一种电缆桥架生产用模压装置的制作方法
本发明涉及模压装置,尤其是涉及一种电缆桥架生产用模压装置。
背景技术:
1、电缆桥架分为槽式、托盘式和梯架式、网格式等结构,由支架、托臂和安装附件等组成。建筑物内桥架可以独立架设,也可以敷设在各种建(构)筑物和管廊支架上,应体现结构简单,造型美观、配置灵活和维修方便等特点。
2、在模压型电缆桥架的制造生产过程中,需要先通过板材加工设备对生产电缆桥架的板材原料进行切割、冲压及冲孔加工,在对板材原料加工完成后,需要将加工后板材输送至模压装置内进行模压成型加工,从而完成电缆桥架的制造。
3、现有的模压装置通常包括输送结构、承载模座、驱动件和冲压模具,在使用现有的模压装置对板材进行模压加工时,利用输送结构将加工后的板材输送至承载模座上,再利用驱动件驱动冲压模具对板材进行冲压,从而使得板材被冲压为设定的形状。但是在使用现有的模压装置对板材进行模压成型时,容易导致板材在应力作用下发生开裂,从而导致板材的模压效果不佳,进而容易导致板材的成型质量受到影响。
技术实现思路
1、为了提升电缆桥架生产过程中板材的模压效果,从而保障板材的模压成型质量,本技术提供一种电缆桥架生产用模压装置。
2、本技术提供一种电缆桥架生产用模压装置,采用如下的技术方案:
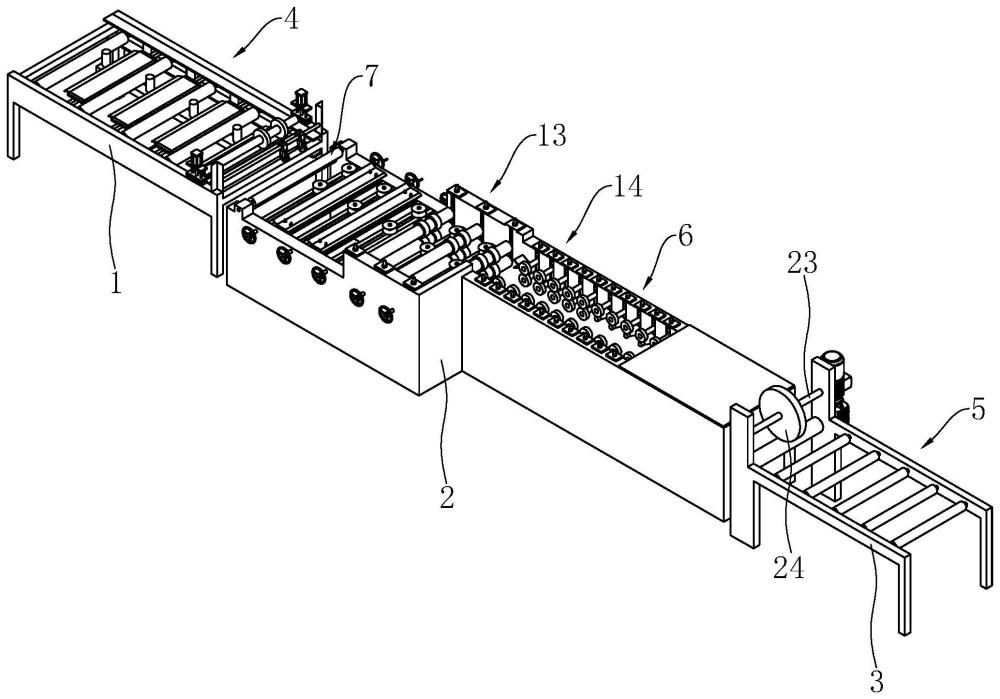
3、一种电缆桥架生产用模压装置,包括依次设置的进料输送架、机架和出料输送架,所述进料输送架上设置有用于将待模压的板材输送到所述机架上的进料辊组,所述出料输送架上设置有用于将模压后的板材从所述机架上输出的出料辊组,所述机架上设置有用于对进入所述机架的板材进行校正的校正机构、用于在板材上模压出加强筋的模压机构和用于使得板材逐渐辊压成型的辊压成型机构,所述校正机构、所述模压机构和所述辊压成型机构沿板材在所述机架上的移动方向依次设置。
4、通过采用上述技术方案,利用进料输送辊组将板材输送至机架上,板材进入机架后,校正机构会对板材进行校正,从而有助于提升后续板材模压及辊压位置的精确性。板材校正完成后,利用模压机构在校正后的板材上模压出加强筋,再利用辊压成型机构对板材进行辊压,使得板材逐渐成型,尽量避免了板材受到损坏,相较于现有技术,本技术有助于提升电缆桥架生产过程中板材的模压效果,从而保障了板材的模压成型质量。
5、在一个具体的可实施方案中,所述辊压成型机构包括多组沿所述机架的长度方向依次间隔设置的成型辊压轮组,每组所述成型辊压轮组均包括相互配合的上辊压轮和下辊压轮,所述上辊压轮和所述下辊压轮之间用于供板材移动,每一所述上辊压轮均呈圆盘形设置,所述机架内设置有多个用于驱动所述下辊压轮转动的驱动电机,每一所述下辊压轮均包括圆台部和圆柱部,所述圆台部与所述驱动电机的输出轴固定连接,所述圆柱部固定设置在所述圆台部背离所述驱动电机的一面,且多个所述下辊压轮的圆台部侧壁的倾斜角度沿板材的移动方向逐渐增大。
6、通过采用上述技术方案,当板材穿过模压机构后,板材会进入上辊压轮和下辊压轮之间,驱动电机带动下辊压轮转动,从而使得板材在下辊压轮的带动下向前移动,在板材移动的过程中,在上辊压轮和下辊压轮的共同作用下,板材会逐渐受力变形,从而在移动的过程中逐渐辊压成型,相较于现有的冲压成型技术,有助于尽量避免板材受到损坏,提升了电缆桥架生产过程中板材的模压效果,保障了板材的模压成型质量。
