应变计的制作方法
本发明涉及应变计,特别地涉及用于对焊枪上的力进行确定的应变计,该焊枪用于在自动组装线中进行点焊。
背景技术:
1、在诸如车身等之类的尺寸产品的工业生产中,接触点焊被用于将金属零部件彼此紧固并且使用焊接工具来实现。更常见的是,工具是焊枪,该焊枪包括至少一个或两个可移动电极,该可移动电极是由至少一个电致动器驱动的。从专利文献fr2872073a1(2005年12月30日公布,b23k11/255)已知的是,焊枪对要被焊接的工件的夹持力是经常观察到的焊接参数之一,焊接参数随时间的变化允许得出与焊接质量有关的结论。由于电极所产生的力是与焊接时在焊枪的臂部上发生的变形成正比的,因此应变计被用于对上述参数进行测量。专利文献fr2872073a1描述了用于将应变计安置在焊枪的臂部上的实施方式中的一个实施方式。通常,焊枪被安装在工业操纵器(在下文中称为机器人)上,该工业操纵器使焊枪在焊点之间的空间中移动。为了对车身进行焊接,焊枪将车身的一部分压紧,然后数万安培、例如50千安的焊接电流流过焊枪的电极。当电流流动时,产生了电磁场,该电磁场可能干扰电子装置——对输入信号和输出信号的感应和传导干扰,例如对布置在焊枪上的力传感器的信号的感应和传导干扰。对工业机器人进行驱动的马达和焊枪的电驱动装置也形成额外的干扰。此外,对车身进行组装的一个焊接单元可以包括多个这种机器人和焊枪。焊枪的数量取决于车身的尺寸、焊点的数量和焊接单元所需的性能,这些通常尽量最大化。因此,具有自动组装线的车间包括许多装置,在对车身进行焊接时,这些装置形成高强度磁场。
2、目前,具有电流信号输出的传感器最常用于焊枪,这意味着对应变计的激励是通过对向电流式应变计供应的电流进行控制来执行的。与应变计——其中,激励是使用受控的电压来管理的,并且从可切换元件产生调制器噪声(bounce of keys,按键弹跳)——相比,当前的应变计的缺点是所测量的力的范围较小。除了所述的缺点外,当设计应变计时,没有充分注意对电磁干扰的保护措施。也就是说,当在具有包括产生高强度磁场的许多装置的自动组装线的车间中进行操作时,从应变计传输至放大器的信号包含大量的噪声和失真。有鉴于此,应变计在复杂电磁环境下的操作需要附加的抗干扰保护。
3、当使用电路和软件滤波工具来将有用信号和噪声分离时,进入放大器且然后进入所述滤波器的信号的质量是非常重要的,这是因为实际的值与测量的值之间的延迟时间取决于信号质量。特别地,用于处理的噪声信号越多,将有用信号和噪声分离所需的时间将会越多,并且因此,测量时实际发生作用的力与作为测量结果被记录的值之间的延迟将会越大。延迟时间直接影响反馈系统的操作速度。在焊接之前,电极朝向工件移动(或者一个电极移动,这取决于焊枪的移动电极的数量)并且以预定的力对工件进行压紧。为了以最少时间执行焊接循环,需要使电极至工件的运动时间最小化。为了在电极触及工件中的一个工件的表面之后使电极的移动速度快速降低,需要快速地确定接触位置。作为示例,这是根据力传感器信号的变化来执行的。如果电极太晚地减速,则电极将以高速度撞击工件并且损坏工件,从而产生缺陷,需要重建工件或将工件丢弃掉。