车用座椅按摩控制器气管自动插接的装配系统的制作方法
本发明属于汽车零部件装配,具体涉及一种车用座椅按摩控制器气管自动插接的装配系统。
背景技术:
1、车用座椅按摩控制器是汽车内饰中的重要零部件之一,控制器两端需要插接若干气管。现有技术中,源于气管材料、颜色、长短、管径不同,自动化装配难度高,插接气管需力度很大才可插接到位,所以大部分零部件公司只能选择人工装配。在此过程中操作员工劳动强度大,效率低,生产节拍时间长,浪费物流成本。
技术实现思路
1、本发明针对现有技术中控制器的气管插接通常采用人工装配,导致人工劳动强度大、效率低等的技术问题,目的在于提供一种车用座椅按摩控制器气管自动插接的装配系统。
2、为了解决前述技术问题,本发明的第一方面提供一种车用座椅按摩控制器气管自动插接的装配系统,所述车用座椅按摩控制器气管自动插接的装配系统包括:
3、控制器上料工位,所述控制器上料工位上具有用于固定控制器的治具,所述治具可做水平方向运动;
4、插气管工位,所述插气管工位位于所述控制器上料工位一侧,所述插气管工位上具有可做水平方向运动的插气管夹爪机构,所述插气管夹爪机构的运动方向与所述治具的运动方向垂直;
5、拉气管工位,所述拉气管工位上具有可做升降及旋转运动的拉气管夹爪机构,所述拉气管夹爪机构位于所述插气管夹爪机构上方;
6、气管上料工位,所述气管上料工位上具有用于自动放出气管的自动放线架;
7、气管调整工位,所述气管调整工位上具有气管导向组件和气管裁切组件,所述气管导向组件承接来自所述自动放线架放出的若干气管并将其中一根气管导向至所述拉气管夹爪机构,所述气管导向组件可沿水平方向运动,所述气管裁切组件具有可做水平伸缩的气动剪刀,所述气动剪刀位于所述气管导向组件与所述拉气管夹爪机构之间。
8、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述控制器上料工位上还具有:
9、活动板,所述活动板与所述治具可拆卸连接,所述活动板的底部内设有衬套;
10、上料旋转机构,所述上料旋转机构连接所述活动板,所述上料旋转机构带动所述活动板绕竖向旋转;
11、锁紧机构,所述锁紧机构具有销轴气缸和定位销,所述销轴气缸的活塞杆轴向为竖向且端部连接所述定位销,所述定位销位于所述衬套下方,由所述销轴气缸带动所述定位销升降时可插入或远离所述衬套。
12、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述治具具有用于容纳和固定控制器的治具型腔,所述治具型腔沿所述插气管夹爪机构运动方向的两侧面为敞开结构。
13、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述控制器上料工位上还具有:
14、控制器上料支架,所述控制器上料支架上设置有所述销轴气缸,所述控制器上料支架上方悬设有所述活动板;
15、所述上料旋转机构包括:
16、滑台气缸,所述滑台气缸设置在所述控制器上料支架上,所述滑台气缸的伸缩杆轴向为水平方向;
17、齿条,所述齿条连接于所述滑台气缸的伸缩杆上,由所述滑台气缸带动所述齿条做水平方向运动;
18、齿轮,所述齿轮与所述齿条啮合连接,由所述齿条带动所述齿轮绕竖向转动;
19、旋转轴,所述旋转轴底端与所述齿轮连接,所述旋转轴的顶端与所述活动板的底面连接,由所述齿轮经所述旋转轴带动所述活动板绕竖向转动,进而带动与所述活动板连接的所述治具绕竖向转动;
20、至少一个轴承,所述轴承的内圈套设在所述旋转轴外,所述轴承的外圈与所述控制器上料支架连接。
21、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述锁紧机构还具有接近开关,所述接近开关的感应端朝向所述定位销至所述衬套之间。
22、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述锁紧机构为两个,两个所述锁紧机构以所述活动板中心斜对角非对称设置。
23、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述控制器上料工位上还具有:
