一种自动装配的螺栓和弹簧片组装设备及其方法与流程
本发明涉及自动装配,具体是一种自动装配的螺栓和弹簧片组装设备及其方法。
背景技术:
1、螺栓通常是圆柱形的螺纹紧固件,用于连接和固定两个或多个部件,它通过螺纹与螺母或螺纹孔相配合,在拧紧时产生轴向力,使连接部件紧密固定在一起,弹簧片则是一种弹性元件,通常由金属制成,具有一定的弹性变形能力。弹簧片可以在受力时发生变形,储存能量,并在撤销外力后恢复原状,它常用于提供弹力、缓冲、减震等功能,螺栓用于可拆卸连接,方便设备的安装、维护和拆卸,弹簧片则用于提供弹性和减震,增加结构的稳定性和可靠性。
2、专利号cn202010491192.6,提出了一种用于螺栓螺母的装配设备,包括螺母放置平台、螺栓放置平台、旋进驱动机构,其中螺母放置于螺母放置平台上,螺栓放置于螺栓放置平台上,旋进驱动机构控制螺栓相对螺母旋转,通过旋进驱动机构将螺母旋转安装在螺栓的下端,在两个第一滑条在夹紧螺栓后,通过对称分布的两个弧形槽将螺栓包裹,提高两个第一滑条对螺栓夹紧的稳定性和确保螺栓和螺母始终对应,但是该专利只能用于螺栓螺母的装配,不能在安装螺栓螺母的期间进行弹簧片的装配,不能自动上下料,装配效率较低。
3、因此,本发明设计了一种自动装配的螺栓和弹簧片组装设备及其方法以解决上述问题。
技术实现思路
1、本发明的目的在于提供一种自动装配的螺栓和弹簧片组装设备及其方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
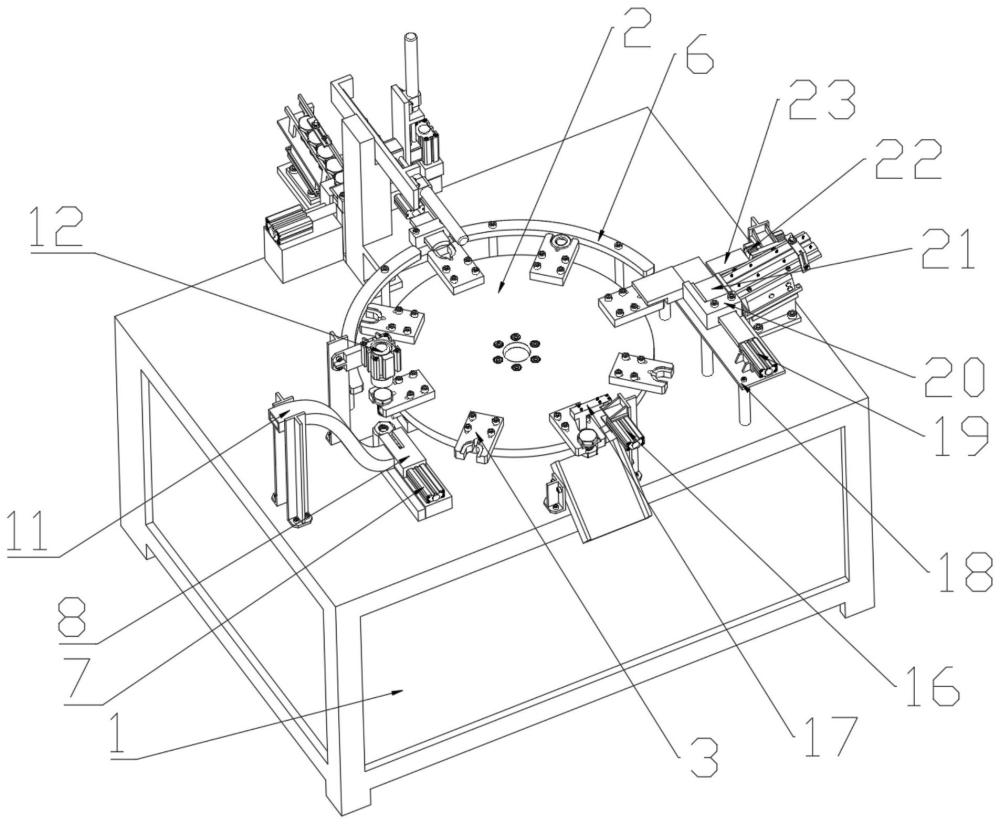
3、一种自动装配的螺栓和弹簧片组装设备,包括机架,所述机架左侧安装有螺母自动装配装置,所述机架中侧固定安装有旋转气缸,所述旋转气缸上侧固定安装有旋转圆盘,所述旋转圆盘上侧固定安装有多个承载板,所述承载板远离旋转圆盘的一端设置有第一开孔,所述第一开孔上设置有第二开槽,所述机架上侧固定安装有多个弧形限制条,所述螺母自动装配装置包括:输送气缸、输送通道、推动头、限位气缸、螺母上料通道、下压气缸和上升旋转机构,所述输送气缸通过支架固定安装在机架上侧,所述输送通道通过支架固定安装在机架上侧,所述推动头滑动连接在输送通道内,所述推动头固定安装在输送气缸的输出端,所述限位气缸通过支架固定安装在机架上侧,所述限位气缸设置在输送通道输出口右后侧,所述螺母上料通道通过支架固定安装在机架上侧,所述螺母上料通道的输出口固定安装在输送通道的输入口上,所述下压气缸通过支架固定安装在机架上侧,所述下压气缸的输出端设置在其中一个承载板正上方,所述上升旋转机构安装在机架内。