因此,延迟影响了焊接循环的持续时间以及焊接单元的整体性能。应当指出的是,如果没有提供电极之间的在所需公差内的力,则焊点的质量降低——当对工件的夹持力过高时,工件与电极之间的电阻会变得过低,并且焊接电流不会充分地对金属进行加热,由此焊接熔核变得与其应该的大小相比更小。当对工件的夹持力过低时,相反地,工件与电极之间的电阻将会过高,从而将导致材料过热、材料在工件之间飞溅以及工件的可能燃烧。上面列出的所有都是有缺点的产品。为了确认焊点的质量,在线上执行选择性的破坏性或非破坏性焊点质量控制,这降低了焊接单元和生产线的性能。因此,重要的是改进从应变计接收到的信号质量(减少噪声出现),以确保焊接单元的高性能。
4、当进行焊接时,在焊接电流流过工件的同时,需要保持对工件的夹持力在一定公差内或将对工件的夹持力改变成处于一定公差内。为此,对工件的夹持力是通过焊枪电极的机电驱动装置的控制系统、例如使用变频器来调节的。在形成焊点的焊接熔核的区域中对工件的金属进行加热和膨胀的步骤中,工件的金属的刚性降低,从而导致:电极对工件的夹持力降低、工件与电极之间的电阻增加、对工件的材料的加热增加、工件之间出现间隙以及工件材料通过间隙飞溅,而这些使焊点的强度降低。为了防止焊接质量劣化,根据是否需要增加或减少对工件的夹持力,通过使电极沿一个方向或另一方向移动来将夹持力保持处于恒定水平。实际力与测量力之间的延迟越长,控制系统将电极位置改变就越晚,并且焊接不良的风险就越大。因此,重要的是,确保应变计的正确操作以提供对夹持力的及时调节,从而提高焊接质量并减少对夹持力的控制量。
5、在所考虑的条件下,使用下述应变计是合理的:该应变计具有数据输出数字接口以及焊枪上的实际夹持力参数与测得的夹持力参数之间的最小时间延迟。此外,该应变计应当具有小的尺寸、生产技术先进且具有最低成本。从专利文献ep3489647b1(2019年5月29日公开,g01l1/2218)中已知一种应变计,该应变计被设计成在高力下使用而不会降低该应变计的测量精度。
6、特别地,专利文献ep3489647b1公开了一种力传感器布置结构,其中,应变计和用于将在应变计引线处测得的电压转换成数字信号的板被布置在一个容积部中,这允许减小力传感器的尺寸。这种传感器可以被安装在焊枪的臂部上以对力进行测量。然而,已知的解决方案具有对由在用于组装车身的车间中进行操作的设备所产生的噪声的抵抗力降低的缺点,这是由于这样的事实:将应变计和转换板覆盖的壳体是未与作为传感器的可变形本体并且具有与应变测量对象紧固的紧固元件的壳体部分电连接的。此外,力传感器的壳体与焊枪的臂部之间缺乏隔离导致抗噪声能力下降,而这在焊接电流流过这些枪的臂部时会导致对转换板的输入信号以及转换板的转换电路的元件的拾取。
7、应该指出的是,存在基于压电效应的力传感器。为了在焊枪上进行操作,这种传感器具有与焊枪隔离的壳体。然而,这种要求是由于这种力传感器的设计特征而产生的。在压电传感器中,当对石英板件施加压力时,通常,负电位被发送至测量电路,并且正电位被发送至壳体,因此,为了避免电荷泄漏,需要将传感器壳体与测量对象隔离。