24、上料工位电缸运动模组,所述上料工位电缸运动模组具有可做水平方向运动的水平移动端,上料工位电缸运动模组的运动方向与所述插气管夹爪机构的运动方向垂直,所述上料工位电缸运动模组的水平移动端与所述控制器上料支架连接,由所述上料工位电缸运动模组带动所述控制器上料支架做水平方向运动,进而带动所述治具做水平方向运动。
25、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述控制器上料工位上还具有:
26、自动拨气管机构,所述自动拨气管机构具有拨气管气缸和拨板,所述拨气管气缸的活塞杆轴向为竖向且端部连接所述拨板,所述拨气管气缸位于所述治具侧边。
27、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述拨气管气缸采用双杆气缸。
28、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述插气管工位上还具有:
29、插气管伺服运动模组,所述插气管伺服运动模组具有可做水平方向运动的水平移动端;
30、插气管连接板,所述插气管连接板与所述插气管伺服运动模组的水平移动端连接,由所述插气管伺服运动模组带动所述插气管连接板做水平方向运动;
31、插气管夹爪机构具有插气管夹爪气缸和一对插气管夹爪块,所述插气管夹爪气缸设置在所述插气管连接板上,一对所述插气管夹爪块分别设置在所述插气管夹爪气缸的一对夹爪上,一对所述插气管夹爪块沿竖向并排设置。
32、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述插气管夹爪机构还具有:
33、插气管滑轨,所述插气管滑轨设置在所述插气管连接板上;
34、两个插气管滑块,两个所述插气管滑块分别设置在两个所述插气管夹爪块上,各所述插气管滑块滑动连接所述插气管滑轨。
35、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述插气管夹爪机构还具有:
36、第一插气管限位块,所述第一插气管限位块上设置有竖向连通的限位块连通孔,所述第一插气管限位块设置在其中一个所述插气管夹爪块上;
37、第二插气管限位块,所述第二插气管限位块上设置有竖向连通的限位块螺纹孔,所述第二插气管限位块设置在其中另一个所述插气管夹爪块上,所述限位块螺纹孔和所述限位块连通孔相对设置;
38、插气管限位螺栓,所述插气管限位螺栓的螺纹部穿过所述限位块连通孔后与所述限位块螺纹孔螺纹连接。
39、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述拉气管工位上还具有:
40、拉气管伺服运动模组,所述拉气管伺服运动模组具有可做竖向运动的升降端;
41、旋转气缸,所述旋转气缸通过拉气管第一连接板与所述拉气管伺服运动模组的升降端连接,由所述拉气管伺服运动模组带动所述旋转气缸做竖向运动,所述旋转气缸的旋转轴轴向为水平方向;
42、所述拉气管夹爪机构具有拉气管夹爪气缸和一对拉气管夹爪块,所述拉气管夹爪气缸通过拉气管第二连接板与所述旋转气缸的旋转轴连接,由所述旋转气缸带动所述拉气管夹爪气缸绕水平方向旋转,一对所述拉气管夹爪块分别设置在所述拉气管夹爪气缸的一对夹爪上。
43、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,一个所述拉气管夹爪块上设置有夹爪块连通孔,另一个所述拉气管夹爪块上设置有夹爪块螺纹孔,所述夹爪块螺纹孔和所述夹爪块连通孔相对设置且轴向均为所述拉气管夹爪气缸的开合方向;
44、所述拉气管夹爪机构还具有:
45、拉气管限位螺栓,所述拉气管限位螺栓的螺纹部穿过所述夹爪块连通孔后与所述夹爪块螺纹孔螺纹连接。
46、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述气管上料工位还具有:
47、气管上料外框架,所述气管上料外框架上设置有所述自动放线架;
48、若干检测传感器,所述检测传感器设置在所述气管上料外框架,所述检测传感器用于检测所述自动放线架是否放出气管。
