连料带屏蔽罩加工方法以及屏蔽罩加工方法与流程
本发明涉及电磁屏蔽,特别涉及一种连料带屏蔽罩加工方法以及屏蔽罩加工方法。
背景技术:
1、屏蔽罩广泛应用于各类小型化无线接收、通讯电子产品中,例如手机、gps定位仪。屏蔽罩是将元部件、电路、组合件、电缆或整个系统的干扰源包围起来的金属罩,用于屏蔽外接电磁波对罩内电路的影响,并防止内部干扰电磁场向外辐射,从而增强设备的可靠性及提高产品质量。
2、屏蔽罩通常选用可直接焊锡的洋白铜材料制成。屏蔽罩的工艺包括:拉深、打麻点去应力、切框口、调平面度、裁切成型。屏蔽罩还可选用铝合金、不锈钢、铜材等不可直接焊锡的材料制作而成,在选用这些材料制作屏蔽罩时,需要在制作完成后电镀锡,若采用非连料带制作方式,每一屏蔽罩成型后均脱离料带以形成单体结构,在滚镀锡时易变形,不便于电镀作业。
3、另,在以往的屏蔽罩加工工艺中,均采用向下冲压拉深工艺成型屏蔽罩。向下拉深屏蔽罩时,形成槽口向上、槽底向下的拉深槽,为此需要在下模上设置与屏蔽罩相适配的凹模腔,在凹模腔外周需要围设一圈薄壁型(与连料点的尺寸相适配)的切料框壁以便于切除屏蔽罩与料带之间的连料点。由于切料边与拉深槽位置邻近,因此需要将切料框口设计成相适配的细长型,导致切料框口强度不足,在切除时易变形,在实际操作过程中较难实现。
4、又,在以往的屏蔽罩加工工艺中,在拉深成型后,屏蔽罩与料带之间的连料点位置会随着拉深材料向内流动产生延展位移。当电镀完成后,使用定位孔定位裁切产品时,裁切位置会随着材料向内位移而偏位,导致裁切位置出现偏差,进而影响成型良品率。
技术实现思路
1、针对上述现有技术的不足,本发明所要解决的技术问题是:提供一种方便电镀作业的连料带屏蔽罩加工方法以及屏蔽罩加工方法。
2、为解决上述技术问题,本发明采用的一个技术方案是:提供了一种连料带屏蔽罩加工方法,包括:
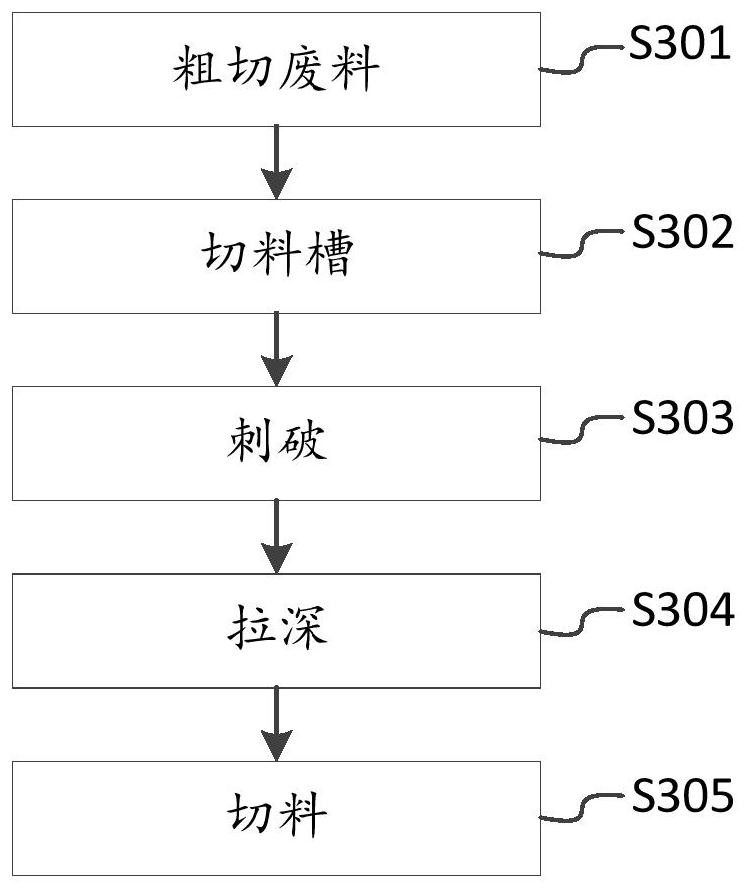
3、粗切废料:以所述屏蔽罩成型区域为中心,将料带上绕屏蔽罩成型区域一周的区域视为待切除区域,在待切除区域上切除至少两个间断式的镂空切除区,所述至少两个镂空切除区的首尾不相接,每一首尾不相接的区域形成连接所述料带与所述屏蔽罩成型区域的连料部;
4、拉深:拉深料带上对应于每一屏蔽罩成型区域以形成屏蔽罩;
5、切料:以料带的一长侧边为连料边,切除除靠近该连料边的连料部以外的所有连料部,以使得所述屏蔽罩仅通过靠近所述连料边的连料部与所述料带连接。
6、进一步的,在粗切废料工序中,在所述待切除区域冲压出两个首尾不相接的镂空切除区,两个镂空切除区分别沿料带的传输方向分设在所述屏蔽罩成型区域的两侧;其中一个镂空切除区靠近料带的第一长侧边的第一端与另一个镂空切除区靠近所述第一长侧边的第一端之间断开以形成一第一连料部,所述其中一个镂空切除区靠近料带的第二长侧边的第二端与另一个镂空切除区靠近所述第二长侧边的第二端之间断开以形成第二连料部;
7、在切料工序中,以料带的第一长侧边为连料边,切除所述第二连料部以使得所述屏蔽罩成型区域通过所述第一连料部与所述料带连接;或者以料带的第二长侧边为连料边,切除所述第一连料部以使得所述屏蔽罩通过所述第二连料部与所述料带连接。
8、进一步的,在拉深工序之前,还包括:
9、切料槽:在所述第一长侧边上切一料槽,所述料槽自所述料带厚度方向贯通所述料带,所述料槽沿所述料带的传输方向分布,所述料槽位于所述第一连料部的外侧,且所述料槽的长度大于所述第一连料部的长度,以使得所述料槽的两端均沿料带的传输方向超出所述第一连料部的两端;