8、从专利文献ep0319176b1(1989年6月7日公开,g01g3/14)中已知一种具有数字信号输出的重量测量传感器。该传感器具有大的尺寸,并且桥接电路将模拟信号供应至前置放大器(图上的位置92),并且然后以单端模式被供应至模拟滤波器(非对称形式的信号传输)。在这种接通中,模拟信号对共模和串扰干扰暴露是最敏感的。因此,为了在反馈系统中获得操作所需的精度,需要额外的软件滤波,这又增加了焊枪上的实际力与作为测量结果而被记录的值之间的延迟,从而导致操作速度慢并且因此导致性能降低,使得不可能在自动化生产中使用该传感器来对点焊工艺过程中的力参数进行控制。
9、从专利文献us5088330a(1992年2月18日公布,g01g3/147)中已知一种力测量装置,该装置包括:应变计变换器;用于对变换器的交流电压进行激励以产生表示向所述应变计施加的力的信号的装置;用于对信号进行放大的装置;低通滤波器;用于对所述经滤波的信号进行接收的模数转换器(adc)。应该指出的是,使用具有交流电压的激励技术使得该传感器的制造是昂贵的,并且根据所提出的方案使用滤波会在实际的力值与由adc传输的作为测量结果而被记录的数据之间产生大的延迟。
10、因此,目的在于开发一种具有抗干扰能力的应变计,该应变计能够在复杂的电磁环境中进行操作,同时提供高信号质量,从而使实际力与测量力之间的延迟最小化。另外的目的在于开发一种应变计,该应变计具有呈力数据的增加的更新频率的形式的增加的操作速度并且改善了使用电阻式点焊的车身组装线的性能。
技术实现思路
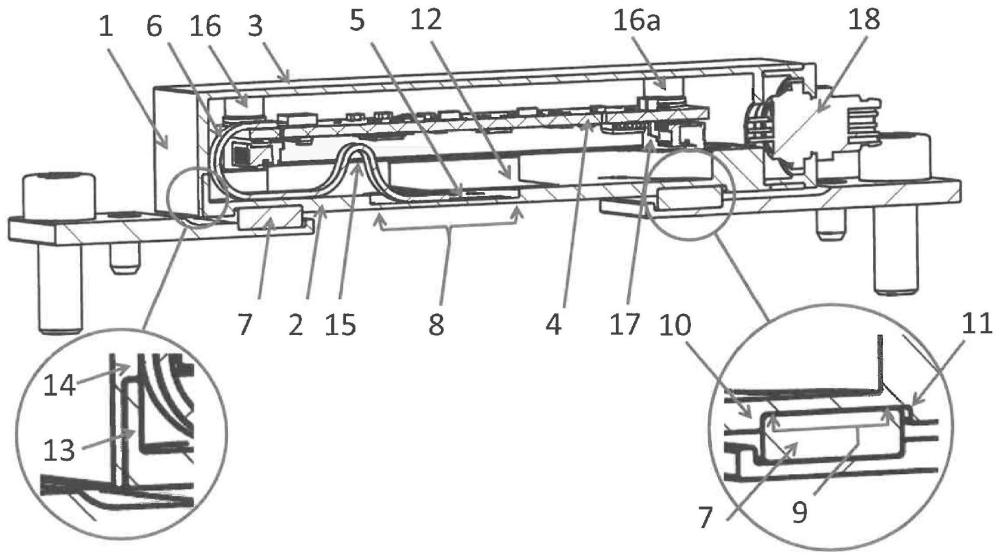
1、为了解决所指出的技术问题,提供了一种应变计,该应变计被设计成用于焊枪并且包括:壳体;感测元件,该感测元件被布置在壳体内;力数据输出装置,该力数据输出装置被布置在壳体内;通信线,该通信线将所述感测元件与所述力数据输出装置连接;以及至少两个壳体支撑件,该壳体支撑件用于将应变计附接至所述焊枪。应变计的壳体包括至少两个部分,所述至少两个部分形成单个封闭的内部屏蔽空间。应变计的感测元件被布置在壳体的部分中的一个部分的内表面上,其中,壳体的所述部分具有位于感测元件的区域中的材料减薄部,其中,所述感测元件被布置在应变计的壳体支撑件之间。壳体支撑件被布置在壳体的部分处,并且壳体支撑件是由高刚性的非导电材料制成的,并且壳体支撑件的高度使得壳体与焊枪的表面之间没有接触。力数据输出装置的接地线具有与壳体的部分中的至少一个部分相接触的电流接触部。将感测元件与力数据输出装置连接的通信线包括阻尼弯曲部。
2、要求保护的应变计的重要优点是:在进行测量时作用在焊枪的臂部上的实际的力与作为测量结果而被记录的力值之间的时间延迟低。低的时间延迟是通过减少信号滤波和数字化的时间来实现的,减少信号滤波和数字化的时间是通过将来自感测元件的信号供应至具有低振幅噪声特性的力数据输出装置来实现的,而低振幅噪声特性是借助于应变计的高抗噪声能力来实现的。
3、应变计还可以包括以下特征。力数据输出装置的接地线可以经由铁氧体珠状件而连接至公共接地总线。应变计的感测元件还可以包括一个电阻式应变传感器,或者,应变计的感测元件还可以包括组合成应变计桥接件的至少两个电阻式应变传感器。
