自动冲压弯曲成型机的制作方法
本技术涉及工件冲压成型,尤其是涉及一种自动冲压弯曲成型机。
背景技术:
1、冲压成型是指靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的加工成型方法,冲压的坯料主要是热轧和冷轧的钢板和钢带,在钢带的热冲压成型弯曲时,通过钢带卷不断的进行送料,加工时需将其先分步骤放置在冲压机构和弯曲机构上,先进行冲压再进行弯曲,且冲压和弯曲时均需要对停止钢带的传输,持续送料的方式不能满足自动冲压弯曲成型机的工作需求,并且容易造成钢带的堆积,影响产生的成型质量,然后传统的人工送料冲压成型完全的方式又需要耗费大量劳动力,费事费力,针对上述缺点,本发明进行了改进。
技术实现思路
1、为了克服现有技术中存在的问题,本技术提供一种自动冲压弯曲成型机。
2、本技术提供的一种自动冲压弯曲成型机采用如下的技术方案:
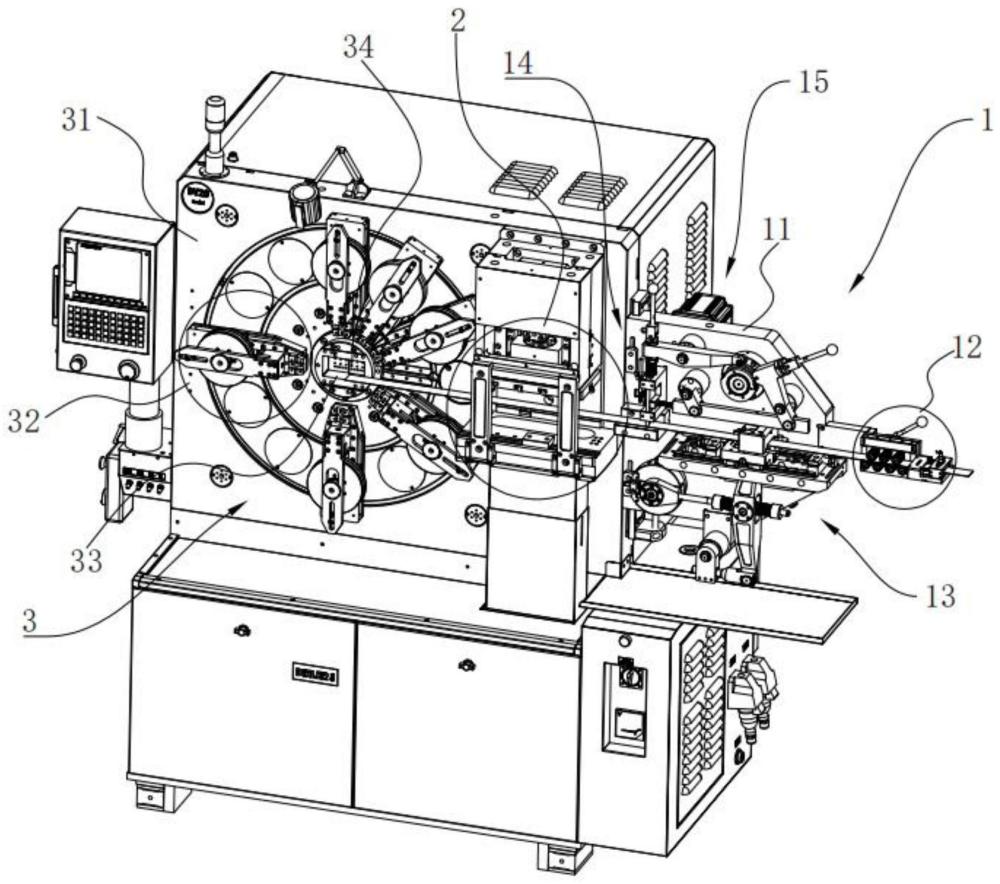
3、一种自动冲压弯曲成型机,包括送料机构,送料机构包括安装板上依次安装的导料部、送料部和按压部,其中送料部和按压部通过安装板背面的驱动机构驱动;导料部包括用于限制钢带进料位置的上下辊和侧边辊;送料部包括基座和滑动安装在基座上的夹持送料块,且基座两端安装有用于夹持送料块限位的限位块,夹持送料块通过其顶部的压条间隔按压,且压条通过送料偏心轮驱动,配合底部的偏心摆杆驱动夹持钢带的夹持送料块向按压部移动,偏心摆杆的底部转动连接在固定轴体上,偏心摆杆的中段通过摆杆偏心轮作用于弹簧杆进行驱动;按压部包括按压台和按压台顶部的按压杆,按压杆滑动安装在杆座上,且按压杆顶部连接在驱动杆的一端,其中驱动杆的中心转动连接在固定轴体上,驱动杆的另一端与送料偏心轮抵接;驱动机构包括电机和电机输出轴驱动的太阳齿,且太阳齿驱动四周的若干卫星轮转动,卫星轮分别与送料偏心轮和摆杆偏心轮同轴转动;冲压机构,冲压机构包括模台和安装在模台上方的冲压组件,且模台底部连通有碎屑收集腔;成型机构,成型机构包括成型背板和环形分布在成型背板上的若干折弯臂,其中折弯臂通过成型背板背面的驱动机构驱动,成型背板中心开设有加工座以及加工座背面的推料机构,推料机构通过驱动机构中太阳齿驱动的卫星轮转动,其中卫星轮背面固定的斜齿轮驱动推料机构转轴端部的斜齿轮转动,转轴上的凸轮驱动推料机构输出端的芯棒将加工座上的产品顶出,并且由推料机构推出的芯棒也可以作为成型时的凹模,送料机构、冲压机构和成型机构均通过各自单独的电机驱动,并通过cnc软件进行关联。
4、通过采用上述技术方案,送料机构、冲压机构以及成型机构在程序的控制下,同步进行钢带的自动送料、冲压和弯曲成型。其中送料机构负责对钢带进行开卷,向冲压机构和成型机构输送原料,送料机构中依次分布有导料部、送料部和按压部,其中导料部通过上下辊和侧边辊组合作用对钢带原料的尺寸和厚度进行限位,保证原料整齐的进入冲压弯曲成型机内。送料部中的基座上滑动安装有夹持送料块,夹持送料块通过顶部的压条作用对钢带原料进行夹持,并且配合其底部的偏心摆杆带动夹持钢带的夹持送料块向按压部移动,从而实现钢带原料的间隔输送,以此来配合后续冲压和成型的作业工序。