4、作为本发明进一步的方案:所述上升旋转机构包括:上升气缸、步进电机和螺母固定杆,所述上升气缸固定安装在机架内,所述步进电机通过支架固定安装在上升气缸的输出端,所述螺母固定杆固定安装在步进电机的输出端,所述螺母固定杆设置在其中一个承载板正下方,所述螺母固定杆上侧设置有螺母开槽。
5、作为本发明进一步的方案:所述机架前侧安装有自动下料装置。
6、作为本发明进一步的方案:所述自动下料装置包括:下料气缸、拨杆和下料槽,所述下料气缸通过支架固定安装在机架上侧,所述拨杆固定安装在下料气缸的输出端,所述拨杆设置在其中一个承载板正上方,所述下料槽通过支架固定安装在机架上侧。
7、作为本发明进一步的方案:所述机架右侧安装有弹簧片上料装置。
8、作为本发明进一步的方案:所述弹簧片上料装置包括:弹簧片上料框架、弹簧片上料气缸、固定块、滑动块和推动机构,所述弹簧片上料框架固定安装在机架右侧,所述弹簧片上料气缸固定安装在弹簧片上料框架上侧,所述固定块固定安装在弹簧片上料框架上,所述滑动块滑动连接在固定块上,所述滑动块一端设置有条形开孔,所述滑动块远离条形开孔的一端固定安装在弹簧片上料气缸的输出端,所述推动机构安装在弹簧片上料框架上。
9、作为本发明进一步的方案:所述推动机构包括:弹簧片推动气缸、推动板和限制框架,所述弹簧片推动气缸通过支架固定安装在机架右侧,所述推动板固定安装在弹簧片推动气缸的输出端,所述限制框架固定安装在弹簧片上料框架上,所述限制框架设置在其中一个承载板正上方,所述限制框架上设置有条形开孔,所述限制框架上的条形开孔和滑动块上的条形开孔大小相同。
10、作为本发明进一步的方案:所述机架后侧安装有螺栓上料装置。
11、作为本发明进一步的方案:所述螺栓上料装置包括:螺栓上料框架、第一气动直线导轨、第二气动直线导轨、气爪、螺栓支架、螺栓滑动块、螺栓上料气缸、固定气缸和固定板,所述螺栓上料框架固定安装在机架后侧,所述第一气动直线导轨固定安装在螺栓上料框架上侧,所述第二气动直线导轨固定安装在第一气动直线导轨的输出端,所述气爪固定安装在第二气动直线导轨的输出端,所述螺栓支架固定在在机架上侧,所述螺栓支架设置在螺栓上料框架后侧,所述螺栓滑动块滑动连接在螺栓支架上,所述螺栓滑动块上设置有螺栓开槽,所述螺栓上料气缸固定安装在螺栓支架左侧,所述螺栓滑动块左侧固定连接在螺栓上料气缸的输出端,所述固定气缸固定安装在螺栓上料框架上,所述固定板滑动连接在螺栓上料框架上,所述固定板一端固定安装在固定气缸的输出端。
12、为了更好地实现本发明的目的,本发明还提供了一种自动装配的螺栓和弹簧片组装设备使用方法,包括以下步骤:
