一种加工长棒料/短棒料的走心机的制作方法
本发明涉及走心机设备,特别涉及一种加工长棒料/短棒料的走心机。
背景技术:
1、走心机--全称为走心式数控车床,也可称为主轴箱移动型数控自动车床、经济型车铣复合机床或者纵切车床。属于精密加工设备,可同时一次完成车、铣、钻、镗、攻、雕刻等复合加工,主要用于精密五金、轴类异型非标件的批量加工。
2、现有技术中外购的走心机(斯大star,机型:sb-20rg)用来自动上料加工直径为25毫米以内、长度为3米以内,重量有20-30公斤的长棒料,将长棒料加工成若干个短小的、各种外形的柱状五金零件;现外购走心机加工长棒料,生产直径20mm以下,长度0.3-2800mm的五金产品,车、铣、钻、偏心外圆、偏心孔、两头加工等比较复杂的工序都能在设备上一次加工完成,一致性好,一支长棒料加工完可自动换一支新的长棒料进行加工现外购走心机加工长棒料,大大节省人力,适合大批量生产。但是由于长棒料自身重量或轻微弯曲,切削转速超过1500转/分钟长棒料就会有抖动现象,导致五金产品的尺寸公差有超出0.01的现象,表面粗糙度ra0.6也有超差的问题,加工效率大大受到限制;所以该外购的走心机在现有的结构上对大直径长棒料的加工效率是有限的,即五金零件的产量是固定的;但在实际工作中发现,加工短棒料,可以省去长棒料加工时将半成品的五金零件从长棒料上分割下来的时间,且由于短棒料重量只有5克左右,现购车床主轴的转速相较于长棒料可以从1500转/分钟提高至4500转/分钟,极大的提高了五金零件的加工效率;如果购买加工短棒料的走心机需要75-80万,且只能加工短棒料,不能加工长棒料;如何在现有的走心机上进行改装,使原本只能加工长棒料的走心机既能加工长棒料又能加工短棒料,对现购的走心机更充分的利用,节约重新购买设备的成本,是本发明要解决的技术问题。
技术实现思路
1、本发明目的是:提供一种加工长棒料/短棒料的走心机,以解决现有技术中外购的走心机在现有的结构上对长棒料的加工效率是有限的,即五金零件的产量是固定的,无法适应市场对产品高效率生产的需求。
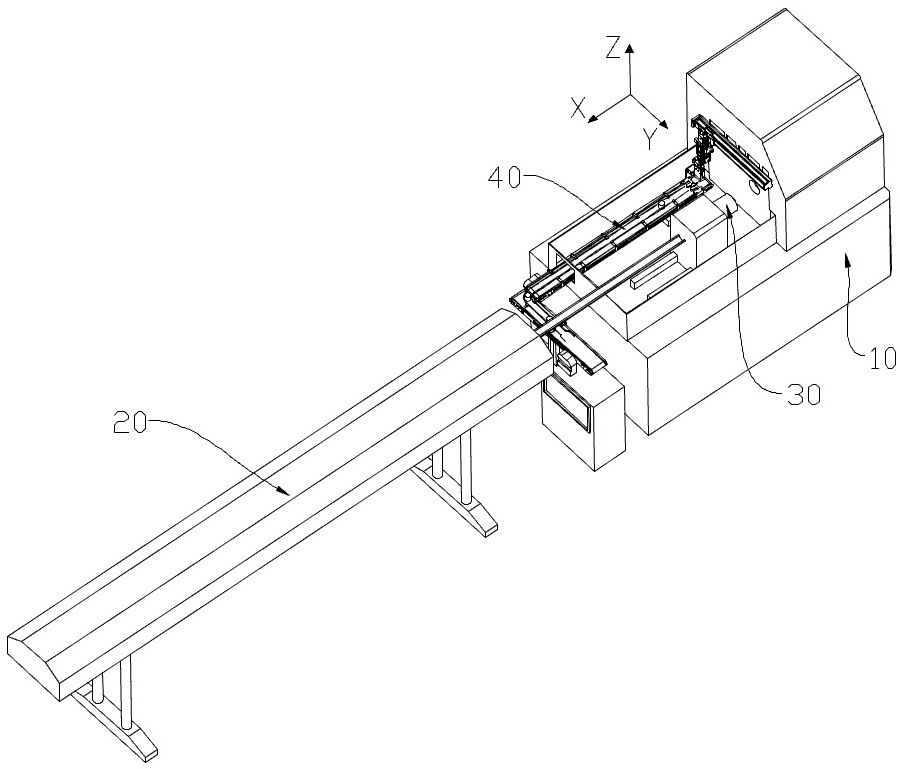
2、本发明的技术方案是:一种加工长棒料/短棒料的走心机,所述走心机包括机械正主轴、刀架体,还包括:
3、长棒料自动上料装置,沿第一方向自动送料;所述长棒料自动上料装置的送料方向与长棒料的轴向同向;
4、短棒料上料装置,位于长棒料自动上料装置和刀架体之间,且位于机械正主轴的侧边;所述短棒料上料装置的长度向、走心机的长度向、长棒料自动上料装置的长度向均平行于第一方向;所述短棒料上料装置包括输料机构、翻转机构、转运机构;
5、所述输料机构的输送末端的送料方向与第一方向平行;