49、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述气管导向组件具有:
50、气管导向连接板,所述气管导向连接板上部设置有成一排设置的若干抱箍,若干所述抱箍的排列方向与所述气管导向组件的运动方向一致;
51、若干导向管,两个所述导向管为一组,一组中的一个所述导向管卡接于所述抱箍上,一组中的另一个所述导向管固定在所述气管导向连接板底部,一组中的两个所述导向管上下方向相对设置且具有气管导向通道。
52、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述自动放线架的放线盘的数量大于或等于所述导向管的组数。
53、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述气管裁切组件还具有:
54、气管裁切气缸,所述气管裁切气缸的伸缩杆轴向为水平方向且端部连接所述气动剪刀,由所述气管裁切气缸带动所述气动剪刀做水平方向运动。
55、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述气管裁切气缸为双杆气缸。
56、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述气管调整工位上还具有:
57、调整工位电缸运动模组,所述调整工位电缸运动模组具有可做水平方向运动的水平移动端,所述调整工位电缸运动模组的水平移动端与所述气管导向连接板连接,由所述调整工位电缸运动模组带动所述气管导向连接板做水平方向运动。
58、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述气管调整工位上还具有:
59、气管夹持组件,所述气管夹持组件具有若干夹持夹爪气缸,一个所述夹持夹爪气缸的一对夹爪设置在一组中的两个所述导向管之间的气管导向通道两侧。
60、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述气管调整工位上还具有:
61、气管检测组件,所述气管检测组件具有若干叉形传感器,一个所述叉形传感器设置在一组中的两个所述导向管之间的气管导向通道侧边,且感应面朝向所述气管导向通道。
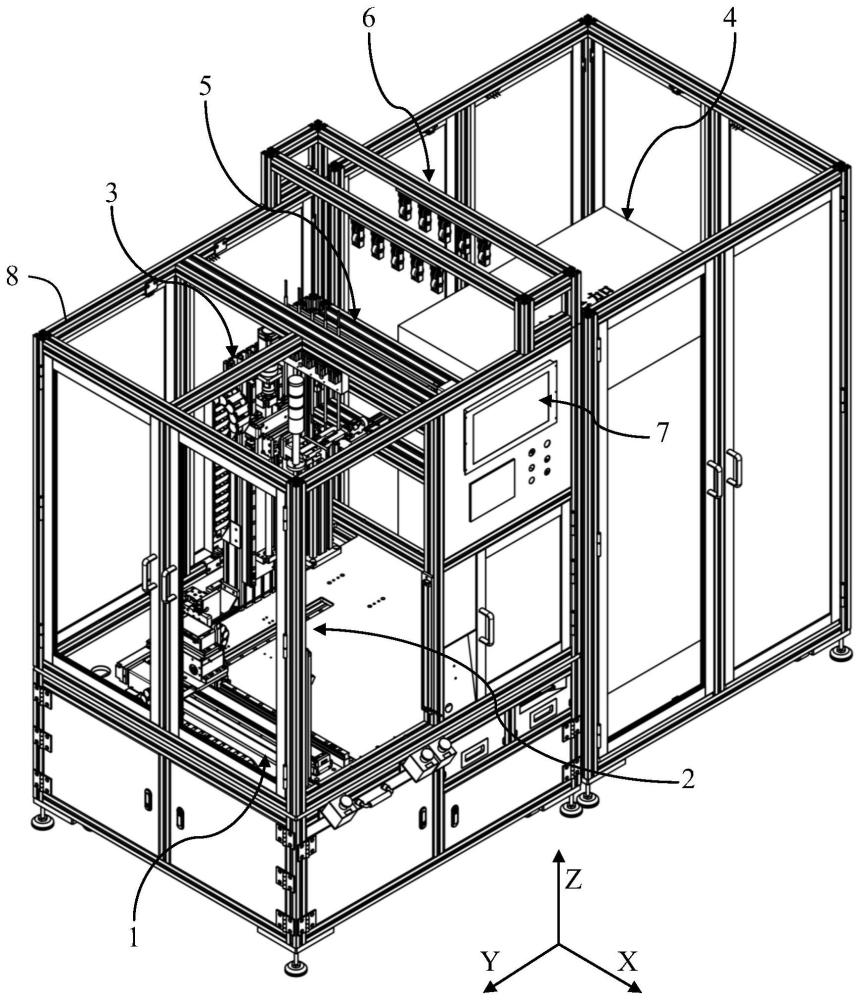
62、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述车用座椅按摩控制器气管自动插接的装配系统还包括:
63、气管导向工位,所述气管导向工位上具有导向框架和若干组导向机构,若干组所述导向机构沿所述气管导向组件的运动方向成一排设置在所述导向框架上,所述导向机构具有滑轮和导向轮,所述滑轮和所述导向轮沿竖向并排预设距离设置,致使在所述滑轮和所述导向轮之间形成气管连通通道。
64、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述导向框架上具有前后两排所述导向机构。
65、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述车用座椅按摩控制器气管自动插接的装配系统还包括控制机组,所述控制机组包括:
66、微处理器,所述微处理器连接所述装配系统中的各受控装置及各传感器件;
67、两个光栅,两个所述光栅相对设置在所述控制器上料工位远离所述插气管工位的一侧,所述光栅连接所述微处理器;
68、双手启动按钮,所述双手启动按钮连接所述微处理器;
69、显示及输入装置,所述显示及输入装置连接所述微处理器。
70、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述车用座椅按摩控制器气管自动插接的装配系统还包括:
71、系统框架,所述系统框架上设置有各工位以及所述控制机组。
72、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配系统中,所述车用座椅按摩控制器气管自动插接的装配系统还包括:
73、良品盒和不良品盒,分别设置在所述系统框架上。