7、在一个具体的可实施方案中,所述校正机构包括用于对输送到所述机架上的板材进行压平的压平辊组、用于对板材的位置进行校正的校正组件和用于防止板材发生弯翘的防翘组件,所述压平辊组设置在所述机架靠近所述进料输送架的一端,所述校正组件和所述防翘组件均设置有多组,多组所述校正组件间隔设置在所述机架上且位于所述压平辊组背离所述进料输送架的一侧,每组所述防翘组件均设置在所述机架上且位于两组所述校正组件之间。
8、通过采用上述技术方案,板材进入机架后,使得板材穿过压平辊组,从而利用压平辊组对板材进行压平,板材被压平后,在利用校正组件对板材的位置进行校正,从而有助于提升后续板材模压及辊压位置的精确性。通过防翘组件有助于阻挡压平后的板材再次发生弯翘,从而有助于提升后续板材进入模压机构内的顺畅性。
9、在一个具体的可实施方案中,每组所述校正组件均包括安装架、卡接块、竖杆和校正轮,所述安装架固定设置在所述机架上,所述卡接块、所述竖杆和所述校正轮均设置有两个,每一所述卡接块均卡接在所述安装架内,所述竖杆设置在所述卡接块上,所述校正轮转动套设在所述竖杆上。
10、通过采用上述技术方案,当板材穿过压平辊组后,会被输送至两个校正轮之间,在板材穿过两个校正轮的过程中,两个校正轮会对板材沿其输送方向的位置进行校正,有助于提升后续板材模压及辊压位置的精确性。
11、在一个具体的可实施方案中,所述安装架内固定安装有固定块,所述固定块位于两个所述卡接块之间,每一所述卡接块均与所述安装架的内壁相卡接,所述固定块朝向所述卡接块的一面上均转动安装有螺杆,所述螺杆与所述卡接块螺纹连接且贯穿伸出所述机架,所述螺杆位于所述安装架外部的一端端部设置有转动手柄。
12、通过采用上述技术方案,利用拨动转动手柄,能够带动卡接块在安装架内进行移动,从而带动校正轮移动,有助于对两个校正轮的位置进行调节,从而使得两个校正轮能够对不同宽度的板材进行校正,有助于提升校正组件的适用性。
13、在一个具体的可实施方案中,每组所述防翘组件均包括固定架、上防翘板和下防翘板,所述固定架设置在所述机架上,所述上防翘板和所述下防翘板沿竖直方向间隔设置在所述固定架上,所述上防翘板和所述下防翘板对称设置,所述上防翘板包括导入部、水平部和导出部,所述水平部水平设置且与所述固定架固定连接,所述导入部设置在所述水平部朝向所述压平辊组的一侧,且所述导入部朝向远离所述水平部的方向逐渐向上倾斜,所述导出部设置在所述水平部背离所述压平辊组的一侧,且所述导出部朝向远离所述水平部的方向逐渐向下倾斜。
14、通过采用上述技术方案,当板材在机架上移动时,导入部会引导板材移动到上防翘板和下防翘板之间,水平部会对板材的弯翘部分进行平压,导出部会引导板材继续向前移动,从而有助于防止板材在进入模压机构前发生弯翘,从而有助于提升后续板材进入模压机构内的顺畅性。
15、在一个具体的可实施方案中,所述模压机构包括模压辊组和模压轮组,所述模压辊组和所述模压轮组沿板材在所述机架上的移动方向依次设置在所述机架上,且所述模压辊组和所述模压轮组用于在板材上模压出不同形状的加强筋。