按压部中通过按压杆在按压台上进行间隔升降按压,从而对位于按压台上的钢带进行固定,并且按压杆顶部与驱动杆连接,驱动杆的中心转动连接在固定轴体上,另一端与送料偏心轮抵接,当送料偏心轮中的凸轮将驱动杆端部向上顶起时,按压杆会沿着杆座向下运动对按压台上的钢带进行按压固定,送料偏心轮的凸轮在驱动压条对经过夹持送料块的钢带进行按压,送料偏心轮同一时间段仅对压条和按压杆其中一个进行按压,从而让送料部和按压部两者形成工作的交替,形成动静压结合的形式,送料部送料时将钢带向按压部输送,此时按压部不按压钢带,按压部按压工作时配合冲压机构对钢带进行按压固定,从而进行精确的冲压。位于送料机构背面的驱动机构通过电机驱动太阳齿转动,太阳齿从而带动四周的卫星轮转动,同步驱动送料偏心轮和摆杆偏心轮,从而控制两者分别驱动压条和偏心摆杆作用与夹持送料块来进行钢带的传输。冲压机构通过冲压组件作用在模台上对钢带进行冲压成型,产生的碎屑通过底部的碎屑收集腔进行收集,并且碎屑收集腔底部设有可拿取更换的收集盒,方便碎屑的倾倒。成型机构的背面采用与送料机构背面同样的驱动机构,并且成型背板上环形分布的若干折弯臂在驱动机构的作用下对进入加工做的钢带进行折弯加工,加工完成后通过中心的推料机构将产品顶出,在其下方设置收集装置来对产品进行收集。
5、优选的,导料部中的上下辊设有若干组,其中多组上下辊之间设有钢带表面检测装置,导料部的末端还安装有若干组导料辊。
6、通过采用上述技术方案,导料部中的上下辊能够将开卷的钢带进行导入,多组上下辊之间设置的钢带表面检测装置能够对进入的钢带原料表面进行检测,及时发现原料的质量问题,避免因原料的瑕疵影响成品的质量。并且在导料部的末端设置若干组导料辊,能够将开卷的钢带充分的展平,更好的进行后续的冲压和折弯成型工艺。
7、优选的,夹持送料块底部通过转轴与偏心摆杆顶部转动连接,且夹持送料块顶部设有供钢带通过的凹槽,凹槽内安装有能够在凹槽内升降活动的按压块,按压块的顶部设有与按压杆抵接的按压轮,按压块的底部端部安装有用于夹持钢带的块体,块体可拆卸安装在按压块上。
8、通过采用上述技术方案,夹持送料块底部采用转轴与偏心摆杆顶部转动连接,能够在偏心摆杆的作用下驱动夹持送料块在基座上滑动。夹持送料块顶部的凹槽用于钢带的通过,并且位于其上方的压条能够对凹槽内的活动块进行按压,活动块上的块体作用在钢带表面来实现夹持送料块对钢带的夹持,从而形成夹持送料块夹持着钢带向靠近按压部的一侧移动。其中活动块顶部设有与压条接触的按压轮,通过按压轮与压条的滚动接触来减少两者之间的磨损,提高活动块的使用寿命,并且活动块的块体采用可拆卸的结构,在长时间与钢带抵接使用后方便拆卸更换,降低维护成本。
9、优选的,压条采用水平安装的条状体,其中条状体的两端均通过转板转动安装在其上方的固定轴体上,其中一个转板的顶部与送料偏心轮的侧边抵接,另一个转板一侧的压条端部通过回弹弹簧与按压杆的侧面连接。
10、通过采用上述技术方案,压条采用水平安装的条状体,并且条状体的两端通过底部的转板转动连接在固定轴体上,在送料偏心轮作用于一端的转板时能够驱动压条沿着固定轴体转动下降,并且将压条向靠近按压杆的方向移动,压条对夹持送料块按压的同时压缩按压杆侧面连接的回弹弹簧,当送料偏心轮的凸轮部分转动离开,失去对转板的作用力之后,回弹弹簧能够将压条复位,压条此时不再夹持钢带。
