一种高韧性不锈钢无缝钢管拉拔设备及其加工工艺的制作方法
本发明涉及不锈钢无缝钢管加工,具体为一种高韧性不锈钢无缝钢管拉拔设备及其加工工艺。
背景技术:
1、不锈钢无缝管是一种具有中空截面、周边没有接缝的长条钢材。该产品的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升。
2、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;它的检测及整形必须离线处理。因此它在高压、高强度、机械结构用材方面体现了它的优越性。
3、但是现有的高韧性不锈钢无缝钢管拉拔设备,在通过芯棒把不锈钢无缝钢推送到拉拔模具中,待不锈钢无缝钢拉拔完成后,芯棒复位时,不能进行上料,只有在芯棒完全复位后,才能进行上料,这样一来,便会浪费大量的时间,从而影响加工效率。
4、因此,发明一种高韧性不锈钢无缝钢管拉拔设备及其加工工艺显得非常必要。
技术实现思路
1、本实发明的目的在于提供一种高韧性不锈钢无缝钢管拉拔设备及其加工工艺,以解决现有的高韧性不锈钢无缝钢管拉拔设备,在通过芯棒把不锈钢无缝钢推送到拉拔模具中,待不锈钢无缝钢拉拔完成后,芯棒复位时,不能进行上料,只有在芯棒完全复位后,才能进行上料,这样一来,便会浪费大量的时间,从而影响加工效率的问题。
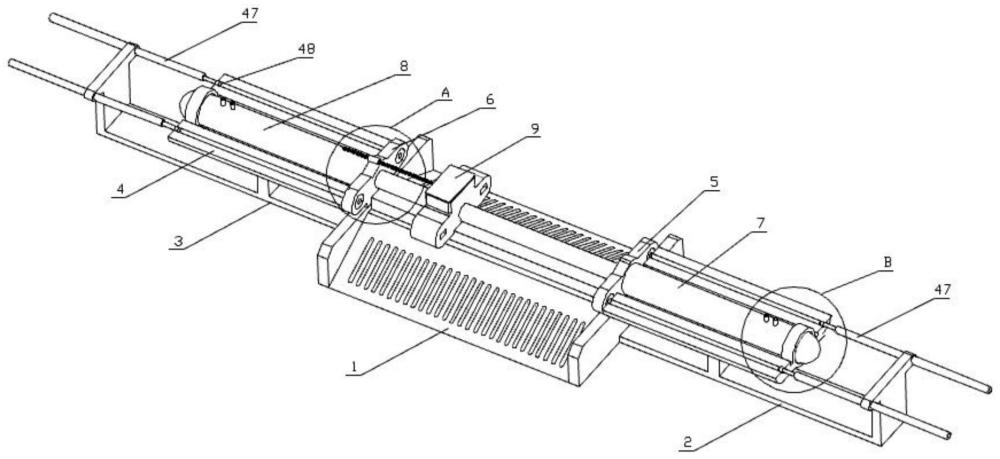
2、为实现上述目的,本发明提供如下技术方案:一种高韧性不锈钢无缝钢管拉拔设备:包括支撑座,其中:所述支撑座的两端分别固定安装有底座一和底座二,所述底座一和底座二以支撑座为中心呈镜像的位置设置,所述底座一和底座二上各固定安装有上料台;
3、优选的,所述支撑座的前端固定安装有前拉拔模具台,所述支撑座的后端固定安装有后拉拔模具台;
4、优选的,所述底座一上的上料台上固定安装有液压缸一,所述液压缸一的输出端从前拉拔模具台中滑动穿出,所述底座二上的上料台上固定安装有液压缸二,所述液压缸二的输出端从后拉拔模具台中滑动穿出,所述液压缸一和液压缸二以支撑座为中心呈镜像的位置设置;
5、优选的,所述液压缸一和液压缸二的输出端共同固定安装有拉拔小车,所述拉拔小车与支撑座之间滑动连接,所述拉拔小车处于前拉拔模具台和后拉拔模具台之间;
6、优选的,所述拉拔小车的前侧和后侧各开设有两个安装口,每个所述安装口中各固定安装有液压夹爪。
7、优选的,所述支撑座包括梯形导料台,且梯形导料台的顶端表面固定安装有直线导轨,该梯形导料台两侧的斜面上各均布开设有若干个减重槽;所述梯形导料台两侧斜面的两端各固定安装有挡板;所述拉拔小车与直线导轨之间滑动连接;所述前拉拔模具台和后拉拔模具台固定安装在梯形导料台顶端的两侧,且前拉拔模具台和后拉拔模具台以梯形导料台为中心呈镜像的位置设置。
8、优选的,所述上料台包括台板和t形台,且台板的底面固定安装有支撑板,该支撑板固定安装在对应的底座一和底座二上;所述台板的上表面开设有两个上料腔和一个安装腔,且两个所述上料腔处于安装腔的两侧,该两个所述上料腔以安装腔为中心呈镜像的位置设置;所述台板的一端固定安装有固定环套,且固定环套处于安装腔中;所述t形台固定安装在对应的底座一和底座二上,且t形台的横板上均布贯穿开设有两个安装孔,该t形台的安装孔中各固定安装有液压缸二;所述液压缸二的输出端固定安装有芯模头,且芯模头与对应的上料腔之间滑动连接,该芯模头与对应的上料腔之间同轴心;所述液压缸一和液压缸二通过固定环套固定安装在对应的安装腔中;所述台板的一端与对应的前拉拔模具台和后拉拔模具台相接触。
9、优选的,所述前拉拔模具台的表面贯穿开设有前限位孔和两个前模具孔,且两个前模具孔处于前限位孔的两侧,该两个前模具孔以前限位孔为中心呈镜像的位置设置;所述前拉拔模具台的两个前模具孔中各固定安装有前模具,且前模具与对应的上料腔之间同轴心;所述液压缸一的输出端从前限位孔中滑动穿出。
