的位置上。
12、本发明还提供一种利用该移液管的焊接设备进行生产移液管的工艺,包括以下步骤:
13、s1:运行准备:启动作用在转动筒上的外置电机,驱动转动筒在固定柱上进行旋转,旋转的转动筒会使得在其外侧壁上的装管机构也一并转动;
14、s2:管嘴送料:将管嘴放置到进料盒内,管嘴受到导向板的作用掉落到导向板之间的间隙内,并掉落到下方传动中的送料槽内,在导料轴的带动和传送带的传动下管嘴被传送带带出进料盒,进入到筛选机构的探测盒内,由探测头探测送料槽内的管嘴朝向,尖嘴朝前的为正方向,尖嘴朝后的是反方向,同时标记反方向的管嘴,管嘴被带动出探测盒后,稳固架上的机械手将送料槽内的正方向管嘴吸取放置在出料带上的管嘴槽内,将送料槽内已经被标记的反方向管嘴旋转180°后放置在出料带上的管嘴槽内,出料带继续运动,直至管嘴槽进入到出料臂的位置,由出料臂将管嘴槽内的管嘴送入旋转中的承接座内;
15、s3:管嘴进料:持续旋转中的转动筒,带动装管机构经过管嘴进料凸轮时,抬升承接座,将承接座内的管嘴倒入管嘴座的支撑孔内,装管机构经过管嘴进料凸轮后承接座恢复到原本位置;
16、s4:管身进料:管身放置在进管口内,由导向头确保管身的横置放置,持续转动的第二电机带动进料径向转轮转动,管身被横置槽内的第三吸孔吸附住,并被带动到下端的进料锥形转轮的位置,由于横置槽与竖向槽在转动的过程中依次配合,因此管身会在配合的过程中被第四吸孔吸附到竖向槽内,管身在进料锥形转轮上进行运转,最终将管身带动到装管机构的位置上,装管机构进入到管身进料装置的位置时,由管身座上的第二吸孔吸附住管身,并将管身带出管身进料装置的所在区域;
17、s5:管头进料:竖向转轮在第四电机的驱动下持续转动,管头从外部被吸头槽上的第六吸孔吸附住,管头被吸头槽带动到装管机构的位置上,装管机构进入到管头进料装置的位置时,由管头座上的第一吸孔吸附住管头,并将管头带出管头进料装置的所在区域;
18、s6:管头焊接:装管机构进入到焊接装置的管头焊接机构的位置,随着转动筒的转动,第三气缸驱动支撑座伸入到管身座的下端,第二气缸驱动第一夹持头与管身座接触,将管身固定住,第一气缸驱动第一焊接头往下移动,将管头压合在管身上,由于支撑座在管身下端,支撑座可以为管身提供支撑力,启动第一焊接头上的超声波焊接枪,将管头焊接在管身上,继续转动中的转动筒将装管机构带出管头焊接机构的位置,期间逐渐松开第一焊接头、第一夹持头和支撑座,管身座吸附住焊接好管头的管身;
19、s7:管嘴焊接:装管机构进入到管嘴焊接机构的位置,随着转动筒的转动,第四气缸驱动限位柱向下移动抵住管头的上端,第五气缸驱动第二夹持头与管身座接触,将管身固定住,此时装管机构刚好经过抬升凸轮,通过抬升管嘴座,将管嘴上升直至与管身的下端抵接住,第六气缸驱动第二焊接头往上移动,第二焊接头抵住管嘴的下端,启动第二焊接头上的超声波焊接枪,将管嘴焊接在管身上,完成成品移液管上的管头和管嘴的焊接,继续转动中的转动筒将装管机构带出管嘴焊接机构的位置,期间逐渐松开第二焊接头、第二夹持头和限位柱,管身座吸附住成品移液管,装管机构经过抬升凸轮后管嘴座恢复到原本的位置;
20、s8:成品移液管出料:装管机构进入到出料装置的位置,出料径向转轮上的竖吸槽内的第六吸孔吸附住成品移液管,在第五电机的驱动下出料径向转轮进行旋转,将成品移液管带动到后端的出料锥形转轮的位置,由于竖吸槽与斜吸槽在转动的过程中依次配合,因此成品移液管会在配合的过程中被第七吸孔吸附到斜吸槽内,成品移液管在出料锥形转轮上进行运转,最终将成品移液管带动到出料锥形转轮的下端,使得成品移液管呈横置状态,此时停止第七吸孔的吸附,可将成品移液管放开,可以由其他传动带将成品移液管带离,完成成品移液管的三段式焊接生产。
21、与现有技术相比,本发明的优点在于:通过管嘴运送装置将管嘴进行方向的正向转换,再由出料带运送并通过出料臂吸附夹取到承接座上,驱动转动过程中的转动筒带动了装管机构持续转动,分别经过管嘴进料凸轮将管嘴倒入管嘴座内、管身由管身进料装置导入被管身座吸附住、管头由管头进料装置导入被管头座吸附住、分别对管头及管嘴进行超声波焊接,最后由出料装置导出成品移液管,通过旋转过程中的转动筒完成各个工序的循环加工,将三段式的移液管进行一次性的焊接,节省了设备的生产空间的挤占,同时由于是持续不断的循环加工,因此节省了生产的时间,同时保证了生产过程中的焊接精度。
- 还没有人留言评论。精彩留言会获得点赞!