发动机燃烧室壳体自动化生产线的制作方法
本发明涉及燃烧室壳体成型,尤其涉及发动机燃烧室壳体自动化生产线。
背景技术:
1、燃烧室壳体用来构成二股气流通道。在环管和环形燃烧室中,燃烧室壳体由内、外壳体组成。环管和环形燃烧室的内、外壳体是薄壁零件,通常都是发动机的主要承力构件,承受有轴向力、径向力、横向力、扭矩、振动载荷和热应力等,受力非常复杂。因此在结构设计中,必须保证壳体具有足够的强度和刚性。
2、现有技术公开了部分有关发动机燃烧室壳体成型技术领域的专利文件,公开号为cn109366026a的中国发明专利公开了一种发动机燃烧室壳体自动生产线及生产方法,该自动生产线包括控制装置和传送导轨,导轨侧沿传送导轨依次设置有点焊工位、预热工位、焊接工位、检测工位、热处理工位和出料工位;传送导轨上设有可沿所述传送导轨滑行的第一机械手,第一机械手可将工件从前一个工位传送至后一个工位;点焊工位设有具有抓取,点焊,输送功能的第二机械手;焊接工位设有焊接机械手,第一机械手耦合焊接机械手完成焊接工作,控制装置完成本生产线各结构部分之间的协调动作和信息交换。
3、燃烧室壳体和外部零部件进行焊接安装时,通常需要对燃烧室壳体和外部零部件进行预热,从而减少焊接位置产生的性能缺陷,现有技术在对燃烧室壳体和外部零部件焊接时,通常利用预热工位对燃烧室壳体和外部零部件进行预热,并通过点焊工位将外部零部件焊接在燃烧室壳体表面,在多个燃烧室壳体的连续焊接加工过程中,燃烧室壳体和外部零部件在预热结束后,另一组燃烧室壳体和外部零部件需要再次进入预热工位进行预热,多次预热升温之间的等待时间会影响燃烧室壳体的连续焊接加工效率,并且在对预热后的燃烧室壳体和外部零部件进行转移的过程中,会损耗预热温度,影响燃烧室壳体和外部零部件的焊接效果。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的发动机燃烧室壳体自动化生产线。
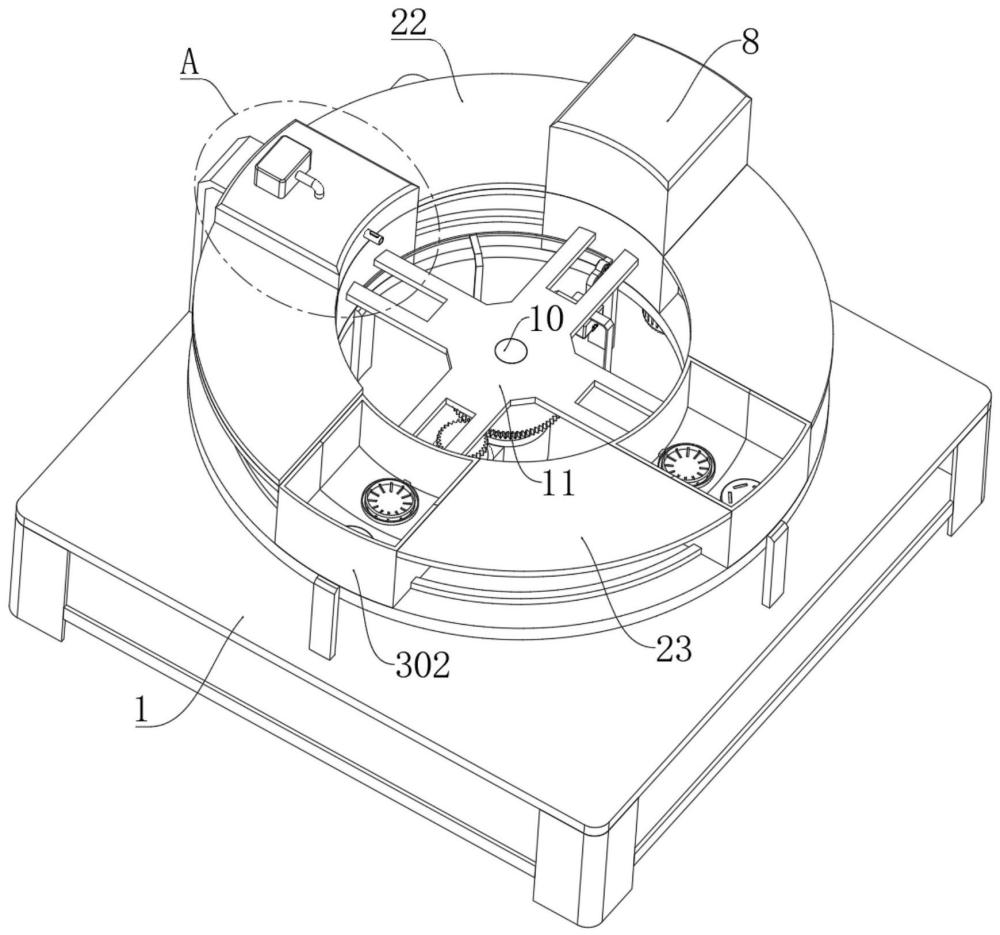
2、为达到以上目的,本发明采用的技术方案为:发动机燃烧室壳体自动化生产线,包括加工台,所述加工台的顶部固定连接有支撑圆环,所述支撑圆环包括内圆环和外圆环,所述支撑圆环的顶部沿周向设置有四个放置框架,所述放置框架包括内框架和外框架,所述内框架和所述外框架分别位于所述内圆环和所述外圆环的顶部,所述内框架和所述外框架的内部分别放置有限位框架和限位盘,所述限位盘的顶部开设有多个零件放置槽,所述放置框架上连接有间歇旋转机构;
3、所述加工台的顶部固定连接有预热壳体和焊接壳体,所述预热壳体和所述焊接壳体分别位于对应的所述放置框架顶部,且与所述放置框架的横截轮廓相同,所述预热壳体的内部连接有预热机构,所述焊接壳体的内部连接有夹持焊接机构,所述预热壳体和所述焊接壳体之间连接有转移保温机构。
