一种基于K-TIG的不锈钢横焊焊接系统与焊接方法与流程
本发明属于焊接,尤其涉及一种基于k-tig的不锈钢横焊焊接系统与焊接方法。
背景技术:
1、“匙孔”型钨极氩弧焊(keyhole tungsten inert gas,k-tig)是一种新型锁孔深熔焊接方法,焊接效率高,自动化程度高。此方法主要是利用较大直流电(电流大于300a)产生高能量电弧来实现深熔焊接的,并且在k-tig焊接过程中还会产生类似穿孔型等离子焊所产生的小孔;通过该焊接方法产生的电弧具有能量高、挺度好、穿透能力强等特点,可普遍应用于薄板材料的高效焊接成型。但是,目前k-tig焊接方法以自动化设备为主,较难实现焊接过程的精准控制;而且k-tig焊接方法由于焊接过程中需达到熔池重力、熔池表面张力及电弧压力的平衡,常用于平焊位置的焊接,在横焊位置应用较难,目前横焊位置焊接仍采用传统氩弧焊、埋弧焊等焊接方法,焊接效率普遍低于k-tig焊接。因此,本发明设计了一种基于k-tig的不锈钢横焊焊接系统与焊接方法,实现k-tig焊接方法在横焊位置的焊接应用。
技术实现思路
1、针对现有技术中存在的不足,本发明提供了一种基于k-tig的不锈钢横焊焊接系统与焊接方法,将k-tig焊接方法拓展到了横焊领域,并且可在焊接过程中实时进行工艺调整,扩大了k-tig焊接适应性。
2、本发明通过以下技术手段实现上述技术目的。
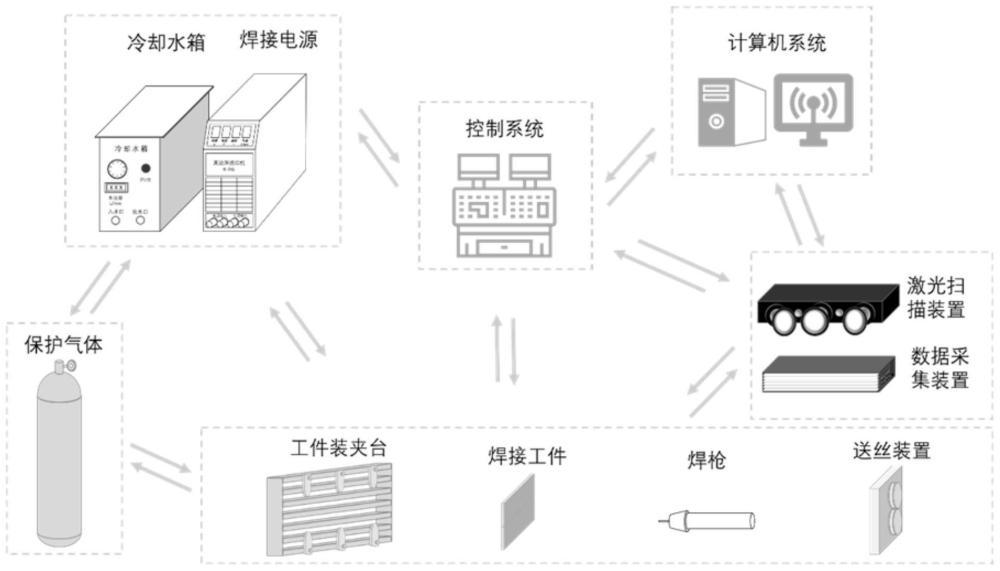
3、一种基于k-tig的不锈钢横焊焊接系统,包括焊接电源系统、控制系统、计算机系统、机械系统、信息采集系统,焊接电源系统与控制系统、机械系统连接,计算机系统与信息采集系统、控制系统连接,控制系统还与信息采集系统、机械系统连接;机械系统包括保护气瓶、横焊工装、焊枪、送丝装置、背面气体保护装置;信息采集系统包括数据采集设备、激光扫描装置;计算机系统包括工艺数据库、工艺管理系统;控制系统包括中央控制节点和伺服控制节点。
4、进一步地,所述横焊工装包括焊接平台、工件装夹台、横向移动装置、纵向移动装置;焊枪、送丝装置均安装在横向移动装置上,横向移动装置安装在纵向移动装置上,纵向移动装置安装在焊接平台上;工件装夹台设置在焊接平台侧边位置处,工件装夹台上安装有用于对工件进行装夹的螺栓紧固装置,工件装夹台背部设有背面气体保护装置,保护气瓶中的保护气体通入背面气体保护装置形成的通道中,在焊接过程中实现气体保护。
5、进一步地,所述纵向移动装置包括安装在焊接平台两侧的条状齿轮,条状齿轮均由相应的电机a驱动工作,条状齿轮之间安装有横杆,横杆两端部均固定安装有一齿轮a,齿轮a与对应的条状齿轮啮合传动,在电机a的驱动作用下,齿轮a带动横杆整体纵向移动。
6、进一步地,所述横向移动装置上部壳体套设安装在横杆上,且内部安装有电机b和齿轮b,齿轮b固定在电机b输出端;横杆上安装有齿条,齿条与齿轮b啮合传动,在电机b的驱动下,齿轮b带动横向移动装置整体横向移动;横向移动装置下部安装有液压伸缩机构,液压伸缩机构的伸缩端安装有用于进行水平和垂直角度调节的万向轮,万向轮上安装有焊枪,焊枪上安装有连接板,连接板上位于焊枪两侧位置处均安装有一激光扫描装置,连接板上还安装有送丝装置。
7、进一步地,所述数据采集设备用于采集焊接过程中的焊接电信号,并将焊接电信号转化为焊接工艺参数;激光扫描装置具有发射线激光和识别线激光的功能,在焊接工件上沿垂直于焊接方向生成激光线,同时进行焊接工件的坡口扫描,扫描数据传递给工艺管理系统。