6、所述输料机构上的短棒料的轴线为第二方向,所述翻转机构将输料机构上的短棒料进行翻转,使短棒料的轴向从第二方向翻转至第一方向;
7、所述转运机构位于翻转机构的上方,所述转运机构将翻转机构上的短棒料沿第三方向运输至机械正主轴处。
8、优选的,所述输料机构输送方向的首端和末端分别对应有上料工位和转运工位,所述输料机构上的短棒料呈中轴线竖直向放置;
9、所述长棒料自动上料装置上的长棒料的轴向平行于机械正主轴的轴线;
10、所述翻转机构将输料机构转运工位上的短棒料夹取后竖直向上翻转90°,使得被翻转后的短棒料的中轴线平行于机械正主轴的轴线。
11、优选的,所述输料机构上方设置有相对间距可调的对短棒料进行导向的一对导向件,一对所述导向件的间距位于输料机构输送方向的首端时呈喇叭状,位于输料机构输送方向的中端和末端时与短棒料的直径相匹配;所述输料机构输送方向末端设置有使移动最前端的短棒料停止移动的挡料件,所述挡料件内嵌有传感器。
12、优选的,所述翻转机构包括旋转气缸、固定在旋转气缸活动部的手指气缸,所述手指气缸可水平向和竖直向之间整体往复翻转;所述手指气缸的一对手指部分别安装有夹板,所述夹板在手指部的安装位置对应短棒料放置在输料机构上时的下端部。
13、优选的,一对所述夹板相对的侧边内凹开设有夹紧缺口,所述夹紧缺口用来夹装短棒料,所述夹紧缺口呈矩形、等边三角形、半圆形的任意一种。
14、优选的,所述挡料件设置在输料机构的上方且位于导向件和手指气缸中间,当手指气缸翻转呈水平状时,可以夹取被挡料件阻挡前进的短棒料。
15、优选的,转运机构包括水平移栽组件、固定在水平移栽组件的活动部的升降组件、固定在升降组件的活动部的驱动组件、固定在驱动组件的活动部的夹爪气缸,所述夹爪气缸的中轴线平行于机械正主轴的中轴线;所述驱动组件驱动夹爪气缸沿平行于机械正主轴的中轴线方向进行往复直线运动。
16、优选的,所述夹爪气缸为左右对称设置的三爪气缸,所述三爪气缸的三个夹爪呈120°均匀分布。
17、优选的,当三爪气缸安装在驱动组件上时,三个夹爪的其中一个夹爪,位于三爪气缸的左右对称中心线上。
18、优选的,所述输料机构为皮带输送线,所述输料机构的上料工位设置有振动料盘或机械手;所述导向件通过固定板固定,固定板上设有供螺丝穿过的腰型孔或等间距设置的呈直线排列的螺纹孔,所述导向件为钢丝、钢条、铝条中的任一种。
19、与现有技术相比,本发明的优点是:
20、(1)本发明中的一种加工长棒料/短棒料的走心机,在现购的走心机的基础上增加了短棒料的上料装置,继续使用原有走心机的机械正主轴、副主轴、刀架等,即可以得到一台既可以加工长棒料又可以加工短棒料的走心机,相当于具有两种加工功能的走心机;且购买加工短棒料的走心机需要75-80万(且不能加工长棒料),在现有的加工长棒料的走心机进行改装只需要6-8万,对企业来说,极大的节约了购置新的加工短棒料设备的成本,且可以改装后的走心机既可以加工长棒料又可以加工短棒料,对产品没有限制。