13、步骤一:弹簧片通过直线送料器送入滑动块条形开孔内,弹簧片上料气缸伸长将滑动块推向限制框架方向,滑动块上的条形开孔和限制框架上的条形开孔重合,弹簧片推动气缸伸长带动推动板向滑动块上的条形开孔移动,将滑动块条形开孔内弹簧片推至承载板第二开槽上;
14、步骤二:旋转气缸周期性转动相同角度,带动旋转圆盘上侧的承载板周期性转动,带有弹簧片的承载板转动到固定板位置,启动固定气缸,固定气缸伸长带动固定板向放置有弹簧片的承载板移动,将弹簧片固定在承载板上,螺栓通过直线送料器送入螺栓滑动块螺栓开槽内,螺栓上料装置的螺栓上料气缸伸长带动螺栓滑动块移动到气爪正下方,第二气动直线导轨输出端向下移动带动气爪向下移动,气爪启动将螺栓夹持,第二气动直线导轨输出端向上移动带动气爪向上移动,第一气动直线导轨输出端向前移动带动气爪向前移动,第二气动直线导轨输出端向下移动带动气爪向下移动,气爪启动松开螺栓,将螺栓放入弹簧片内;
15、步骤三:旋转气缸周期性转动相同角度,带动旋转圆盘上侧的承载板周期性转动,带有弹簧片的螺栓的承载板转动到下压气缸位置,螺母通过螺母上料通道进入输送通道内,输送气缸输出端伸长将输送通道内的螺母推入螺母固定杆上的螺母开槽内,同时限位气缸输出端伸长,防止螺母被推出螺母固定杆上的螺母开槽,下压气缸输出端伸长,将螺母稳定在承载板上,上升气缸输出端伸长,带动步进电机向上移动,步进电机向上移动带动螺母固定杆向上移动,步进电机转动带动螺母固定杆转动,将螺母拧在其中一个承载板带有弹簧片的螺栓上;
16、步骤四:旋转气缸周期性转动相同角度,带动旋转圆盘上侧的承载板周期性转动,将拧上螺母后的螺栓的承载板转动到拨杆正下方,下料气缸输出端缩短带动拨杆向螺栓方向移动,将拧上螺母后的螺栓推入下料槽。
17、与现有技术相比,本发明的有益效果是:
18、本发明通过输送气缸输出端伸长将输送通道内的螺母推入螺母固定杆上的螺母开槽内,同时限位气缸输出端伸长,防止螺母被推出螺母固定杆上的螺母开槽,下压气缸输出端伸长,将螺母稳定在承载板上,上升气缸输出端伸长,带动步进电机向上移动,步进电机向上移动带动螺母固定杆向上移动,步进电机转动带动螺母固定杆转动,将螺母拧在其中一个承载板带有弹簧片的螺栓上,有利于自动装配螺栓螺母,通过自动下料装置、螺栓上料装置和弹簧片上料装置,使得设备可以自动上下料,通过第一气动直线导轨、第二气动直线导轨和气爪之间的周期配合,将螺栓周期放置到弹簧片内,有利于螺栓和弹簧片的装配,本发明可以在安装螺栓螺母的期间进行弹簧片的装配,可以对螺栓、螺母和弹簧片进行自动上下料,装配效率较高。
- 还没有人留言评论。精彩留言会获得点赞!