8、进一步地,所述工艺数据库包括工艺管理模块、工艺规划模块、工艺库模块、焊接方法模块、焊接设备模块;工艺管理模块用于对工艺库模块内的参数进行管理,工艺规划模块用于根据已有条件匹配相关的工艺参数以形成工艺规划,工艺库模块用于存储工艺,焊接方法模块、焊接设备模块用于通过不同的模块进行工艺参数的匹配。
9、进一步地,所述工艺管理系统包括前端和后端,前端用于搭建用户界面,后端用于承载工艺参数匹配模块、数据处理模块、信号输出模块;前端用户界面包括焊接坡口三维扫描模型、预设焊接工艺参数、实时焊接工艺参数、焊接环境温湿度数据;工艺参数匹配模块将焊接坡口扫描模型及焊缝尺寸在工艺数据库进行对应的工艺参数选取,形成焊接工艺路径,并存储于工艺管理系统;数据处理模块对焊接过程中数据采集设备和激光扫描装置采集到的数据进行处理,并根据处理后的工艺数据在工艺数据库中选取工艺,对焊接过程中的工艺参数优化调整;信号输出模块将焊接过程中的工艺参数优化数据传输至控制系统。
10、一种利用上所述基于k-tig的不锈钢横焊焊接系统的基于k-tig的不锈钢横焊焊接方法,包括如下过程:
11、步骤1:准备不锈钢及焊接材料,不锈钢厚度小于20mm,设定厚度不超过12mm的不锈钢焊接坡口形式为i型坡口,厚度为12mm~20mm的不锈钢焊接坡口形式为y型坡口,钝边厚度为6mm,焊接材料选择钨极氩弧焊丝;
12、步骤2:采用人工的方式对不锈钢进行组对,采用tig焊进行打底焊接,具体的打底焊接方法为:
13、首先通过激光扫描装置对焊接坡口进行三维扫描,采集焊接坡口数据,传输至计算机系统,计算生成焊接坡口三维模型,同时完成焊缝尺寸的计算;将焊缝尺寸值进行分段处理,计算每段的平均值,根据平均值在工艺数据库中自动选取相对应的焊接工艺参数;工艺管理系统根据工艺参数形成工艺路径,将工艺参数和工艺路径发送至控制系统,再将执行指令分别发送至焊接电源系统和机械系统,由纵向移动装置和横向移动装置执行指令,带动焊枪运动到焊接起始位置,开始焊接作业;焊接过程中,前方的激光扫描装置在焊枪前方位置实时进行焊接坡口数据采集,传输至计算机系统,重复上述操作,实时调整焊接工艺参数和焊接工艺路径,并重新发送指令到焊接电源系统和机械系统;焊接过程中,后方的激光扫描装置实时扫描打底/填充焊接完成后的坡口,以备下一道焊接坡口三维模型的计算;
14、步骤3:采用tig焊进行填充盖面焊接,焊接方法与步骤2中的打底焊接相同。
15、进一步地,所述工艺管理系统接收扫描数据后,通过比较相邻两次采样值之差的绝对值来过滤出异常数据:
16、
17、式中,yn是用来判断是否存储采样数据的参数,yn为1时,存储激光采样数据,yn为0时,舍弃激光采样数据;xn、xn-1均表示采样值;d表示采样值允许误差;
18、并对剔除异常数据的激光线进行分段线性拟合,拟合公式为:
19、y=f(x;k)
20、式中,y表示激光线采样值纵坐标;x表示激光线采样值纵坐标;k为斜率;f(x;k)表示以参数k为系数的广义多项式;
21、从线性拟合结果中提取出焊缝坡口数据,据此生成焊接坡口扫描模型,计算焊缝尺寸。
22、本发明具有如下有益效果:
23、利用本发明所设计的k-tig不锈钢横焊焊接系统,可在焊接过程中实时进行工艺调整,扩大了k-tig焊接适应性;焊接装置整体结构简洁,操作方便,可实现焊枪4个维度的变换,适应性强,满足多种形式的焊接;而且本发明将k-tig焊接方法拓展到横焊领域,实现了k-tig焊接方法的拓展应用。
- 还没有人留言评论。精彩留言会获得点赞!