10、优选的,所述后拉拔模具台的表面贯穿开设有后限位孔和两个后模具孔,且两个后模具孔处于后限位孔的两侧,该两个后模具孔以后限位孔为中心呈镜像的位置设置;所述后拉拔模具台的两个后模具孔中各固定安装有后模具,且后模具与对应的上料腔之间同轴心,该后拉拔模具台的上方固定安装有走线管;所述液压缸二的输出端从后限位孔中滑动穿出;所述后限位孔与前限位孔的位置相对应。
11、优选的,所述拉拔小车的底部开设有限位槽,且拉拔小车的前侧和后侧各固定安装有连接台,该拉拔小车外部的上方固定安装有控制液压夹爪的控制箱;所述控制箱上开设有走线孔,且控制液压夹爪的控制线束从走线孔和走线管中穿出;所述拉拔小车通过限位槽卡在直线导轨上,且限位槽与直线导轨之间滑动连接;所述拉拔小车通过连接台与对应的液压缸一和液压缸二的输出端固定连接。
12、本发明还提出了一种高韧性不锈钢无缝钢管拉拔加工工艺,包括以下步骤:
13、初始状态:液压缸二处于收缩状态,液压缸一处于展开状态,液压缸二处于收缩状态,拉拔小车处于后拉拔模具台的一侧;
14、s1:把需要拉拔的高韧性不锈钢无缝钢管分别放置在对应的上料腔中;
15、s2:首先,让处于底座二上的液压缸二驱动对应的芯模头伸进对应的高韧性不锈钢无缝钢管中,直至把高韧性不锈钢无缝钢管的一端推到对应的后模具中,并从后模具中伸出;
16、s3:让拉拔小车靠近后模具一侧的液压夹爪夹住对应的高韧性不锈钢无缝钢管;
17、s4:然后让液压缸一收缩,液压缸一收缩的同时,让液压缸二展开,直至把高韧性不锈钢无缝钢管从对应的后模具中拉拔出来,同时复位对应的液压缸二;
18、s5:在高韧性不锈钢无缝钢管从对应的后模具中拉拔出来后,拉拔小车处于前拉拔模具台的一侧,然后让拉拔小车的液压夹爪松开高韧性不锈钢无缝钢管,此时高韧性不锈钢无缝钢管便会通过梯形导料台导向支撑座的两侧;
19、s6:这时,让处于底座一上的液压缸二驱动对应的芯模头伸进对应的高韧性不锈钢无缝钢管中,直至把高韧性不锈钢无缝钢管的一端推到对应的前模具中,并从前模具中伸出;
20、s7:然后让拉拔小车靠近前拉拔模具台一侧的液压夹爪夹住从前模具中伸出的高韧性不锈钢无缝钢管;
21、s8:复位液压缸二,复位液压缸二的同时,液压缸一展开,直至把高韧性不锈钢无缝钢管从前模具中拉拔出来,在高韧性不锈钢无缝钢管从前模具中拉拔出来的过程中,在底座二上的上料台的上料腔中提前放置需要拉拔的高韧性不锈钢无缝钢管;
22、s9:在高韧性不锈钢无缝钢管从前模具中拉拔出来后,拉拔小车处于后拉拔模具台的一侧,然后让拉拔小车的液压夹爪松开高韧性不锈钢无缝钢管,此时高韧性不锈钢无缝钢管便会通过梯形导料台导向支撑座的两侧;
23、s10:最后,以上述方式往复循环的,通过液压缸一和液压缸二配合对应的前模具和后模具对高韧性不锈钢无缝钢管进行拉拔。
24、与现有技术相比,本发明的有益效果如下:
25、本发明通过整体的设置,能够先通过液压缸二驱动拉拔小车配合底座二上的上料台以及后拉拔模具台对高韧性不锈钢无缝钢管进行拉拔,在液压缸二运行的过程中,提前在底座一上的上料台上放置需要拉拔的高韧性不锈钢无缝钢管,这样在液压缸二对高韧性不锈钢无缝钢管进行拉拔后,即可快速通过液压缸一驱动拉拔小车配合底座一上的上料台以及后拉拔模具台对高韧性不锈钢无缝钢管进行拉拔,在液压缸一运行的过程中,提前在底座二上的上料台上放置需要拉拔的高韧性不锈钢无缝钢管,这样在液压缸一对高韧性不锈钢无缝钢管拉拔完成,即可快速的通过液压缸二继续对高韧性不锈钢无缝钢管进行拉拔,最后以此方式往复循环对高韧性不锈钢无缝钢管进行拉拔,从而使得整体各更加的高效、方便和灵活。
- 还没有人留言评论。精彩留言会获得点赞!