21、(2)本发明的结构设计紧凑,成本低,根据短棒料的材料特性设置上料装置,在特定的应用环境下,保证了上料的精度,提升加工效率;上料所需要的空间小,节拍紧凑,效率高;旋转装置沿垂直方向设置,空间利用率高,且翻转过程中有避位空间,不容易磕碰。
22、(3)本发明中的一对夹板相对的侧边内凹开设有夹紧缺口,夹紧缺口用来夹装短棒料,夹紧缺口呈矩形、等边三角形、半圆形的任意一种,本发明中,并未设置当短棒料被挡料件后便于手指气缸夹取短棒料的定位组件,因为当夹紧缺口呈矩形、等边三角形、半圆形的任意一种时,都具有自定心的功能,使被夹在手指气缸上的短棒料的中轴线与手指气缸的对称中线垂直且相交于一点,所以手指气缸的夹紧缺口只需要与挡料件配合就可以省去定位组件,结构设计非常巧妙。
23、(4)本发明中,上料装置中的输料机构包括两段皮带输送线,设分别为第一皮带输送线和第二皮带输送线,第一皮带输送线41和第二皮带输送线42整体呈l型,由于现购的走心机中能用来放置上料装置的空间小,所以皮带输送线安装难度比较大,需要切开原有的设备钣金;将第一皮带输送线41设置在长棒料自动上料装置和上料盖体的中间,该l型的转角设置可以使得皮带输送带的长度不受到现购走心机能利用的空间的限制,增加短棒料的上料数量,减少工人的上料次数。
24、(5)本发明中,由于现购的走心机的机械正主轴距离刀架体的间距h大约为15㎝,如果不设置伸缩气缸,而是直接将三爪气缸设置在升降气缸的活动部上、升降气缸直接设置在电动滑台模组的滑台上,当电动滑台模组将升降气缸上的三爪气缸从第二皮带输送线的正上方移动至机械正主轴的上方后,升降气缸再将三爪气缸向下移动给机械主轴送短棒料时,会撞到机械正主轴上去;所以伸缩气缸的设置就很重要,可以充分利用这15㎝,将三爪气缸向刀架体侧设置,同时可以使短棒料的可加工轴长达到30㎜,可加工的短棒料的轴长范围更广。
25、(6)本发明中夹爪气缸采用三爪气缸,采用三爪气缸时夹爪的接触面积大,具有自定心功能,夹取更稳定;本实施例中,三个夹爪的其中一个夹爪,位于三爪气缸的左右对称中心线上,对短棒料有一个很好的托住、支撑作用。
26、(7)本发明中的一种加工长棒料/短棒料的走心机,跟现有技术中只能加工长棒料的走心机相比,提高了产品加工的效率、降低走心机的刀具成本、提高五金零件的良品率。
27、(8)本发明中原本加工长棒料的走心机,安装上料装置的位置是用来固定设备线槽和放置校正设备的水平仪的,上方还有盖体,本发明充分利用了该空间,没有额外增加现购走心机的占地空间,且本发明中的上料装置为半隐藏式,外观美观。
- 还没有人留言评论。精彩留言会获得点赞!