16、通过采用上述技术方案,当板材校正完成后,利用模压辊组和模压轮组有助于在板材上依次模压出不同形状的加强筋,从而方便后续对模压后的板材进行辊压成型。
17、在一个具体的可实施方案中,所述进料输送架内长度方向的一侧竖直设置有多个固定辊轮,所述进料输送架内长度方向的另一侧设置有电动机,所述电动机的输出轴上固定连接有丝杠,所述丝杠远离所述电动机的一端与所述进料输送架转动连接,所述丝杠沿所述进料输送架的宽度方向延伸,所述丝杠上螺纹连接有安装杆,所述进料输送架内设置有多个与所述丝杠平行设置的导杆,每一所述导杆均贯穿所述安装杆且与所述安装杆滑动连接,所述安装杆上设置有多个活动辊轮。
18、通过采用上述技术方案,当板材在进料输送架上输送时,使得板材位于固定辊轮和活动辊轮之间,在板材移动的过程中,电动机带动丝杠转动,从而在丝杠的带动以及导杆的引导作用下使得安装杆和多个活动辊轮朝向固定辊轮的方向进行移动,在活动辊轮和固定辊轮的配合作用下,有助于对板材在进料输送架上的输送位置进行限定,从而使得进料输送架能够将板材从固定的位置送入到机架上,有助于提升板材输送位置的精确性。
19、在一个具体的可实施方案中,所述进料输送架靠近所述机架的一端设置有用于将板材翘起的部位压平的压料辊,所述压料辊的两端均设置有用于带动所述压料辊升降的升降结构,所述升降结构包括支架、气缸和活动座,所述支架设置在所述进料输送架上,所述气缸设置在所述支架上,所述活动座与所述气缸的活塞杆固定连接,所述压料辊的端部与所述活动座转动连接。
20、通过采用上述技术方案,在板材从进料输送架上被输送至机架上之前,压料辊有助于对进入机架前的板材的翘起部位进行压平,从而有助于提升进入机架内的板材的平整度。利用气缸带动活动座的升降,从而能够带动压料辊进行升降,有助于对压料辊在竖直方向上的位置进行调节,从而有助于调整压料辊对板材的压平效果。
21、在一个具体的可实施方案中,所述出料输送架内转动安装有转轴,所述转轴上设置有用于抵压成型后的板材的抵压轮,所述转轴与所述出料辊组同步转动。
22、通过采用上述技术方案,当板材模压成型并从机架上被输送至出料输送架上时,抵压轮能够对辊压成型后的板材抵压,从而有助于防止辊压成型后的板材在从机架上输出的过程中翘起,提升了辊压成型后的板材的出料的稳定性。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1.本技术通过校正机构和辊压成型机构的设置,校正机构有助于对板材的位置进行校正,从而提升板材后续加工过程中位置的精确性,进而提升板材后续的加工效果;辊压成型机构有助于在带动板材移动的过程中对板材进行辊压,使得板材逐渐成型为设定的形状,有助于尽量避免板材的损坏,提升了电缆桥架生产过程中板材的模压效果,保障了板材的模压成型质量。
25、2.本技术通过固定辊轮和活动辊轮的设置,固定辊轮和活动辊轮的配合有助于对进料输送架上输送的板材进行位置的限定,有助于使得板材从固定的位置进入机架内,提升了板材输送位置的精确性。
- 还没有人留言评论。精彩留言会获得点赞!