74、为了解决前述技术问题,本发明的第二方面提供一种车用座椅按摩控制器气管自动插接的装配方法,包括:
75、人工在上料位将控制器放入到控制器上料工位的治具中,按动系统启动按钮,所述治具带动控制器沿水平方向运动至插接位;
76、气管上料工位的自动放线架将若干气管放出至气管调整工位;
77、所述气管调整工位的气管导向组件根据预设的气管顺序水平移动气管至拉气管工位,通过所述拉气管工位的拉气管夹爪机构在夹气管位夹住一根气管并向下运动至预设距离,所述气管调整工位的气动剪刀伸出剪断气管;
78、所述拉气管夹爪机构继续夹住气管并向下运动至旋转位,带动气管绕水平方向旋转,将气管交接至插气管工位的插气管夹爪机构,所述插气管夹爪机构夹住气管后,所述拉气管夹爪机构回转并向上运动至夹气管位;
79、所述插气管夹爪机构夹住气管并带动气管沿水平方向运动至插接位,进行插气管动作,直至气管插入至控制器的气嘴根部,所述插气管夹爪机构放开气管,所述插气管夹爪机构沿水平方向回位;
80、所述治具带动控制器沿水平方向运动至下一根气管的插接位等待插接下一根气管;
81、在控制器上的所有气管插接完成后,所述治具带动控制器后移至上料位,人工将成品从所述治具取出;
82、若需要进行下一个控制器的插接工作,则人工在上料位将控制器放入到控制器上料工位的治具中,按动系统启动按钮即可。
83、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配方法中,在气管上料工位的自动放线架将若干气管放出至气管调整工位过程中,通过气管导向工位的导向机构对若干气管进行导向至气管调整工位。
84、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配方法中,在气管调整工位的气动剪刀伸出之后、剪断气管之前,还包括:
85、通过气管夹持组件将待剪断的气管夹住,以防止气管脱离,在下一次需要插接被气管夹持组件夹住的气管时,再放开气管。
86、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配方法中,插气管夹爪机构夹住气管进行插气管动作采用分次进行:
87、所述插气管夹爪机构先将气管插入控制器的气嘴,放开气管,后退预设距离后重新夹持,进行二次插管动作,致使气管插入至气嘴根部。
88、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配方法中,所述治具带动控制器沿水平方向运动至下一根气管的插接位等待插接下一根气管之前,还包括:
89、所述治具带动控制器后移,所述控制器上料工位的自动拨气管机构中的拨气管气缸带动拨板上升,所述治具带动控制器前移至下一根气管的插接位过程中,拨板拨动与拨板相邻的气管向后动作,防止插接下一根气管干涉。
90、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配方法中,控制器一侧的所有气嘴插满气管后,所述控制器上料工位的锁紧机构放开所述治具,所述控制器上料工位的上料旋转机构带动治具及其上的控制器旋转,使控制器的第二侧朝向所述插气管工位的所述插气管夹爪机构,所述锁紧机构锁紧所述治具,以继续进行第二侧的气管插接工作。
91、可选地,在如前所述的车用座椅按摩控制器气管自动插接的装配方法中,由本发明第一方面提供的车用座椅按摩控制器气管自动插接的装配系统实现本发明的装配方法。
92、本发明的积极进步效果在于:
93、1、本发明可自动将不同颜色、不同长短、不同直径的tpu气管自动插接到控制器上组装成一个整体,有效缩短生产节拍,提高了生产效率。
94、2、本发明只有开始放入产品零部件时需要有人工参与,后续装配均由系统自动完成,避免装配过程中外在因素对产品性能的干扰,中间不会出现有人为操作失误的情况,有助于对产品的追溯。由于人工参与率低,因此能大大降低操作员的劳动强度,提升生产效率,降低生产物流成本。
95、3、本发明能自动完成产品零部件多个侧面连续气管插接工作,进一步缩短生产节拍,提高了生产效率。
96、4、本发明中各工位均考虑了更换工装的可能性,生产设备能生产不同的产品,提升设备的使用率。
- 还没有人留言评论。精彩留言会获得点赞!