4、优选的,所述间歇旋转机构包括转动盘,所述转动盘固定连接在所述加工台顶部的中心处,所述转动盘的内部转动连接有转动轴,所述转动轴的顶端固定连接有连接架,四个所述放置框架均转动连接在所述连接架上,所述加工台的顶部固定安装有第一电机,所述第一电机的输出轴上均固定连接有第一齿轮,所述转动轴上固定连接有第二齿轮,所述第二齿轮和所述第一齿轮相啮合。
5、优选的,所述预热机构包括加热器,所述加热器固定安装在所述预热壳体的顶部,所述加热器的加热端固定连通在所述预热壳体的内部,所述预热壳体的一侧固定连通有排气管,所述排气管上安装有泄压阀。
6、优选的,所述夹持焊接机构包括第一机械臂和第二机械臂,所述第一机械臂和所述第二机械臂均固定安装在所述焊接壳体的内部,所述第一机械臂的一端固定安装有夹爪,所述第二机械臂的一端固定安装有焊枪。
7、优选的,所述转移保温机构包括两个第一扇形环和四个第二扇形环,两个所述第一扇形环固定连接在所述预热壳体两侧的底部,四个所述第二扇形环固定连接在相邻的两个所述放置框架之间的顶部,所述第一扇形环位于对应的所述第二扇形环的顶部。
8、优选的,所述支撑圆环的顶部固定连接有两个环形滑轨,两个所述环形滑轨分别位于所述内圆环和所述外圆环的顶部,所述内框架和所述外框架均滑动连接在对应的所述环形滑轨上,所述内框架和所述外框架的底部均转动连接有连接轴,所述限位框架和所述限位盘分别固定连接在对应的所述连接轴顶端,所述连接轴的底端均开设有弧形槽,所述弧形槽分别滑动插设在对应的所述环形滑轨上,两个所述环形滑轨上均开设有两个弧形缺口,所述弧形缺口和所述弧形槽的轮廓相同,所述弧形缺口的内部均设置有弧形转动环,所述弧形转动环的底部均固定连接有安装轴,相邻的两个所述安装轴分别转动连接在所述内圆环和所述外圆环上,四个所述弧形转动环分别位于所述预热壳体和所述焊接壳体的下方,所述安装轴的底端均固定连接有第三齿轮,所述加工台的顶部固定安装有两个第二电机,所述第二电机的输出轴上均固定连接有第四齿轮,所述第四齿轮分别和两个相邻的所述第三齿轮相啮合。
9、优选的,所述内框架内部的底面上均固定连接有接料环,所述限位框架位于对应的所述接料环内部,所述接料环上固定连通有连通管,所述连通管的一端固定连通在所述内框架的一侧上,所述连通管上连接有废料吸附机构。