11、优选的,基座上开设有若干用于安装限位块的安装槽,且限位块靠近夹持送料块的一侧安装有缓冲块。
12、优选的,偏心摆杆与弹簧杆转动连接,其中弹簧杆包括贯穿偏心摆杆的杆体以及位于偏心摆杆中心转轴两侧的弹簧。
13、优选的,夹持送料块两侧与限位块的距离相对于弹簧的长度比为5:4-3。
14、通过采用上述技术方案,基座上开设的安装槽方便安装机器时选择合适的位置安装限位块,限位块上安装的缓冲块能够对来自夹持送料块的压力进行缓冲。并且偏心摆杆中间段安装的弹簧杆中的杆体贯穿偏心摆杆,然后在偏心摆杆两侧设置弹簧能够在弹簧杆驱动偏心摆杆摆动时提供缓冲,减少夹持送料块工作过程中的机械故障。同时因为弹簧杆位于偏心摆杆的中间段,偏心摆杆的顶部带动夹持送料块移动,可知偏心摆杆顶部的行程大于弹簧杆的行程,因此将夹持送料块两侧与限位块的距离相对于弹簧的长度比为5:4-3,能够让正常工作时夹持送料杆不易触及限位块,有效减少送料过程中的故障。
15、优选的,杆座采用侧面u型开口的机构,其中按压杆由上至下贯穿杆座,其中位于杆座开口部分的按压杆侧面安装有固定块,其中固定块通过拉簧与按压台u型开口内顶面连接,按压杆远离固定块的一侧通过回弹弹簧与压条端部连接。
16、通过采用上述技术方案,杆座采用侧面u型开口的机构用于按压杆的回弹,其中将位于u型开口内的按压杆侧面设置固定块,通过拉簧将固定块与u型开口的内顶面连接,在按压杆被施压向下的压力时,拉簧被拉伸,当作用与按压杆的压力消失后,拉簧回弹将按压杆向上运动离开按压台并释放钢带。
17、优选的,折弯臂上后侧通过卫星轮驱动,且卫星轮通过中心的太阳齿驱动,折弯臂上的共轭偏心轮与卫星轮同轴转动,折弯臂包括座体和滑动安装在座体上的折弯工件,其中共轭偏心轮两侧的折弯工件上可拆卸安装有限位轮。
18、通过采用上述技术方案,折弯臂通过环形分布的卫星轮驱动其上的共轭偏心轮进行转动,从而驱动座体上的折弯工件在座体上进行往复作业,共轭偏心轮与位于其两端折弯工件上的限位轮配合,实现对折弯工件的驱动和复位。
19、优选的,电机均为伺服电机,且伺服电机的输出端安装有减速机。
20、通过采用上述技术方案,电机均采用伺服电机方便设定程序进行控制,并且搭配减速机进行控制,实现自动冲压弯曲成型机整体的同步控制。
21、综上所述,本技术包括以下至少一种有益技术效果:
22、1.本技术中的送料机构、冲压机构以及成型机构在程序的控制下,同步进行钢带的自动送料、冲压和弯曲成型,并且不易造成钢带的堆积,大大提高冲压成型产品的质量,有效减少人工成本,提高产出效率;
23、2.本技术的送料机构中采用送料偏心轮同一时间段仅对压条和按压杆其中一个进行按压,从而让送料部和按压部两者形成工作的交替,形成动静压结合的形式,送料部送料时将钢带向按压部输送,此时按压部不按压钢带,按压部按压工作时配合冲压机构对钢带进行按压固定,从而进行精确的冲压,实现送料、冲压和成型的配合同步加工。
- 还没有人留言评论。精彩留言会获得点赞!