4、感测元件可以具有被构造为薄的铜板件的附加屏蔽件,该铜板件在减薄部的上方附接至壳体的内表面使得铜板件和减薄部在壳体的屏蔽空间内形成单独的屏蔽空间。
5、应变计还可以包括金属管,该金属管用于对应变计的线缆入口进行屏蔽,金属管用作波导并且防止感应干扰通过线缆入口传播。
6、将感测元件与力数据输出装置连接的通信线可以具有被构造为金属编织件的单独的屏蔽件。
7、将感测元件与力数据输出装置连接的通信线包括位于感测元件(5)与力数据输出装置(4)之间的阻尼弯曲部,其中,阻尼弯曲部(15)防止在通信线(6)中产生的机械应力对感测元件(5)产生影响。
8、壳体的在内部上安装有感测元件的部分可以具有用于对壳体支撑件进行安装的位于外部的槽,其中,在应变计在压缩状态下进行操作的情况下,壳体支撑件抵靠槽的内端部面,并且在应变计在拉伸状态下进行操作的情况下,壳体支撑件抵靠槽的外端部面,其中,槽的内端部面是被布置成更靠近应变计的中部的端部面。
9、壳体支撑件的高度可以取决于以下两项:布置在应变计的操作范围附近的产生干扰的设备的量;以及所产生的电磁干扰的强度。
10、壳体的各部分可以通过交叠部进行连接,从而允许对壳体的内部屏蔽空间进行密封。
11、壳体的各部分可以通过螺纹件来紧固,使得螺纹件的旋紧扭矩是相同的,从而将壳体的各个部分彼此刚性地固定。
12、此外,壳体的各部分可以被紧固,使得螺纹件的旋紧扭矩是不同的,并且第一对螺纹件的旋紧扭矩将壳体的各部分相对于彼此的运动刚性地固定,其中,第二对螺纹件的旋紧扭矩是较低的,并且第二对螺纹件的旋紧扭矩在应变计变形时允许壳体的各部分相对于彼此移动,其中,在壳体与第二对螺纹件的螺纹件的头部之间安装有弹性件,该弹性件在壳体的部分之间产生受控按压力,从而确保在壳体的部分之间没有间隙并且壳体的刚性对可变形部分的影响最小。
13、位于壳体的屏蔽部分内部的力数据输出装置是通过应用支撑件和螺纹件而被附接至壳体的部分中的一个部分,该支撑件和螺纹件允许使用下述安装选项:该安装选项意味着所有四个螺纹件与支撑件的旋紧扭矩是相同的,以及该安装选项将力数据输出装置刚性地固定并且防止力数据输出装置相对壳体运动。
14、除了以上所提出的安装选项之外,可以使用变型,在该变型中,第一对螺纹件将力数据输出装置相对于壳体部分中的一个部分刚性地固定,同时弹性件被置于支撑件与第二对螺纹件之间,从而提供将力数据输出装置向支撑件按压的受控按压力——并且可变形的壳体部分相对于力数据输出装置能够移动、以及力数据输出装置的刚性对可变形的壳体部分影响最小。
15、允许具有感测元件的壳体部分相对于力数据输出装置和上述其他壳体部分变形的附加的自由度允许测量结果的高度可重复性,并且通过使壳体部分的刚性和力数据输出装置——以及壳体部分与力数据输出装置之间的摩擦——对感测元件的影响最小化来增加对相同拉伸力而言的测量灵敏度。
16、应变计的所述附加特征提供了高抗干扰能力并且因此有助于该应变计在复杂的电磁环境下进行操作。
- 还没有人留言评论。精彩留言会获得点赞!