10、刺破:在第二连料部外侧进行刺破,以形成刺破缝;其中,所述刺破缝的长度大于其内侧的第二连料部的长度,以使得所述刺破缝的两端均超出所述第二连料部的两端。
11、进一步的,所述料槽设置于所述第一长侧边处,且所述料槽的两端分别位于两个镂空切除区的第一端的外侧;所述料带上位于所述料槽和两个镂空切除区的第一端之间的区域形成第一走料区。
12、进一步,所述刺破缝设置于所述第二长侧边处,且所述刺破缝的两端分别位于所述两个镂空切除区的第二端的外侧;所述料带上位于所述刺破缝和两个镂空切除区的第二端之间的区域形成第二走料区。
13、进一步的,在拉深工序中,通过设置于下模上的冲头向上冲压料带以拉深出开口朝下的屏蔽罩。
14、进一步的,在拉深工序中,包括:
15、第一次拉深:使第一拉深工位的第一冲头向上冲压所述屏蔽罩成型区域,以使所述屏蔽罩成型区域向上形成第一拉深槽,所述第一拉深槽的r角半径为0.3~0.5mm,优选为0.4mm;
16、第二次拉深:使第二拉深工位的第二冲头向上冲压所述第一拉深槽,以使第一拉深槽向上形成第二拉深槽,所述第二拉深槽的r角半径为0.2mm~0.4mm,优选为0.3mm;
17、第三次拉深:使第三拉深工位的第三冲头向上冲压所述第二拉深槽,以使所述第二拉深槽向上形成第三拉深槽,所述第三拉深槽的r角半径为0.05~1.5mm,优选为1mm。
18、进一步的,在拉深工序之后,还包括:
19、冲孔:在第三拉深槽靠近第一连料部的位置处冲压若干个透气孔,在所述第一连料部上冲压第二定位孔;
20、调平面度:平压第三拉深槽的槽底面以调整其平面度;
21、在切料工序中,切除第二连料部以及每相邻的两组镂空切除区之间的料带,以使屏蔽罩仅通过所述第一连料部与所述料带的第一长侧边连接。
22、进一步的,在粗切废料之前,还包括:
23、冲第一定位孔:在料带上冲压第一定位孔;其中,在所述料带上与传输方向垂直的横向一侧和/或两侧边缘冲第一定位孔;
24、复合绝缘薄膜:以料带的向前输送端为首端,使绝缘薄膜在料带的传输过程中由首至尾的贴设在所述料带的表面;
25、印刷绝缘漆:在料带上对应于每一屏蔽罩成型区域印刷绝缘漆。
26、为解决上述技术问题,本发明采用的另一个技术方案是:提供了一种屏蔽罩加工方法,包括:
27、加工连料带屏蔽罩:按照上述的方法加工连料带屏蔽罩;
28、电镀锡:在连料带屏蔽罩向前输送的过程中对每一个屏蔽罩电镀锡;
29、裁切:在靠近料带的长侧边的连料部处裁切,以使屏蔽罩脱离料带。
30、本发明连料带屏蔽罩加工方法以及屏蔽罩加工方法,具有以下有益效果:其一、将料带上绕每一个屏蔽罩成型区域一周的区域均定义为待切除区域,在待切除区域上设置至少两个(本实施方式为两个)相互间断的镂空切除区,多个相互间断的镂空切除区成为阻隔所述屏蔽罩成型区域和料带的阻断区,使所述屏蔽罩成型区域几乎与料带断开连接,使屏蔽罩成型区域仅通过每相邻两个屏蔽罩成型区域之间的连料部保持与料带的连接(本实施方式中通过第一连料部和第二连料部保持与料带的连接),便于后续拉深正常作业;其二、当料带被输送机构连续输送至拉深工位进行拉深作业后,被连续输送至切料工位,切料工位切除除靠近连料边的连料部以外的所有连料部(本实施方式切除第二连料部,保留第一连料部)以及上述的间隔区域,使得料带仅余连料边、与连料边连接的连料部以及通过连料部与连料边连接的待裁切的屏蔽罩,也即,使得屏蔽罩除了与连料边连接的连料部外,其余部分全部脱离料带。这样既可使屏蔽罩绝大部分脱离料带以方便后续电镀作业,又不会完全脱离料带以解决单体式屏蔽罩取放、电镀、收存等带来的诸多不便问题。
- 还没有人留言评论。精彩留言会获得点赞!