10、优选的,所述废料吸附机构包括安装架,所述安装架固定连接在所述加工台的顶部,所述安装架的内部固定连接有收集盒,所述收集盒的顶部固定连通有进料管和过滤管,所述进料管的一端位于所述焊接壳体一侧的下方,所述进料管上固定安装有第一风机,所述过滤管和所述收集盒的连通处固定安装有滤网,所述过滤管上固定安装有第二风机和空气过滤器,所述收集盒的底部开口处放置有接料盒,所述收集盒的两侧设置有安装板,所述安装板上均滑动插接有限位销,所述限位销上均套设有弹簧,所述弹簧固定连接在对应的所述安装板和所述限位销的一端之间,所述安装板的底部固定连接有卡扣,所述卡扣的凸起端位于所述接料盒的底部,所述加工台的顶部固定连接有弧形挡条,所述弧形挡条的两端分别位于所述焊接壳体和所述预热壳体之间的下方,所述弧形挡条的一端固定连接在所述进料管的一端侧面。
11、与现有技术相比,本发明具有以下有益效果:
12、1、放置框架将预热后的燃烧室壳体和外部零部件转移至焊接壳体的底部进行焊接时,相邻的放置框架同步移动至预热壳体的底部,并通过预热机构对下一组燃烧室壳体和外部零部件进行预热,从而使燃烧室壳体和外部零部件在焊接的过程中,下一组燃烧室壳体和外部零部件同步进行预热,减少预热时间对连续焊接加工的影响,提高燃烧室壳体和外部零部件的焊接效率,并且在放置框架从预热壳体的底部转移至焊接壳体的底部时,通过转移保温机构的作用减少预热壳体和放置框架内部的热量流失,减少温度变化对燃烧室壳体和外部零部件焊接的影响,保证燃烧室壳体和外部零部件的焊接效果。
13、2、通过第二机械臂带动焊枪进行移动延伸,并对外部零部件和燃烧室壳体的接触位置进行点焊,当外部零部件和燃烧室壳体之间通过点焊进行固定后,夹爪解除对外部零部件的夹持,并使第一机械臂返回初始位置,从而使第二机械臂带动焊枪对外部零部件和燃烧室壳体之间的剩余位置进行点焊固定,防止第一机械臂对焊枪点焊造成阻挡。
14、3、相邻的放置框架之间的第二扇形环在预热壳体的底部进行移动遮挡,减少预热壳体内部的热量散失,通过预热壳体远离焊接壳体一侧的第一扇形环对放置框架的顶部进行遮挡,使下一个放置框架在转动到预热壳体底部的过程中,放置框架和预热壳体之间的连通处不会产生热量逸散,进一步提高对预热壳体内部热量的保存。
15、4、通过弧形转动环对弧形槽的限位作用带动连接轴同步转动,从而使预热壳体底部的放置框架中的限位框架和限位盘进行转动,并带动燃烧室壳体和外部零部件同步转动,使燃烧室壳体和外部零部件在预热过程中进行转动,保证预热的均匀程度,同理,在放置框架转动到焊接壳体的底部时,通过另一个第二电机工作使限位框架和限位盘进行转动,使燃烧室壳体在单个外部零部件焊接后进行角度调整,提高焊接的便捷程度。
16、5、废气在排出的过程中经过空气过滤器,并通过空气过滤器的作用对废气进行过滤吸附,减少废气中产生的有害气体污染环境,通过移动安装板使安装板沿着限位销的滑动插接处移动,并挤压弹簧产生压缩形变,从而使卡扣从接料盒的底部脱离,接料盒在失去卡扣的限位作用后能够从收集盒的底部取出,并对焊渣进行倾倒处理。
- 还没有人留言评论。精彩留言会获得点赞!